Welding electrodes should be divided according to their purpose, the composition of the coating (its type), and methods of use (the type of welding current used). The principles of welding with coated rods are based on melting them using an electric current. In this case, the coating material simultaneously turns into a mixture of gases and protective slag, which protect the welding zone. The composition of the metal of the rod depends on the composition of the parts being welded: it can be steel, cast iron, a mixture of copper or aluminum with other (auxiliary) elements.
Where and how are welding electrodes used?
Welding electrodes are used both in home construction and in the construction of mass industrial facilities.
In both cases, as a rule, the same types of consumables are used.
They are always purchased for a specific welder, taking into account operating conditions and technological parameters.
During the welding process, the rods melt and melt the joints of the metal elements, resulting in a strong molecular bond between the latter.
Using welding electrodes you can perform:
- Connection of two metal parts. This, in principle, is their main purpose.
- Welding cracks.
- Cutting metal structures and individual elements.
Also, welding electrodes are often used for surfacing metal on various parts that, during operation, have been subject to wear and have lost their original geometric dimensions.
Welding rods can be worked in different positions, depending on their type:
- Bottom location of the welding joint - used in cases where there are no special requirements for the connection. It is considered the most productive and optimal way. The electrode is positioned vertically, and the connecting surfaces are positioned horizontally.
- Horizontal arrangement – horizontal seam, horizontal position of the electrode, vertical position of the elements being welded.
- Vertical – vertical seam, vertical arrangement of welded elements, horizontal positioning of the electrode.
- Ceiling – vertical arrangement of the electrode, horizontal placement of the connected elements. This is the most difficult type of seam to make, since the master welds from below, which is why the melt can flow down, bypassing the weld pool.
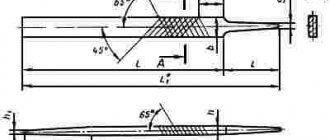
Among other things, there is boat welding.
Here the elements to be welded are located at an angle relative to each other.
Welding is carried out mainly in the lower position, thereby increasing the speed of work.
As for the positioning of the electrode itself, during operation it can be located at a 90-degree angle with respect to the seam, as well as at a 30-60 degree tilt forward or backward.
We select high quality components
Modern welding equipment is manufactured in accordance with GOST. Electrodes are no exception. According to the standards, the rod is made of high-quality material. The latter is purchased from a supplier who provides all certificates for it.
Speaking of coating components, manual arch welding requires the use of electrodes without defects that are visible to the naked eye. They should not have large cracks with a diameter of more than 2 cm.
While the rod is melting, it should not crumble or burn unevenly. Spraying occurs smoothly, without visible deviations. The standards depend on the specific type of coating.
It is important that the rod does not bend under load. It must be resistant to heavy weight. The connection will be strong, without obvious pores. By checking these points, you will be able to choose the right welding rod for your job.
Device and characteristics
The welding electrode is a core made in the form of wire, coated with a coating of a special composition.
During operation, both the internal and external parts melt, with the first filling the junction of two parts, and the second releasing a gas that prevents the penetration of oxygen into the welding zone.
In addition, the electrode coating has properties such as protecting the weld from the destructive effects of oxygen, in particular from oxidation, further preventing the dissipation of welding energy.
Selecting the electrode diameter depending on the thickness of the metal being welded
As a rule, the diameter can be selected based on the thickness of the metal of the product. As mentioned above, the greater the thickness of the metal, the larger the diameter of the electrode should be. It is worth noting that the choice of diameter is influenced not only by the thickness of the metal, but also by its properties. Basic recommendations for choosing the electrode diameter.
- For parts with a thickness of 1.5 to 2 mm, a Ø 2 mm electrode is suitable.
- To connect workpieces 3 mm thick, electrodes Ø 2.5 or 3 mm are suitable.
- If the thickness of the parts to be welded is from 4 to 5 mm, products with a diameter of 3 or 4 mm should be used.
- For structures with a thickness of 6 to 12 mm, it is best to choose electrodes Ø 4 or 5 mm.
- If the thickness of the elements to be welded exceeds 13 mm, then products with a diameter of 5 or 6 mm should be used.
When the workpiece thickness is less than 1.5 mm, manual welding, as a rule, is not used.
Material and types of coating
The electrode coating, based on the ratio of the total diameter of the electrode to the diameter of the core, is divided into the following categories (coefficient):
- Type M – thin coating (up to 1.2).
- C – average (up to 1.45).
- D – thick (up to 1.8).
- G – especially thick (over 1.8).
There is also a separate classification based on composition:
- A – sour.
- B – basic.
- C – cellulose.
- R – rutile.
- Two letters (mentioned above, as well as rutile-iron with the designation RZH) are a mixed type.
- P – other types.
The given letters are involved in the marking.
NOTE:
There is an additional division of electrodes into several groups, depending on the condition of the coating and the accuracy of manufacturing of these products.
Color
Tungsten electrodes are separately color-coded, indicating the type and percentage weight of the oxide contained in the composition:
- Thorium – blue (0.35 – 0.55%), yellow (0.8 – 1.2%), red (1.7 – 2.2%), lilac (2.8 – 3.2%), orange (3.8 – 4.2%).
- Zirconium – brown (0.15 – 0.5%) and white (0.7 – 0.9%).
- Lanthanum oxide – black (0.9 – 1.2%), gold (1.4 – 1.6%), blue (1.8 – 2.2%).
- Cerium oxide – gray, corresponding to 1.8 – 2.2%.
Lilac and turquoise colors indicate mixed oxides consisting of rare earth elements. Green rods are made from pure tungsten.
Labeling example
When determining the alphanumeric combination, the manufacturer includes the following data:
- About the composition of the metal.
- Features of coating.
- Electrode diameter data.
Example: Uoni brand electrodes. On the package you can see the inscription: E42A-UONI-13/45-3,0-UD)/(E432(5)-B10.
To decrypt from left to right, the easiest way is to indicate the information in a column:
- E42A - electrode for manual arc welding. The resulting weld strength is 420 MPa. (A) - increased plasticity:
- UOSI 13 - brand name. The first letters are deciphered as follows: universal coating of the Scientific Research Institute No. 13;
- 45 — ultimate strength of surfacing — 450 MPa;
- 3,0 — diameter of the rod without taking into account the coating layer;
- U - indicates that they are intended for welding carbon steels and low-alloy structures;
- D — type of coating: thick;
- E432 (5) - the index indicates the characteristics of the seam, which should ideally be obtained;
- 43 — minimum tensile strength: not less than 430 MPa;
- 2 — relative elongation — from 24%;
- 5 — welding is possible at temperatures (minimum) down to -40˚С; this ensures the impact strength of the weld metal is 34 J/sq. cm;
- B - coating composition: basic;
- 1 — spatial position of the seam: any.
- 0 — welding is allowed only with an arc with constant characteristics (DC) and straight polarity.
The standard was originally developed back in the 40s of the 20th century. The compliance of domestic GOSTs with imported regulatory documents can be established using reference resources on the Internet. But those materials that are sold in Russia must already have certificates.
You may be interested in: Inverter welding machines. Rating of models, how to choose
GOST
For coated rods, through which arc welding is performed, GOST 9466-75 has been developed.
In addition, there are standards that apply to electrodes based on their purpose.
For example, these are GOST 9467-75, GOST 10052-75 and GOST 1051-75.
Marking of welding electrodes
Electrode marking can be simple, for example, consisting of literally 3 characters, or extremely complex.
As an example, we can cite products E50A and, for example, E42A, where:
- The first letter E literally means "electrode".
- The following number indicates the minimum tensile strength time.
- The following letters indicate the purpose of the product (A - the use of ductile deposited metal with increased viscosity is allowed, H - products for deposition on the surface, U - for carbon steels, T - for heat-resistant alloy steels).
Surfacing also contains a variety of chemical elements, which are marked with the letters X, M, B and F, which correspond to chromium, molybdenum, niobium and vanadium.
Regarding the core itself, it is marked as follows (sequentially):
- St – letter designation of welding wire type.
- A number indicating the percentage of carbon content.
- Letters that encrypt the code of the alloying substances contained.
- A number indicating the percentage of alloying substances.
Welding electrodes, types and price
Due to their enormous diversity, a universal classification of welding rods simply does not exist, especially since no universal standards regulate the brands of these products.
Because of this, it is reasonable to divide them into types according to certain criteria.
Depending on the material from which the rod is made, all electrodes can be classified as non-metallic or metallic.
Non-metallic options consist exclusively of non-melting products and are divided into:
Graphite
There are regular and copper-plated ones, used to connect copper wires.
Coal
Necessary for gouging, cutting and piercing holes.
Used on alloyed, low-alloyed and carbon steels.
Metal electrodes, in turn, are divided into two more subgroups:
Non-melting
As in the case of non-metallic options, they either do not melt at all, or they melt, but only slightly, since the material of these consumables itself does not participate in the process of formation of the weld and deposited metal.
Melting
The core material melts, simultaneously melting the edges of the material being joined, which together forms a seam.
The group of non-consumable metal electrodes consists of the following types of products:
Tungsten
So-called pure (without the additions listed below) electrodes required for working in an argon environment (TIG welding method). The melting point of tungsten is 3410°C, making this metal the most refractory.
Thoriated
The previous option, but with the addition of thorium-232 in an amount of 1.7 - 2.2%. It has minimal consumption, is resistant to corrosion and high temperatures, and has excellent performance characteristics, which is why it is used in automated seam creation.
Lanthanated
With added lanthanum. They are distinguished by excellent excitation of a highly stable arc, low melting rate of filler wire.
Ytrited
Consumables with increased durability due to the introduction of yttrium oxide (Y2O3) into tungsten.
The group of consumable metal electrodes contains uncoated options (they are a continuous wire) and coated products.
The latter are necessary in MMA welding, and in terms of core material they are widely used:
Steel
They are made from special welding wire with a thickness of 0.3 to 12 mm, available in several grades.
Of these, 5 grades are carbon steel, 23 are alloy steel, and 28 are high-alloy steel.
Cast iron
They are widely used in industry and have much fewer subspecies.
Welding electrodes made of non-ferrous metals
There are copper, aluminum, bronze and others.
Electrode coatings were also classified based on their chemical composition:
Ore acid
They have a fairly high melting rate.
In fact, these are universal electrodes, both inverter and transformer, that is, suitable for working on both direct and alternating current.
It should be remembered that during welding work, acrid smoke is released due to the content of a large amount of manganese ore, which has a negative effect on the welder’s lungs.
Rutile
They are produced, respectively, from rutile, and even with titanium dioxide.
These arc electrodes are similar in their characteristics to the previous version, but they emit less gas, do not spray the material as intensively and provide better formation.
Rutile-cellulose (RC) options are a good example of a mixed type coating that has the properties of both categories presented simultaneously.
Calcium fluoride
Low-hydrogen coatings, also called basic coatings.
The rods operate on a constant reverse current.
A prominent representative is the UONI brand, which is used in cases where a high-quality seam is required.
Organic
They are made from various organic materials, such as oxycellulose.
The cellulose coating itself provides low sensitivity to surface conditions and material assembly quality.
Such consumables are used on direct and alternating current, and in any available position.
Special mention should be made of ilmenite coatings, which occupy their place somewhere between acidic and rutile.
Such electrodes ensure smooth and stable arc burning, which makes it possible to fully control the work process.
It is necessary to clarify that many brands of electrodes in the same online stores are sorted according to the materials they are intended to work with:
- For stainless steel (depending on the grade of steel itself) these are electrodes OZL-8, NZH-13, OZL-6 and others.
- For cast iron, these are the popular OZCh-2 and 4, OK 92.18, OZZHN-1, MNCh-2 and others. To choose the right brand, you need to know the type of cast iron: gray, high-strength or malleable.
- For aluminum and alloys - used mainly for work in field conditions and private production. Pre-welded aluminum parts require serious preparation, in particular, cleaning from contamination and degreasing. For welding, rods of the OZANA, OK, OZA, UANA and EVCH types are used.
- For welding copper and its alloys, rods K-100, ZT, Komsomolets, MM3-2, OZCH-1 and others are used.
- For carbon steels, electrodes are selected that correspond to the specific grade of material being welded. These are the MR, ANO, UONI and OZS rods.
Considering the huge variety of types and sizes of welding electrodes, as well as the fact that this consumable is supplied in packages with different quantities, the cost of the latter varies widely.
Usually the price tag is 160 – 1300 rubles per pack.
To weld plastic, it should be noted in fairness that special electrodes are made.
Essentially, these are additive plastic rods or strips (flat electrodes) that are used to repair common types of thermoplastics, such as polyamide, polybutylene terephthalate, and, of course, polypropylene and polyethylene.
Classification by purpose
Electrodes are intended for welding:
- Steels: low-carbon, high-carbon, alloyed - including stainless and heat-resistant (austenitic).
- Cast iron - alloys with a high carbon content - 2.14% or more.
- Aluminum and alloys.
- Copper, brass and bronze.
Expert opinion
Dmitry Konstantinovich Levin
Electrodes are not always used for their intended purpose. Example: a steel (and stainless steel) additive is used to weld some cast iron alloys.
- For welding steels of different grades
- For working with cast iron alloys
- For aluminum welding
- For working with copper and its alloys
To ensure a high-quality connection, you need to try to ensure that the composition of the electrode material matches as closely as possible the alloy of the parts being welded.