| Place | Name | Characteristics in the rating |
| The best welding electrodes with basic coating |
| 1 | ESAB UONI 13/55 (350 x 3.0 mm; 4.5 kg) | Best price for basic electrodes |
| 2 | KOBELCO LB-52U (350 x 3.2 mm; 5 kg) | The best combination of price and quality |
| 3 | QUATTRO ELEMENTI 771-374 (350 x 2.5 mm; 0.9 kg) | The best combination of mechanical characteristics of the electrode metal |
| 4 | ESAB FILARC 88S (350 x 2.5 mm; 7.2 kg) | High quality of the resulting welded joints. Special Series |
| 5 | “KEDR” E 308L-16/OZL-8 (350 x 3.2 mm; 2 kg) | The best basic coated electrodes for welding high alloy steels |
| The best rutile coated welding electrodes |
| 1 | ESAB OK 46.30 (450 x 5.0 mm; 18.9 kg) | The most economical electrodes |
| 2 | Quattro Elementi 772-166 (300 x 2.0 mm; 3 kg) | High degree of popularity |
| 3 | "Resanta" MR-3S (350 x 3 mm; 3 kg) | The most favorable price offer |
| 4 | Inforce MP-3 11-05-01 (450 x 5 mm; 5 kg) | Balanced mechanical performance |
| 5 | ELITECH MP-3C (350 x 3 mm; 5 kg) | Optimal combination of price and quality of the deposited layer |
| Best Cellulose Coated Welding Electrodes |
| 1 | ESAB Pipeweld 7010 Plus (350 x 4.0 mm; 20 kg) | Good resistance of electrodes to overheating |
| 2 | "SpetsElectrode" MP-3S (450 x 4 mm; 5 kg) | High welding conditions without preliminary metal preparation |
| 3 | "Monolith" RC ANO-36 (4 mm; 5 kg) | Best price |
| Best Acid Coated Welding Electrodes |
| 1 | ESAB OK 67.71 (350 x 3.2 mm; 4.8 kg) | Wide range of applicability. High quality welds |
| 2 | ESAB OK 61.20 (30 x 2.5 mm; 4.2 kg) | Optimal cost parameters |
Welding electrodes are a mandatory consumable material used during welding operations. Its essence lies in introducing additional (electrode) metal into the weld pool formed when the base metal melts in the weld zone. The result of this action will be a permanent connection capable of absorbing various types of loads and ensuring rigidity or tightness (in the case of pipe welding) of the structure.
Simple in words, in reality this process requires a fair amount of preparation, including in terms of selecting electrodes. It is not enough to select a consumable element with a metal whose properties are as close as possible to the main one. The market is gradually filled with competing products, so even professionals, let alone novice users, often fail to make the right choice in such an environment. After studying reviews from consumers and experts, we have prepared for you a rating of the best welding electrodes, divided into four main categories.
The best welding electrodes with basic coating
Electrodes with a basic coating are used quite often, since they do not impose strict restrictions on welding. The parts to be welded can be oriented in space at any angle - the electrode works in all spatial positions. In addition, not only thin metal products can be subjected to the process of obtaining a permanent connection - thick sheets of metal and thick-walled structures are also subject to welding with the main electrode. The only condition: these processes must take place at a constant current of reverse polarity.
User voting
Which welding electrodes would you choose or recommend?
Kobelco LB-52U
10.55 % ( 56 )
ESAB SSSI 13/55
8.47 % ( 45 )
Cedar OZL-8
2.26 % ( 12 )
Lincoln Electric SSSI 13/55
6.59 % ( 35 )
Wester UONII-13/55
1.88 % ( 10 )
ESAB-SVEL OK 46.00
32.58 % ( 173 )
Resanta MP-3
21.66 % ( 115 )
Fubag FB3
8.29 % ( 44 )
Sibrtech MP-3C
3.20 % ( 17 )
The best rutile coated welding electrodes
Rutile electrodes have gained great popularity among welders due to a combination of useful characteristics. They have easy ignition, are highly resistant to moisture, and can also be used on direct and alternating current. Their disadvantages include the impossibility of welding structures made of high-carbon steel, the direct dependence of the quality of the seam on the welding modes, as well as the need for careful preparatory operations (such as drying and calcination of the surface).
Electrodes for welding with an inverter: which brands are best to choose in 2021-2022?
I would like to immediately make a reservation - there is an opinion circulating in Russia that only foreign suppliers of consumables can be considered quality. Such thoughts are justified by the assembly of the welding machines themselves. While this is indirectly related to the equipment, it is clearly a misconception regarding the electrodes. Rods for welding are made in accordance with GOST standards, therefore the quality is in no way inferior to foreign analogues.
1) The best electrodes for inverter welding for beginners
The question that beginners ask about the best electrodes for inverter welding arises most often, so that’s where we’ll start our analysis of the top three ratings. Preference should be given to rods that are coated with rutile. The rationale is simple – such electrodes are easier to use in practice. Below I will present the top 2 brands of such rods for the current period of time.
A) ANO-4
| Price | ★★★★★ (5.0 out of 5.0) | Overall attractiveness ★★★★★ 5.0 |
| Ease of use: | ★★★★★ (5.0 out of 5.0) | |
| Reviews | ★★★★★ (5.0 out of 5.0) |
Electrodes type E46 with rutile coating. The basic purpose is inverter welding of carbon and low-alloy types of steel. Can be used with both direct and alternating current, regardless of the chosen polarity. There is one contraindication to use in spatial position - from top to bottom vertically.
Electrode specifications:
- rutile spraying;
- deposition coefficient 8.6 g per A*h;
- the productive part for surfacing is about 1.4 kg/h for a rod diameter of 4 mm;
- resistance 480 MPa;
- yield limit 380 MPa;
- relative elongation 25%.
They are produced in diameters from 2 to 6 mm, but 4 mm rods are most common. Packaging is carried out in packs of 1, 2.5 and 5 kilograms. The number of pieces is determined by the diameter of the rod - from 11 to 39 pieces. According to reviews from welders, this product is the optimal solution for a novice welding specialist.
B) UTP 65D
| Price | ★★★★ (4.0 out of 5.0) | Overall attractiveness ★★★★★ 4.5 |
| Ease of use: | ★★★★★ (5.0 out of 5.0) | |
| Reviews | ★★★★★ (5.0 out of 5.0) |
A more expensive foreign analogue comes from Austria. The electrodes perform well when welding with dissimilar steels and alloys. They are not tied to the type of welding current and polarity. The coating of the rods is exclusively rutile.
What a welder will get when working with UTP 65D:
- arc stability;
- no splashing;
- the ability to weld thin-walled and thick-walled metals without problems;
- seams without pores, which can be processed immediately after cooling;
- cold hardening of metal along the seam;
- simple slag separation;
- The rod's tolerance to dampness, overheating and creeps with undercuts.
Before use, the electrodes are dried for 120 minutes at a temperature of 160 degrees. The welding area is thoroughly cleaned, and when working with thick-walled elements, a V-shaped edge with a bevel angle of 60-70 degrees should be prepared. The rods are often used by auto repair shops to carry out repair work on car bodies.
2) Electrodes for household welding
There are 2 features of the household welding work - medium (low) level of complexity + no special requirements for the quality of the seam. When a person decides which household electrodes for welding with an inverter is best for a beginner to choose, his main criterion is the ease of use of the rod, and the next two candidates satisfy the stipulated condition 100%.
A) UONI-13/55
| Price | ★★★★ (4.0 out of 5.0) | Overall attractiveness ★★★★★ 4.5 |
| Ease of use: | ★★★★ (4.0 out of 5.0) | |
| Reviews | ★★★★★ (5.0 out of 5.0) |
The roots of these rods go back to Soviet times. The type of electrodes is E50A, and in terms of coating, “basic” is preferred. The spray composition of carbonates and fluoride compounds reduces the gas content of the resulting seam. The number of non-metallic inclusions is reduced, among other things.
Technical characteristics of UONI-13/55:
- the deposition coefficient is 9.5 g per A*h;
- in an hour of surfacing with an electrode 4 mm in diameter, you can get up to 1.4 kg of metal;
- consumption per 1 kg of deposited metal is about 1.7 kg of rods;
- yield limit 420 mPa;
- tensile strength 530 MPa;
- the relative elongation rate is 22%;
- impact strength varies depending on temperature from 50 to 130 J/sq. cm.
The rod output diameter ranges from 2 to 4 mm, the accompanying number of pieces per package respectively from 15 to 98, depending on the thickness. Electrodes should be used on direct current with reverse polarity (+). Any spatial position is allowed except vertical from top to bottom.
B) MR-3
| Price | ★★★★ (4.0 out of 5.0) | Overall attractiveness ★★★★★ 4.5 |
| Ease of use: | ★★★★★ (5.0 out of 5.0) | |
| Reviews | ★★★★★ (5.0 out of 5.0) |
Electrodes of type E46, having 2 types of coating - BR and R. They are used advantageously for welding critical structures made of carbon and low-alloy steels. Welding of elements of medium and large thickness is acceptable.
Special properties of MP-3 electrodes:
- high arc stability;
- moderate amount of splashes;
- quick and easy separation of slag crust;
- just re-ignite.
Before use, it is necessary to thoroughly clean the welding surface from scale. Rods are produced in diameters from 3 to 5 mm, and packaged in packages from 1 to 5 kg. There are 3 types of colors depending on the type of coating - blue, red, and green. Welding with rods is permissible in all spatial positions other than vertical from top to bottom.
3) Rods for stainless steel
At home, when working with an inverter, there is often a need to carry out welding work on stainless steel. The use of universal electrodes is acceptable here, but the seams will gradually oxidize and become rusty. To increase durability, it is recommended to use specialized rods.
A) NZh-13
| Price | ★★★★ (4.0 out of 5.0) | Overall attractiveness ★★★★★ 4.5 |
| Ease of use: | ★★★★ (4.0 out of 5.0) | |
| Reviews | ★★★★★ (5.0 out of 5.0) |
These electrodes are the best for inverter welding for beginners who work with stainless steel on a periodic or permanent basis. There are 2 types of rods - 04Х19Н11М3 and E-09Х19Н10Г2М2Б. All have “basic” coverage. Purpose – welding of corrosion-resistant steels with a high safety margin.
Features of inverter welding of stainless steel
Characteristics of electrodes:
- surfacing coefficient 13 g per A*h;
- in terms of surfacing productivity we get 1.7 kg per 1 hour of work with a diameter of 4 mm;
- To obtain 1 kg of surfacing, 1.8 electrodes are consumed.
The deposited metal contains up to 10% ferrite phase. The production diameters in the Russian Federation are from 3 to 5 mm, and the average packing in packs is from 18 to 45 pieces as the thickness of the rod increases. The work must be carried out at direct current with reverse polarity. Use in a vertical position from top to bottom is not acceptable.
Analysis of the most popular electrodes for home welding with an inverter:
B) TsL-11
| Price | ★★★★★ (5.0 out of 5.0) | Overall attractiveness ★★★★★ 4.5 |
| Ease of use: | ★★★★ (4.0 out of 5.0) | |
| Reviews | ★★★★ (4.0 out of 5.0) |
Inexpensive electrodes type E-08Х20Н9Г2Б. The coating used is “basic”. They perform well for working with stainless steel, even when the latter is in unsatisfactory condition. Suitable for use in all spatial positions with the exception of vertical.
Characteristics of rods:
- the rods use specialized welding wire that complies with GOST 246-70;
- surfacing productivity in 60 minutes is up to 1.5 kilograms;
- deposition factor - 11 grams per Ampere per hour;
- to obtain 1 kg of deposited metal it is necessary to use 1.7 kg of rods.
Before use, the electrodes should be calcined for 60 minutes at a temperature of 190 degrees Celsius. Welding current for comfortable work is constant with reverse polarity (+). The distribution of the brand is quite wide, so choosing a manufacturer to your liking will not be a problem.
Rods for welding cast iron products can also be classified into a separate category. I consider MNCh-2, OZZHN-1, OZCh-2, TsCh-4 and OK 92.18 optimal for home use. Due to the increased popularity of cast iron in the household sector, the specified brands will certainly be useful to you. This concludes the analysis of the question of which electrodes to choose for welding with an inverter for a beginner. If you have in mind alternative brands of easy-to-use electrodes, then please feel free to comment. Good luck and easy welding!
Popular manufacturers
Electrodes of varying quality are produced all over the world: from Russia and China to America and Germany. Foreign rods, as a rule, are more expensive than domestic ones, but many welders believe that our products are not as bad as they say.
By purchasing, say, American electrodes, you can be sure of their quality and good performance, but you have to pay twice as much for this. And at the same time, by purchasing Russian electrodes you get a lower price, but at the same time less strict quality control in production. Which country's electrodes are better than others is a long-standing topic of debate.
We will not argue that domestic electrodes are definitely worse; we will give you this choice. We will only tell you about the best electrodes that we were able to try. So, what electrodes do we recommend for purchase? Judging by the reviews and our experience, the best welding electrodes are produced by the brands ESAB, Kobelco, Resanta, UONI and Lincoln Electric. Some manufacturers specialize in the manufacture of electrodes of one type, while others produce rods with both basic and rutile coatings.
Techniques and methods for joining thin metal sheets
In each specific case, it is important to determine which technique should be used when joining thin-walled material.
electrodes for thin-walled materials
The flanging method involves bending the edges of the sheet to the required angle and fastening it with transverse seams every 5-10 cm. Then you need to lay a continuous seam from top to bottom.
However, it is not always possible to weld a continuous seam without burning through the material. In this case, you can try to tear off the arc for just a few moments and lower the electrode back to the same place, moving it a couple of millimeters. This is done so that the metal has time to cool during arc separation. The most important rule when carrying out such actions is not to let the metal cool too much.
Butt welding of thin iron is difficult to achieve. It is better to overlap it.
When butt welding, wire can be placed between the sheets. In this case, the arc must be drawn along it. It takes on the entire thermal load, while the sheets themselves do not overheat.
Instead of wire, copper plates can be placed between the sheets. Copper has good thermal conductivity, about 7 times higher than steel. The plates are placed under the welding site, and it “takes” the heat to itself, preventing the metal from overheating.
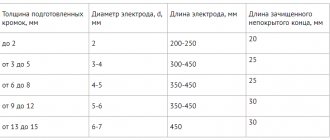
What should the current be?
The required welding current directly depends on the thickness of the metal with which you will have to work. The maximum electrode diameter is selected for a specific metal thickness.
If you work with a metal thickness of 1–2 mm, the maximum current will be 65–85 A. When welding metal with a thickness of 2–5 mm, you will need a current of 100–120 A. If the metal is 5–10 mm thick, you need to count on the maximum current 210–240 A.
It is important not to forget that the amperage specified by the manufacturer must be higher than necessary, since the indicated values often do not coincide with reality. For stable operation, it is better not to use the device at its power limit.
Welding purpose
Welding is a common method of creating permanent joints by forming new interatomic bonds. There are several varieties of it, each of which has its own area of use:
- electric arc It is performed using a consumable electrode (N. G. Slavyanov’s method) - a universal, universally used technique used for all types of connections. Its main advantages are high productivity due to maximum mechanization of work processes, as well as good mechanical characteristics of the connection;
- manual arc. It is used when installing steel building systems and connecting pipeline elements. It can be performed even in difficult-to-reach places and in different spatial positions;
- gas. Used when working with steel elements of relatively small thickness, as well as when working with aluminum and copper alloys.
There are other ways to create permanent connections: contact, liquid welding or fastening with a special semi-automatic device.
As for the scope of application, there is probably no industry, be it industrial or agricultural production, where welding is not used. The most common examples are construction work (structures made of reinforcement), connecting pipelines for various purposes. Many owners of used cars know what it means to weld a car body. There is a place for a welding machine in the country (for example, for making a metal fence).
Advantages of welded joints:
- full use of section surfaces to connect elements;
- high level of connection reliability;
- relatively small weight of the structure;
- reduction of allowances for additional processing. This is where welding compares favorably with cast construction;
- reduction of labor and resource intensity of work, which leads to their reduction in cost;
- a good alternative to casting and forging. The use of welding joints allows you to create complex structures from cast or stamped parts;
- the ability to work with innovative alloys, lightweight profiles, rolled sheets, especially pure metals, etc.;
- increasing work safety.
Minuses:
- high risk of various seam defects, which does not have the best effect on the strength of the structure;
- the need for strict adherence to technology;
- the appearance of residual stresses due to thermal deformations;
- change in the mechanical properties of the metal near the seam;
- the need for visual (and in the case of critical structures, selective instrumental) control.
Metal preparation and joining
- Before butt welding thin metal sheets, they must be cleaned and processed. It is not advisable to leave rust or dirt behind. The better you prepare the metal, the better the quality of the seam. Remove traces of paint, oil, and dirt using a solvent. Using a grinder, sandpaper or file, clean the surface to a shine.
- The sheets must be placed next to each other without any gaps.
- Secure them with clamps. You can use any type of clamp, including magnetic ones.
- Using short seams, tack elements at intervals of 7-10 cm. This is done to ensure that the parts do not move and to reduce the likelihood of bending.