It is impossible to achieve the desired welding quality without the correct choice of electrodes. A clear understanding of the market will help you avoid mistakes. It is necessary to know about the types of products from different manufacturers, recommendations regarding the use of a specific brand, and the principles of marking electrodes.
- Consumable and non-consumable electrodes
Purpose of welding electrodes
The role of electrodes is reduced to forming an arc in electric arc welding. The quality of the electrodes directly affects the efficiency and results. How stable the arc will be, how deeply the metal will heat up, how easy it is to ignite the arc and other nuances during welding are determined by the choice of electrodes. They have to:
- maintain a stable arc during operation;
- melt evenly;
- form a neat seam with the desired chemical composition;
- create conditions to minimize the splashing of hot metal;
- help improve the efficiency of welding work;
- ensure joint strength;
- have a low degree of toxicity.
In addition, the slag that is formed during the welding process should be easily removed.
What types of electrodes are there for welding?
All electrodes presented on the domestic market are divided into types that are designed to work with various metals. There is a separate group of products for welding for different grades of steel, cast iron, non-ferrous metals, aluminum and its alloys. Thanks to this division, it is easier for the welder to choose equipment and the optimal mode when working with a specific metal. There is also a separate group of electrodes that are used exclusively for the so-called “metal surfacing”.
Features of manual technological operations are also a determining factor that affects the classification of electrodes. After all, welding work can be performed with different electrode locations, degrees of metal penetration, weld pool depth and other features.
The thickness of the electrode determines whether it belongs to thin (M), thick (D) or medium-sized products (C). Depending on the type of coating, products are divided into four groups:
- sour – marked A;
- cellulose – C;
- main – B;
- rutile - P;
- combined or mixed. It is marked depending on what types of coatings are used - RB, RC, AR or others.
If the electrode has a coating that goes beyond the above classification, it is designated by the letter “P” - other. The composition of the coating includes additives that are intended to improve the quality of the weld made of a particular material. For example, the rutile coating of the electrode prevents the formation of voids and cracks in the weld area. Electrodes are also classified depending on the polarity of the supply current, voltage, diameter, and length of the rod.
In case of emergency, electrodes can be made independently. To do this you will need steel wire with a diameter ranging from 1.6 to 6 mm. Segments about 35 centimeters long are made from it. A mixture of chalk and silicate glue is suitable for coating.
Dimensions
One of the defining characteristics is the size of the electrode. Length and diameter matter when choosing. The thickness of the mounted parts affects the diameter of the electrode. The current strength is selected depending on the size of the rod. Indicators of stability of the electric arc, density and quality of the seam are directly related to the diameter of the electrode.
Thin metal materials are welded with thin electrodes (diameter from 1 mm to 2 mm). When choosing the value of the welding current, they rely on the characteristics of the compositions of the electrodes and mounted parts, on their melting temperatures. Thin electrodes run the risk of melting very quickly at high voltage.
Therefore, it is necessary to adjust the current of the welding machine.
For welding with thick electrodes, a correspondingly higher current is required. The current must be sufficient to ignite the electrode and maintain the arc. There are tabular values that indicate the operating current and electrode diameter for welding a material of a certain thickness.
So, 25–100 A is enough for welding thin sheets with an electrode of 1–2 mm, 150–200 A is enough for working with metals with electrodes with a diameter of about 3 mm. An important point during welding is to quickly replace the burnt electrode with a new one.
The sooner the replacement is made, the less the risk of deterioration in the quality of the cooling seam.
Classification of electrodes according to GOST 9466-75
Coated metal electrodes intended for manual arc welding are divided into groups according to several parameters: purpose, chemical composition and mechanical properties, thickness and type of coating applied. In addition, welding and technological indicators are also taken into account.
Types of electrodes by purpose
Depending on the scope of use, the products are intended:
- for working with carbon or low-carbon materials, the degree of tensile strength of which does not exceed 600 MPa. They are marked with the letter “U”;
- for joining workpieces made of structural alloy steel, the tensile strength of which does not exceed 600 MPa. Electrodes are marked with the letter “L”;
- for welding alloy steel, resistant to high temperatures. Products are designated by the letter “T”;
- for welding high-alloy steel with special characteristics. The visual marker is the letter “B”;
- to create a deposited layer on the surface of materials with special properties. The electrodes are designated with the letter “H”.
The listed standards divide electrodes into types depending on the chemical composition of the deposited metal and in accordance with the mechanical characteristics of the material being processed. The marking contains numbers indicating the minimum tensile strength in kgf/mm2: E42, E42A, E50 and others. The letter after the digital marker indicates high plastic characteristics, good viscosity and limitations on chemical components.
By coating thickness
This indicator provides for the division of products taking into account the D/d ratio, where D corresponds to the diameter of the coating, and d to the circumference of the metal rod. It is customary to distinguish electrodes by coating thickness:
- thin . The diameter ratio is less than 1.2. Marked with the letter “M”;
- average . The result is in the range 1.2 < x < 4.5. Indicated by the letter “C”;
- thick _ The coefficient is less than 1.8, but more than 1.45. Marker - “D”;
- especially thick . The number obtained by dividing the two diameters is above 1.8. The “G” marking is a distinctive feature of the product.
According to the provisions of GOST 9466 - 75, it is divided into three groups that differ in quality. It is determined by the condition of the coating, the precision of the coating and the rod, the content of phosphorus and sulfur in the deposit.
Types of electrode coating
The values are shown in the table below:
| Coverage type | Designation according to GOST 9466-75 | International ISO designation |
| Sour | A | A |
| Basics | B | B |
| Rutile | R | R |
| Pulp | C | C |
| Mixed coatings | ||
| Acid-rutile | AR | AR |
| Rutile-basic | RB | R.B. |
| Rutile-cellulose | RC | R.C. |
| Other (mixed) | P | S |
| Rutile with iron powder | RJ | R.R. |
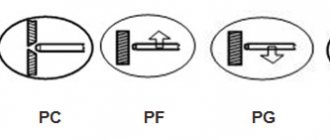
According to the spatial location of the float
Electrodes should be selected depending on the spatial location of the joint:
- recommended for work in any position - designated “1”;
- the location of the weld in any position except the top-down direction is allowed - “2”;
- for the following spatial arrangement: vertical, horizontal, bottom and vertical from bottom to top - “3”;
- for working in the lower position, including the boat method - “4”.
By type and polarity of current
All values are collected in table form:
| Recommended DC Polarity | Open circuit voltage of AC source, V | Designation | |
| Rated voltage | Maximum deviation | ||
| Reverse | — | — | 0 |
| Any | 50 | ±5 | 1 |
| Straight | 2 | ||
| Reverse | 3 | ||
| Any | 70 | ±10 | 4 |
| Straight | 5 | ||
| Reverse | 6 | ||
| Any | 90 | ±5 | 7 |
| Straight | 8 | ||
| Reverse | 9 | ||
Areas of application
The selection of electrodes for performing a particular job is made according to the following criteria:
- for inexperienced welders, rutile conductors should be chosen; for experienced workers, the type of coating does not matter much;
- type of electrode – consumable or non-consumable;
- type of structure, equipment or elements to be welded (for electric motors one type is needed, for surfacing excavator buckets another type is needed);
- steel grade;
- thickness of elements;
- type of current and its polarity;
- characteristics of the purchased electrodes.
For inexperienced users
For beginners in welding, it is preferable to use electrodes with a rutile layer. These products are easy to use compared to other types. The most popular brands include:
- ANO-4;
- MP-3 (also called “blue electrodes” due to the corresponding color);
- OK 46.00;
- UTP 65D.
Household use
Welding work carried out in everyday life is characterized by a low level of complexity. They require a normal or low quality seam, since the main goal is to connect the required elements that do not experience serious loads and are not subject to significant wear .
The most often performed in domestic conditions include assembly work to create small metal structures (greenhouses, fence posts), restoration welding of a car in garages or on construction sites.
For household manual arc welding, electrode brands:
- ANO . Suitable for all types of inverters used as welding power sources.
- SSSI . They allow you to create a high-strength seam, can be used for products of any complexity, but are distinguished by their “obstinate” character. To perform welding with electrodes of this brand, some experience is required.
- MP-3 . Products for universal use. Can be used to connect even damp, corroded surfaces that have not been subjected to pre-abrasive treatment.
Stainless steel
For joining stainless steel, it is preferable to use non-consumable tungsten electrodes. When using conductors for ferrous metals, the connection will not be characterized by the required strength and aesthetics of the seam.
The most commonly used brands are:
- NZh-13;
- OZL-8;
- TsL-11;
- TsT-15.
Cast iron
Cast iron is one of the most popular materials that has found its application in various branches of construction and industry.
To connect cast iron products the following are used:
- MNC-2.
- OZZHN-1.
- OZCH-2.
- TsCh-4.
- OK 92.18.
All of the electrodes listed in the list are suitable for welding cast iron, but it should be taken into account that the conductor must most closely match the grade of material (gray, high-strength, etc.).
Pipes
When choosing electrodes for connecting pipes, the thickness of the elements is taken as the main parameter. The thicker the walls of the pipe, the greater the thickness of the conductor should be chosen.
The pipes are connected in one of four ways, on which the required brand of electrode also largely depends:
- overlap;
- in the corner;
- end-to-end;
- vtavr.
In addition, we should not forget that the existing classification of pipes includes many points, therefore there is no clear answer to the question “which electrode is better” for connecting them.
Welding of critical pipelines must be done with electrodes for connections of increased complexity. For domestic mains (plumbing, heating systems), there are no special requirements for the strength of seams.
The most popular types of consumables include:
- ZIO-20.
- TML-1U.
- UONI-13/55.
- TsU-5.
The most popular conductors among professional electric welders are LB-52U. Electrodes of this brand are used for the installation of gas pipelines and tanks operated under high pressure.
For inverters
Inverter welding is one of the common joining methods. The devices allow you to obtain welding current of direct or reverse polarity. In the latter case, heat is concentrated at the end of the conductor, while the product being welded acts as a positive anode, and a negative electrode as a cathode . Welding efficiency depends on the uniformity of potential distribution .
Almost all types of coated rods are suitable for work; beginners should use rutile electrodes.
What does a welding electrode consist of?
By and large, an electrode is a piece of wire through which electric current passes during welding. The surface is covered with a special chemical composition that determines the properties of the product. There are electrodes that are just a piece of wire and do not have any additional coating. They are called uncovered.
Consumable and non-consumable electrodes
The rod inside the electrodes is made of metal and, less commonly, of copper rod. Its task is to fill the weld pool with a melt that connects two workpieces to each other. The coating around the metal rod determines the chemical characteristics of the electrode and contains substances that improve the quality of the seam.
Non-consumable electrodes are made from powdered materials. The most commonly used are coal or tungsten. They improve the quality of adhesion of the parts being connected. The weld is formed without melting the metal rod, and the electrode material is consumed as filler wire. The most common material used in the production of such electrodes is amorphous carbon. The finished product is an elongated oval rod.
This kind of carbon electrodes is used to form seams with high aesthetic values. They are also in demand for air-arc cutting of thick metal workpieces.
Electrodes for spot welding
Separate attention should be paid to equipment intended for spot welding. Features of the technology are to preserve the initial shape of the parts being connected and ensure the required degree of electrical conductivity.
To solve problems of this kind, special devices are provided that work without conventional electrodes. Their role is replaced by special copper contacts made in the form of pointed rods. At home, such contacts can be made independently. For example, use waste tips from powerful soldering irons.
Types and composition of coating of welding electrodes
For manual arc welding, electrodes are used, consisting of rods 25-45 cm long, on the surface of which a layer of special coating is applied. There are several classes of them on the market:
- stabilizing . They contain elements that perfectly ionize the welding arc. In most cases, the coating is applied to the rods in a thin layer - thin-coated electrodes;
- protective _ The covering is made from a mixture of different materials. The main task of the composition is to protect the melt zone from exposure to atmospheric air. In addition, they promote stable arc burning, refine and alloy the seam;
- magnetic . They are applied to the rod directly during welding. Spraying is carried out under the influence of electromagnetic forces that are formed between a live wire and ferrimagnetic powder poured into a special hopper. The wire or rod is fed into the welding zone through this hopper.
There are the following main types of electrode coatings:
- acid ore . They contain oxides of manganese and iron, silica and a lot of ferromanganese. To create a protective environment, organic substances are included in the composition - starch, wood flour, cellulose and others;
- rutile _ They are becoming increasingly popular thanks to the development of technologies for the extraction of rutile minerals. Its main component is titanium dioxide (TiO2). In addition to rutile, coatings also contain other elements: potassium and magnesium carbonates, ferromanganese, silica;
- calcium fluoride . The composition includes calcium and magnesium carbonates, ferroalloys and fluorspar;
- organic . The composition contains mainly organic compounds. Most often, oxycellulose is used with the addition of slag-forming materials, deoxidizers and alloying additives.
Coating materials
The classification of welding electrodes is based on the type of coatings, which differ in chemistry and properties. There are several types of coating:
- Acidic , from oxides of silicon, iron or manganese. The use of products with such a coating provokes the appearance of cracks on heated parts. At the same time, the seam is reliably protected from the appearance of pores.
- Rutile . Consists of titanium dioxide or concentrated rutile. During welding, virtually no spatter is generated; the metal completely goes into the seam being created.
- Ilmenite . The properties of such coatings are in the middle between acidic and rutile.
- Basic , formed from fluorine compounds or carbonates. Types of electrodes with such a coating add plasticity to the weld metal and increase its toughness during machining. They make it possible to create a crack-resistant seam, while the presence of oxidizing elements in the bath, which provoke a high susceptibility to corrosion of the connection line, is not allowed.
- Cellulose , which contains about 50% organic substances. Hydrogen electrodes are made with such coating ; work with them is based on the phenomenon of electrolysis, the occurrence of redox reactions with changes in the pH level. A seam with increased density is formed, which allows the use of products for vertical welding.
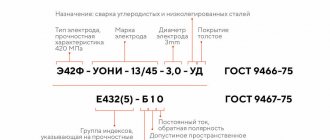
Labeling rules
A specific scheme is used to mark all types of existing electrodes. According to its construction, the first digit determines the type of electrode, the next position informs about the brand of the product, and it is followed by the diameter designation.
The fourth in this scheme is the code that determines the purpose, and the fifth is the thickness of the coating. The sixth is a code that characterizes the welding seam or metal deposit. Below you can read information about the coating of the rod. The eighth position provides information about the spatial location of the electrode during welding, and the ninth - about the voltage and type of current.
For a better understanding, it is worth considering a specific example:
The first four characters “E46A” carry information about the type of electrode rod. It deciphers like this:
- E – intended for electric arc welding;
- 46 – unit of arc rupture resistance according to GOST 9467-75 standards;
- A – improved rod class.
The next index “U” in the marking means that the electrode can be used in work with alloy and low-carbon steel. “D2” is assigned to the second group of products based on coating thickness.
The marking in the denominator 432(5) is a parameter of the weld joint that forms the weld. “B” is the main type of electrode coating. The position of the electrode during work corresponds to the value “1”. Current mode “0” is the reverse polarity of direct current.
Below is a table about the meaning of metal rod coating markings:
| Coverage type | Marking according to GOST 9466-75 | International ISO marking | Marking according to the old GOST 9467-60 |
| sour | A | A | P (acid ore) |
| basic | B | B | F (calcium fluoride) |
| rutile | R | R | T (rutile (titanium)) |
| cellulose | C | C | O (organic) |
| mixed types of coating | |||
| acid rutile | AR | AR | |
| rutile-basic | RB | R.C. | |
| mixed other | P | S | |
| rutile with iron powder | RJ | R.R. | |
You might be interested
Ø 2.5 (1 kg) Ø 2.5 (4.5 kg) Ø 3 (1 kg) Ø 3 (4.5 kg) Ø 4 (1 kg) Ø 4 (4.5 kg) Ø 5 (1 kg) Ø 5 (5.5 kg)
Electrodes for welding OZL-6 (NAKS) Current - constant reverse polarity (plus on the electrode)
RUB 857.16 ?
Price including VAT per 1 kg.
Ø 2 (1 kg) Ø 2.5 (1 kg) Ø 2.5 (4.5 kg) Ø 3 (1 kg) Ø 3 (4.5 kg) Ø 4 (1 kg) Ø 4 (4.5 kg) Ø 5 (1 kg) Ø 5 (5.5 kg)
Electrodes for welding OZL-8 (NAKS) Current - constant reverse polarity (plus on the electrode)
RUB 533.64 ?
Price including VAT per 1 kg.
Ø 2.5 (1 kg) Ø 2.5 (4.5 kg) Ø 3 (1 kg) Ø 3 (4.5 kg) Ø 4 (1 kg) Ø 4 (4.5 kg) Ø 5 (1 kg) Ø 5 (5.5 kg)
Electrodes for welding TsL-11 (NAKS) Current - constant reverse polarity (plus on the electrode)
RUB 825.24 ?
Price including VAT per 1 kg.
Ø 2 (1 kg) Ø 2.5 (1 kg) Ø 2.5 (4.5 kg) Ø 3 (1 kg) Ø 3 (4.5 kg) Ø 4 (1 kg) Ø 4 (4.5 kg) Ø 5 (1 kg) Ø 5 (5.5 kg)
Electrodes for welding MEZTSL-11 (NAKS) Current - constant reverse polarity (plus on the electrode)
RUB 650.16 ?
Price including VAT per 1 kg.
Ø 2.5 (1 kg) Ø 2.5 (5 kg) Ø 3 (1 kg) Ø 3 (5 kg) Ø 4 (1 kg) Ø 4 (5 kg) Ø 5 (1 kg) Ø 5 (6 kg)
Electrodes for welding TsT-15 Current - constant reverse polarity
RUB 824.64 ?
Price including VAT per 1 kg.
Ø 3 (1 kg) Ø 3 (5 kg) Ø 4 (1 kg) Ø 4 (5 kg) Ø 5 (1 kg) Ø 5 (5 kg)
Electrodes for welding EA-395/9 (NAKS) Current - constant reverse polarity (plus on the electrode)
RUB 2,184.84 ?
Price including VAT per 1 kg.
Ø 3 (1 kg) Ø 3 (4.5 kg) Ø 4 (1 kg) Ø 4 (4.5 kg) Ø 5 (1 kg) Ø 5 (5 kg)
Electrodes for welding OZL-36 Current - constant reverse polarity (plus on the electrode)
RUB 673.68 ?
Price including VAT per 1 kg.
Ø 3 (1 kg) Ø 3 (5 kg) Ø 4 (1 kg) Ø 4 (4.5 kg) Ø 5 (1 kg) Ø 5 (5 kg)
Electrodes for welding NIAT-5 Current - constant reverse polarity
RUB 2,416.08 ?
Price including VAT per 1 kg.
Ø 3 (1 kg) Ø 3 (5 kg) Ø 4 (1 kg) Ø 4 (5 kg) Ø 5 (1 kg) Ø 5 (6 kg)
Electrodes for welding NII-48G Current - constant reverse polarity (on the electrode plus), alternating
RUB 765.72 ?
Price including VAT per 1 kg.
Ø 3 (1 kg) Ø 3 (5 kg) Ø 4 (1 kg) Ø 4 (5 kg) Ø 5 (1 kg) Ø 5 (5 kg)
Electrodes for welding OZL-9A Current - constant reverse polarity
RUB 963.84 ?
Price including VAT per 1 kg.
Ø 2.5 (1 kg) Ø 2.5 (4.5 kg) Ø 3 (1 kg) Ø 3 (4.5 kg) Ø 4 (1 kg) Ø 4 (4.5 kg) Ø 5 (1 kg) Ø 5 (5.5 kg)
Electrodes for welding MEZNZH-13 (NAKS) Current - constant, reverse polarity (plus on the electrode)
RUB 734.76 ?
Price including VAT per 1 kg.
Ø 2.5 (1 kg) Ø 2.5 (4.5 kg) Ø 3 (1 kg) Ø 3 (4.5 kg) Ø 4 (1 kg) Ø 4 (4.5 kg) Ø 5 (1 kg) Ø 5 (6 kg)
Electrodes for welding MEZCT-15 (NAKS) Current - constant, reverse polarity (plus on the electrode)
RUB 651.48 ?
Price including VAT per 1 kg.
Ø 3 (1 kg) Ø 3 (4.5 kg) Ø 4 (1 kg) Ø 4 (4.5 kg) Ø 5 (1 kg) Ø 5 (4.5 kg)
Electrodes for welding EA-400/10U (NAKS) Current - constant, reverse polarity (plus on the electrode)
RUB 988.80 ?
Price including VAT per 1 kg.
Ø 3 (1 kg) Ø 3 (4.5 kg) Ø 4 (1 kg) Ø 4 (4.5 kg) Ø 5 (1 kg) Ø 5 (4.5 kg)
Electrodes for welding EA-400/10T (NAKS) Current - constant, reverse polarity (plus on the electrode)
RUB 967.92 ?
Price including VAT per 1 kg.
Ø 3 (1 kg) Ø 3 (5 kg) Ø 4 (1 kg) Ø 4 (5 kg) Ø 5 (5 kg) Ø 5 (1 kg)
Electrodes for welding NIAT-1 Current - constant reverse polarity (plus on the electrode)
RUB 674.52 ?
Price including VAT per 1 kg.
Ø 3 (1 kg) Ø 3 (4.5 kg) Ø 4 (1 kg) Ø 4 (6 kg) Ø 5 (1 kg) Ø 5 (6 kg)
Electrodes for welding UONI-13/NZh/12Х13 Current - constant reverse polarity (plus on the electrode)
RUB 377.16 ?
Price including VAT per 1 kg.
Ø 3 (1 kg) Ø 3 (4.5 kg) Ø 4 (1 kg) Ø 4 (4.5 kg) Ø 5 (1 kg) Ø 5 (5.5 kg) Ø 2.5 (4.5 kg) Ø 2.5 (1 kg)
Electrodes for welding MEZOZL-6 (NAKS) Current - constant reverse polarity (plus on the electrode)
RUB 743.28 ?
Price including VAT per 1 kg.
Show 9 more products
Drying and calcination of electrodes
During transportation or storage, the electrodes may become damp. In this case, preliminary drying is needed, or even better, calcination. This is a very important procedure, which ultimately has a positive effect on arc ignition.
You should not frequently resort to calcining the electrodes, since repeated heating can damage the coating of the rod. It is advisable to undergo the procedure only the number of electrodes required for the current work. Or there should be very few of them left.
Piercing is also practical because it raises the temperature of the electrodes immediately before work. This is important, for example, for welding pipes or when working with thick workpieces. Preheating makes it possible to obtain tight joints during “pressure welding”. But keep in mind that gradual heating is important. With a sharp change in temperature, the formation of limescale cannot be ruled out.
Calcination is associated with the deadlines and duration of storage of the electrodes. According to generally accepted standards, the maximum shelf life of domestic products is five years. In practice, electrodes can be stored slightly longer without losing their characteristics.