Сварочные аппараты применяются во многих отраслях. Без них не обойтись при установке труб, строительстве зданий, демонтаже каких-либо металлических изделий. Чтобы качественно выполнить сварку, нужно приобрести хорошие электроды. Сегодня популярность стали набирать электроды LB-52U, изготовленные в Японии. Они обладают свойствами, благодаря которым завоевали доверие специалистов и любителей.
Сварочные электроды LB-52U: отзывы сварщиков
Сварочные электроды «Kobelco» марки «LB-52U» (далее – LB-52U) специалисты обсуждают на различных форумах и отдают должное их достоинствам:
- высокая производительность и способность осуществлять сварку в любом пространственном положении;
- поддерживают стабильную дугу (в режиме низкого и высокого тока) и производят минимальное разбрызгивание;
- красивый внешний вид валика сварочного шва;
- прекрасные механические свойства:
- высокая ударная вязкость при низких температурах;
- высокая стойкость к растрескиванию и т. п.
Но, встречаются и негативные отзывы:
- плохо «зажигается» дуга на недостаточно очищенной поверхности;
- вторичное «зажигание» произвести невозможно и т. д.
Если первый отзыв дают неопытные сварщики (с появлением опыта у сварщиков этот недостаток «LB-52U» «пропадает сам по себе»), то по поводу преодоления второго «гуру» сварочного дела говорят следующее:
- во-первых, объясняют причину такого явления: после отрыва электрода от сварочной ванны, его стержень как бы «утопает» внутри обмазки и при попытке поджига не вступает в контакт со свариваемой деталью;
- во-вторых, советуют, что необходимо сделать. А следует, всего лишь, сколоть обмазку на кончике электрода (зачистить его), и поджиг дуги будет происходить без проблем.
Видео распаковки
И, во всех случаях, следует строго придерживаться «Инструкции по эксплуатации» на упаковке расходных материалов:
- обязательна прокалка сварочных электродов. Режим её следующий: Т = 300…350 °С в течение 0,5…1 часа;
- процесс сварки должен осуществляться при необходимой величине сварочного тока и т. д.
Правильное хранение
В приложенной инструкции указываются правила по транспортировке и складированию изделия.
Важными условиями являются:
- Влажность. Повышение этого параметра отрицательно влияет на рабочие характеристики стержней. При неправильном хранении стержни сыреют, становятся непригодными для использования по назначению. При +5-15 °С влажность воздуха не должна превышать 60%. Для 15-25 °С эта величина составляет 50%.
- Перепады температур. Изделия размещают в сухом отапливаемом помещении. По причине чувствительности к высокой влажности нельзя складировать электроды на улице.
Элементы не должны подвергаться влиянию ультрафиолетового излучения. При соблюдении рекомендаций стержни будут пригодны к использованию в течение всего срока годности. В противном случае готовое сварное соединение будет содержать пустоты, трещины и другие дефекты.
Описание
Данные электроды производятся одним из крупнейших в мире поставщиков высокотехнологичного оборудования – японской . За последние 35 лет LB-52U применялись на крупнейших стройках нашей страны:
- МН ДРУЖБА;
- Ямал Европа;
- в Заполярье:
- Новый Уренгой;
- КТК, БТС и ВС-ТО.
Электроды создают улучшенную стабилизированную дугу, которая обеспечивает глубокое проплавление свариваемых деталей. При этом создаётся отлично наплавленный металл шва с аккуратным корневым чешуйчатым валиком, у которого отсутствуют дефектные участки соединенных только с одной стороны деталей.
В последнее время на смену LB-52U пришли более прочные сварочные расходные материалы:
- LB 62D;
- LB 62U;
- LB 106.
УОНИ или рутиловые (МР3, АНО-21, ОК 46 ЕСАБ, ОЗС) — в чем разница
Все марки перечисленных электродов одинаковы по применению — они используются для сварки углеродистых и низколегированных сталей, широко применяемых в промышленности и быту. Разница между УОНИ и их рутиловыми собратьями в технологичности процесса сварки и технических параметрах соединения.
Если появилась необходимость отремонтировать или выполнить монтаж с помощью сварки рам самодельного оборудования (циркулярная пила, трубогиб и другие подобные устройства), турника, на котором собираетесь крутить «солнышко», то лучше воспользоваться электродами с основным покрытием. Сварочные швы, выполненные этими расходными материалами, гарантируют более надежную и безопасную работу этих устройств, чем использование технологии с рутиловыми расходниками.
В случае отсутствия навыка работы с расходниками с основным покрытием, найдется немало сварочных работ с применением рутиловых электродов. Легкость начального и повторного зажигания дуги, отсутствие необходимости за контролем ее длины дает новичкам возможность испытать сопричастность с контингентом людей, владеющих сварочным делом. При этом, в отличие от расходников с основным покрытием, нет необходимости в очистке свариваемых кромок от ржавчины, остатков покрытия и других загрязнений. В частном доме приходится иногда ремонтировать течь трубопроводов — наличие влаги не препятствие для ремонтных сварочных работ с помощью рутиловых расходников. Тонкостенные заготовки типа, например, профильных труб новичкам лучше сваривать рутиловыми электродами.
Назначение
Используются для дуговой ручной сварки труб, морских сооружений (типа резервуаров и т. п.) и других конструкций, для которых требуется односторонняя сварка. Они обеспечивают:
- формирование корневых швов неповоротных стыков труб, изготовленных из сталей с нормативным пределом прочности включительно до 588 Н/кв.мм;
- сваривание при проведении ремонтных работ облицовочных и заполняющих слоев швов неповоротных стыков труб, которые изготовлены из сталей с нормативным пределом прочности включительно до 530 Н/кв.мм;
- широко применяются при проведении сварки типа «uranami» («uranami» обозначает режим усиления обратной стороны сваренного шва при выполнении сварочного процесса с лицевой стороны).
Сварка осуществляется во всех без исключения пространственных положениях переменным и постоянным током обратной полярности.
Рекомендации по применению сварочных электродов разного диаметра указаны в таблице.
| Диаметр электрода, мм | Для сварки труб класса до К54 (до 530 Н/кв.мм) включительно | Для сварки труб класса от К55 до К60 (до 580 Н/кВ.мм) включительно |
| 2,6 | Корневой, заполняющий и облицовочный слои сварочного шва | Корневой слой сварочного шва |
| 3,2 | Корневой, подварочный, заполняющий и облицовочный слои сварочного шва | Корневой и подварочный слои сварочного шва |
| 4,0 | Подварочный, заполняющий и облицовочный слои сварочного шва | Подварочный слой сварочного шва |
Условия хранения
Как и любые другие покрытые электроды, лб 52у предрасположены поглощать влагу. Как следствие повышенного содержания жидкости в составе изделия, в готовом шве могут образовываться поры и трещины. Чтобы избежать этих и других проблем, связанных с отсыреванием покрытия следует соблюдать установленные условия хранения. Чтобы поглощение влаги было минимальным, изделия следует хранить в таких условиях:
- Температура 5-15С соответствует максимальной влажности 60%
- Температура 15-25С, максимальная влажность – 50%
- Свыше 25С влажность не более 40%
Следуя этим указаниям, можно в полной мере сохранить работоспособность и основные технические характеристики электродов lb 52u.
Срок хранения электродов при вышеописанных условиях не должен превышать три года. Если избежать впитывания влаги не удалось, то электроды лб 52у нужно прокалить с помощью печи. Для этого следует на 30 – 60 минут выдержать их при температуре 300 – 350 градусов.
Характеристики
Характеристики сварных швов, полученных при помощи LB-52U, указаны в таблицах. Химический состав наплавленного металл шва (в процентах).
| Ø, мм | C | Si | Mn | P | S | Ni | Cr | Mo | V |
| 2,6 | 0,06 | 0,52 | 1,0 | 0,011 | 0,005 | 0,01 | 0,03 | 0,01 | След |
| 3,2 | 0,06 | 0,51 | 1,02 | 0,011 | 0,006 | 0,01 | 0,02 | 0,01 | Следы |
| 4,0 | 0,06 | 0,49 | 1,01 | 0,013 | 0,004 | 0,01 | 0,03 | 0,01 | Следы |
Содержание диффузионного водорода при влажности 60 % и температуре воздуха 20 °С, мл/100 г: 1,5…1,9.
Механические свойства наплавленного металл шва
| Диаметр, мм | Предел текучести, Н/кв.мм | Предел прочности, Н/кв.мм | Удлинение, % | RA, % |
| 2,6 | 441 | 546 | 31 | 75 |
| 3,2 | 446 | 540 | 34 | 77 |
| 4,0 | 455 | 530 | 35 | 75 |
Ударная вязкость, Дж/кв.см: 130.
Размеры электродов и сила тока при сварке
| Диаметр, Ø/ Длина, мм | 2,6/350 | 3,2/350…400 | 4,0/400 |
| Ток, А | 60…90 | 90…130 | 130…180 |
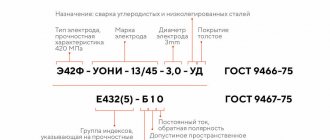
Соответствие ГОСТ
Электроды соответствуют следующим стандартам:
- ГОСТ 9466-75 «Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия»;
- ГОСТ 9467-75 «Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы».
Сертификация
LB-52U имеют аттестацию Национальной Ассоциации Контроля Сварки (далее – НАКС) и сертифицированы для применения в строительстве и ремонте магистральных трубопроводов. Они разрешены и рекомендованы ВНИИСТом для проведении сварочных работах.
Сертификаты имеют следующие сроки действия:
- НАКС LB-52U 2,6 мм до 20.08.2017;
- НАКС LB-52U 3,2 мм до 20.08.2017;
- НАКС LB-52U 4,0 мм до 20.08.2017.
LB-52U Safety data sheet (лист данных безопасности):
- НАКС LB-52U 2,6 мм до 18.08.2017 ГО, НГДО, ОХНВП, СК;
- НАКС LB-52U 3,2 мм до 13.08.2017 ГО, НГДО, ОХНВП, СК;
- НАКС LB-52U 4,0 мм до 13.08.2017 ГО, НГДО, ОХНВП, СК.
Выписка из Реестра ОВП ОАО “АК Транснефть” о LB-52U:
- НАКС LB-52U 2,6 мм до 01.09.2017 НГДО Транснефть;
- НАКС LB-52U 3,2 мм до 01.09.2017 НГДО Транснефть;
- НАКС LB-52U 4,0 мм до 01.09.2017 НГДО Транснефть.
Соответствие ГОСТ
При изготовлении расходуемых материалов, которые применяются при работе со сварочным приспособлением, должен учитываться ГОСТ. Он определяет следующие моменты:
- Размеры стержней.
- Устойчивость образующейся дуги.
- Концентрацию вредных химических веществ в составе.
Электроды LB-52U неоднократно подвергались тестированию для сертификации качества. Проведенные исследования указывают на то, что расходный материал соответствует высокому качеству. Рассматриваемая продукция соответствует ГОСТ 9466-75 и ГОСТ 9467-75.
Скачать ГОСТ 9466-75
Скачать ГОСТ 9467-75
Применение Kobelco LB-52U
Электроды обеспечивают свариваемым изделиям высокую ударную вязкость. Поэтому, они часто применяются:
- при сваривании стальных трубопроводов;
- резервуаров;
- различных морских конструкций, сооружений и т. п.
При использовании данных сварочных электродов следует придерживаться следующих рекомендаций:
- электроды диаметром 2,6 мм предназначаются для заполняющих, облицовочных или корневых слоев сварочного шва;
- электроды диаметром 3,2 и 4,0 мм предназначаются для тех же слоев, плюс, так называемый «подварочный шов».
Где не стоит применять электроды марки LB-52U
LB-52U – это очень хороший, но и сравнительно дорогой расходный материал. Поэтому, с целью сохранения бюджета, целесообразно использовать более дешёвые сварочные электроды. Рекомендуется его применять только тогда, когда замена невозможна.
Рекомендации по использованию и хранению
Список преимуществ электродов kobelco LB-52U достаточно большой, но, несмотря на это, имеются некоторые рекомендации по их применению. Если прислушиваться к ним, то можно увеличить качество шва и добиться более прочного соединения:
- Специалисты рекомендуют просушить сварочный компонент перед тем, как начать его использовать. Процесс сушки должен занимать около 40 минут.
- Чтобы изделие не было испорчено, следует начинать сварку на небольшой силе тока, а затем постепенно уже можно переходить на более высокие показатели.
- Электроды с наименьшим диаметром: то есть те, толщина которых составляет 2,6 мм, рекомендуется использовать для облицовочных или заполняющих слоев. Более толстые модели лучше применять в тех случаях, когда необходимо создать дополнительный шов, который сами сварщики нередко называют «подарочным».
- Чтобы в результате работы получился прочный и красивый шов, нужно правильно подобрать силу тока и подходящий зазор.
- Обычно применяются в тех случаях, когда нужно расширить обратную сторону шва. Этого можно добиться, если глубоко проплавить металлический элемент.
- Без японских сварочных компонентов не обойтись в том случае, когда нужно проварить шов с обратной стороны.
После приобретения упаковки LB-52U необходимо позаботиться об их правильном хранении. Если этого не сделать, то велика вероятность, что в скором времени они придут в негодность. Как и многие другие, LB-52U способны впитывать влагу, а если в их структуре будет много жидкости, то на готовых швах могут появиться различные дефекты, такие как поры и трещины.
Чем выше температура воздуха, тем меньше водяных паров должно в нем содержаться, иначе изделия в скором времени испортятся. Например:
- если температура не превышает 15 градусов по шкале Цельсия, то максимально допустимая влажность воздуха — 60%;
- при температуре около 20 градусов влажность воздуха не должна превышать 50%;
- если электроды хранятся в очень жарком месте, где температура превышает 25 градусов, то влажность должна быть менее 40%.
Если следовать этим указаниям, то положительные характеристики электродов LB-52U будут сохранены на долгое время. Однако следует помнить о максимальном сроке хранения согласно ГОСТ, который не превышает трех лет. В том случае, если электрод в результате неправильного хранения уже успел прийти в негодность, его свойства можно все же восстановить, используя печь.
Остерегайтесь подделок!
В нашей стране появились контрафактные электроды марки «LB-52U», изготовленные в Китае. Чтобы не попасться на уловки жуликов, предлагаем обратить внимание на оригинальную упаковку электродов марки «LB-52U», изготовленных в Японии.
Так должна выглядеть лицевая сторона упаковки.
Это внешний вид обратной стороны упаковки.
Обратите внимание, что тип электрода «LB-52U» должен быть: AWS: А5.1 Е7016.
Обратите внимание на:
- дату выпуска (Date.);
- номер партии (No.);
- внешний вид штрих кода.
Больше фото:
Полезное видео
Посмотрите, как выглядят настоящие электроды в упаковках:
Особенности наплавки
При создании наплавки применяется сплав с определенным химическим составом. Его особенностями можно назвать нижеприведенные моменты:
- Как ранее было отмечено, электроды LB-52U имеют основу из низкоуглеродистой стали. Она позволяет существенно повысить качество образующегося шва.
- Наружная оболочка обеспечивает стабильность образующей дуги.
- Сплав проникает глубоко в шов, за счет чего обеспечивается надежность соединения.
Шов, сваренный при помощи электродов LB-52U
Производитель контролирует химический состав наружной оболочки с высокой точностью, что подтверждается сертификацией.