Low Carbon Steel Welding Technology
Tool steel contains up to 1% carbon, which determines its hardness and strength. At the same time, the wear resistance of the metal is quite low, so only tools are made from it. And the low purchase price ensures the profitability of production.
The technology for welding steel of this type involves the use of an inverter and a specially designed electrode. UONI-13/NZH/20X13 rods and a welding inverter are suitable for processing.
We recommend articles on metalworking
- Steel grades: classification and interpretation
- Aluminum grades and areas of their application
- Defects in metal products: causes and search methods
Welding technology for different types of structural steel
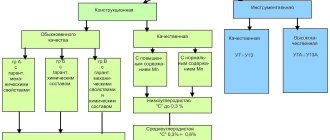
Structural steel is more in demand; it is used for the production of both small metal parts and large-scale machines. This category includes steel grades such as 40x, 30xgsa, 35xgsa, etc.
Structural steel contains various impurities, including sulfur and phosphorus. A larger number of these components reduces the reliability of the material.
Structural steel types are divided into several groups:
- ordinary;
- quality;
- high quality;
- especially high quality.
The last group contains a minimum amount of impurities, so the steel is the most durable and of the highest quality. Conventional structural steel, on the contrary, contains a high percentage of impurities, so it is not durable. In these groups there is a division into subgroups depending on the presence of additional chemical elements in the composition.
High carbon
High-carbon iron alloys are classified as poorly weldable metals . Their use for building structures is excluded. The area of use of such materials is machine tool construction, tool products, high-speed steels, etc.
Technologically, welding of high-alloy steels differs little from medium-carbon steels. Particular attention, as there, is paid to the rational choice of the mode for creating a welded joint and the shape of the connecting seam.
Devices for working in a protective environment of inert gases, such as argon, are widely used. The work is also carried out semi-automatically, with carbon dioxide.
The shape of the seam plays a significant role. Narrow, deep seams contribute to the concentration of harmful impurities such as sulfur and phosphorus, forming a weakened zone. Excessive layers acquire layering during the crystallization process, also reducing strength.
Welding technology of different types of alloy steel
The most popular are various types of alloy steel. The demand for them is due to their composition, which includes various alloying components that give the metal the desired characteristics and properties.
Additives give the metal increased strength, durability, and improve its characteristics. The physicochemical properties of the material are changed by adding alloying components to the composition.
The advantages of different types of alloy steel also include:
- high heat resistance;
- resistance to corrosion (of course, they cannot be compared with stainless steel, but they have increased resistance).
The technology for welding steel of this type involves the use of an arc processing method and electrodes with fluorine and calcium. The best option is to use gas welding; the quality of joining parts in this case is higher.
VT-metall offers services:
The difference in the technology of welding steel with gas and a semi-automatic or inverter lies in the generation of heat due to the flame of a gas burner, rather than an electric arc. A flame occurs when a flammable gas mixes with oxygen. To use gas welding technology for carbon steels, experience and dexterity are required.
Perlite
Regardless of the alloying level of pearlitic steels, it is rational to use materials with a slightly lower alloying level for weld formation.
When choosing electrodes and wire, use special tables. They are compiled indicating both the types of material and the method of making connections.
The choice of deposited metal is also determined by the presence or absence of subsequent heat treatment.
As a rule, when manual welding, electrodes containing calcium and fluorine compounds are used in the coating.
If thin-sheet workpieces that are not subject to thermal hardening are connected, and most importantly, if there are no requirements for the removal of thermal stresses, subsequent heat treatment may not be performed. If necessary, stabilization at 800-850 degrees Celsius is sufficient to remove them.
If structures (or parts) are to operate at high temperatures, it is necessary to perform so-called austenitization - heat treatment at 1100-1150ºC.
When welding chromium steels with pearlitic steels, due to the characteristics of the chemical composition, the joint zone is prone to non-ductile fractures. The fight against this lies in the careful selection of deposited materials, as well as technological methods.
Special design solutions that involve eliminating stress concentrators, which represent a sharp change in the cross-section or its bending, have a good effect.
Welding technology for various types of low-alloy steel
The composition of different types of low-alloy steel (most often they are low-carbon steel) contains a small percentage of alloying components (mostly within 2-3%). These metals contain iron, a small percentage of carbon and various impurities.
Low-alloy steel, resistant to high temperatures (up to +200 °C), is used for the production of surgical, jewelry, engraving instruments, razors and blades. Adding a small amount of chromium to the composition allows you to obtain a metal that is characterized by high strength and durability.
Low-alloy steel is included in the class of ferrous metals and is used for the production of dimensional welded metal structures. Although the content of alloying components in its composition is small, the material has high strength. Such characteristics are achieved due to the presence of chromium, nickel and molybdenum in the composition, which improve the properties of low-alloy steel. Thanks to chromium and nickel, the metal's resistance to corrosion increases.
Compliance with the technology of welding steel of this type allows you to achieve good results. However, when working with low-alloy metals, it is necessary to take into account numerous material characteristics. The experience of the welder plays a big role.
Most often, craftsmen encounter overheating of the welded area. This problem arises when working with various grades of low-alloy steels. Due to the rapid cooling of the weld and the workpiece as a whole, mertensite is formed at the joint. This is the name given to the hard carbon structure that appears on the weld due to sudden cooling.
The technology for welding steel with low carbon content involves the use of electrodes with calcium and fluorine. The most suitable rods are those that have a base coating, such as E42A or E50A. The best electrodes are considered to be UONI 13/45, MR-3, ANO-8, SM-11. However, others with similar characteristics will also be suitable.
Low carbon steel welding technology allows the use of semi-automatic or automatic submerged arc welding with semi-automatic and filler wire. Flux can be replaced with carbon dioxide or a mixture of carbon dioxide and argon. This allows you to improve the quality of the seam compared to working with electrodes.
Low carbon
Low-carbon steel, which contains, in addition to carbon, alloying additives, is welded, as a rule, using any of the welding technologies.
The work does not require a highly qualified welder. Such materials are among the easily weldable steels. Therefore, conventional arc welding can be successfully used here.
Features of welding low-carbon steels are a reduced carbon content in the weld metal and an increased amount of alloying additives, so some strengthening of the weld metal in relation to the metal of the parts is possible.
Another problem that should be taken into account is the increased fragility of the seam when performing multi-layer welding.
To make connections on low-carbon steels, electrodes with rutile and calcium-fluoroisrutile coatings are used. Professional welders use electrodes coated with a little iron powder. Of the electrodes produced by industry, the following brands are suitable for welding: UONI-13/85, TsL-14, TsL-18-63.
Low carbon steels are easy to weld using acetylene. In this case, you can even do without the use of flux, and gas is consumed in a small volume.
To obtain a high-quality joint with a strength no less than that of the base metal, silicon-manganese welding wire is used. Upon completion of work with the seam, the flame is not extinguished or removed from the joint of the parts, but is smoothly deflected, allowing the seam to cool.
If you remove the flame immediately, then without flux the weld material, being heated, will oxidize. To give the seam better strength properties, the weld metal is usually forged and heat treated.
Welding technology for steel of various structural classes
Pearlitic and austenitic steels are more difficult to weld, since martensitic deposits or carbide ridges form on the weld, and their volume reduces the degree of alloying of the material, bringing it closer to the characteristics of pearlitic steel. The interlayer is formed due to poor mixing of the liquid metal in the near-wall layers. If the reserve of austeniticity of the metal in the weld area is small, then the interlayer can reach a critical level, leading to the destruction of the joint.
Accordingly, when choosing a steel welding technology, it is necessary to give preference to the one that allows you to achieve a minimum thickness of the crystallization layer. For this:
- use highly concentrated heat sources, for example, electron beam, laser, plasma;
- cut or overlay the edges, reducing the content of steels involved in the process;
- select processing modes in which the melting thickness is minimal;
- arc welding is used in a protective gas environment, which can provide intensive mixing of the metal of the weld pool.
For welding combined steel, the most suitable is processing in a protective gas environment, since when using this technology the temperature of the molten metal increases, the surface tension decreases, and therefore the intensity of its mixing increases. This is due to an increase in the near-electrode voltage drop of the welding arc and the kinetic energy of transfer of electrode metal droplets and plasma flow in the welding arc.
The effect is enhanced by the addition of oxygen, nitrogen, and carbon dioxide to argon. When oxygen is added, the temperature in the weld pool increases and exothermic redox reactions occur. Due to this, the degree of structural and mechanical heterogeneity in the area of connection between the pearlitic metal and the austenitic weld is reduced.
Manual arc technology for welding steel allows one to achieve better results by reducing the melting temperature of the electrodes and, as a consequence, the temperature of the weld pool. To reduce the melting point of the electrodes, rods containing nickel and manganese are used. When using these electrodes during submerged arc welding, crystallization and diffusion layers are also reduced.
Checking Welded Joints
In production, effective control methods are used: scanning of seams with x-rays or ultrasound. This allows you to detect most defects: lack of penetration, cracks, fistulas.
If possible, then weld test samples from 45 steel, cut the seams with a grinder and inspect them visually. There should not be:
- pores - small bubbles that significantly worsen the properties of the seam. A small number of pores is allowed;
- cracks - during the operation of the structure they can increase and cause destruction of the connection;
- fistulas - also affect the strength of the suture.
In cases where the product is intended to operate under loads, it is recommended to check the connections mechanically. To do this, the part is subjected to loads. For example, if a weld must withstand a load of 10 tons, the test should be carried out with a weight 30% higher - 13 tons.
Technologies for welding dissimilar types of steel of the same structural class
Welding of different types of pearlitic steel, the difference in which lies in the degree of alloying, is performed using electrodes used for metals with a lower degree of alloying, in the absence of additional requirements for joint strength, heat resistance, and corrosion resistance, which are characteristic of more alloyed steels. At the same time, the technology involves the choice of welding modes and temperatures used when working with more alloyed metals.
If heating is not possible, then surfacing of the edges is performed using a more alloyed material, heated by electrodes of the E42A type. In this case, the deposited layer must have a thickness that will not allow the more alloyed metal to heat up to Ac1 temperatures, i.e., prevent the creation of conditions for hardening.
When working with various combinations of high-chromium martensitic (12% Cr), ferritic (28% Cr) and ferritic-austenitic metals of the X21N5 type, it is necessary to choose a steel welding technology that will not form cold cracks and brittle areas in the weld. The heating mode is selected for the hardening metal itself, preventing complete cooling of the workpieces. This is possible when using welding materials of the ferritic-austenitic class, welding with minimal heat input, since metals with a high chromium content are susceptible to grain growth, which causes the formation of brittleness of the weld area.
After the heat treatment is completed, the workpiece must be cooled quickly to avoid the brittleness that occurs at +475 °C. Austenitic electrodes can also be used for operation. But in this case, during heat treatment, it is impossible to completely eliminate welding stresses caused by the difference in the linear expansion coefficients of the weld and the base metal.
Correction of defects
After welding, it is necessary to remove the slag crust (if coated electrodes were used) and treat the part with a wire brush so that the connection is clearly visible. A number of problems can be identified by examining welds; the appearance of internal “cold” cracks is often determined by ear: loud clicks indicate that defects have appeared inside.
If cracks and other flaws are identified, it is necessary to completely cut out the problem areas and apply new seams. It is not allowed to brew them without cutting. It is recommended to preheat the welding area; after work, the part should cool slowly.
Help: metal deposits in the welding zone are also considered defects and are removed using a grinder with a grinding wheel.
Welding technology for two-layer (clad) steels
Due to the double-layer steel, the use of high-alloy materials is reduced, while the performance of the structures is not reduced. Equipment used in corrosive environments is made from such metals.
The facing layer up to 12 mm thick, resistant to corrosion and in contact with aggressive environments, is made of the following metals:
- high-alloy chromium-nickel austenitic (12Х18Н10Т, 08Х18Н10Т, 12Х18Н12Т, 08Х18Н12Б, etc.);
- chromium ferritic;
- martensitic-ferritic (08X13, 12X13, etc.).
The main layer, whose thickness reaches 150 mm, is more resistant to force loads. For its manufacture, low-alloy carbon metals are used (St3, 20K, 15ХМ, etc.). Welded joints must have:
- Uniformity of the facing layer with high corrosion resistance of the weld.
- Absence of complex alloys with low mechanical characteristics at the junction of the facing and base layers. To do this, it is necessary to use suitable materials and steel welding technology, cut edges and carry out work consistently.
GOST 16098-80 is devoted to a description of the main types and structural elements of the edge preparation form in accordance with the technology and welding methods. Welding of layers is carried out separately using different welding materials. The facing layer is processed last to prevent it from reheating. The base coating is processed first. Suitable welding wires, fluxes, electrodes, etc. are used for the job.
Security measures
Welding work is carried out in strict compliance with safety regulations:
- Never use faulty equipment. Check the device in advance, inspect the working elements and wires for possible breakdowns.
- The electrodes must be new, with the working layer intact. Cracked rods should not be used.
- Prepare your workplace in advance. Remove all flammable mixtures away and clear the table of unnecessary objects that may interfere with welding work.
- Welding is considered a harmful technological process. Therefore, you need to use a welder’s mask, protective overalls, gloves, and durable shoes.
- Place a rubber mat under your feet to prevent electric shocks.
- The room in which welding work is carried out must be equipped with a good ventilation system.
- For convenience, it is advisable to carry out work on a metal work table.
When working with cylinders filled with inert gases or oxygen, it is necessary to wipe off any oil leaks in the work area.
Any welder knows how difficult it is to weld stainless steel parts together. The process becomes more complicated if you need to connect stainless steel with ferrous metal. Therefore, it is necessary to accurately determine the components of materials, select electrodes, and the operating mode of the device. During the work process, you need to take into account the advice of professionals.