- Home page
- •
- Articles on welding
- •
- Welding stainless steel with an electrode
Let's consider all possible options for welding stainless steel and talk in more detail about the MMA method
Steel alloyed with chromium and nickel is called stainless steel because it successfully resists corrosion. Due to this, the metal is actively used for containers and pipelines with liquids. Protective arches for SUV bumpers and running boards designed for wet environments are made from stainless steel. If you need to weld a crack or make a joint, you can use an MMA inverter, but there are other options. Let's consider all the possibilities and talk in more detail about RDS welding of stainless steel.
In this article:
It is carried out using a direct current source (inverter, rectifier, welding generator). The welder operates a holder with a consumable electrode. The electrode rod acts as a filler material, and its coating protects the weld pool from the external environment.
This is the most budget option that does not require expensive welding equipment. Consumables for it are also available. But the quality of the seams is far from ideal, although the connections can be airtight.
Manual argon tungsten electrode (TIG)
This is done using a DC source to which two cables are connected. One is the mass, and the second leads to the burner. The torch nozzle contains a tungsten electrode. It doesn't melt, so it doesn't shorten. It is easier for the welder to maintain a stable arc height, the seam is smoother, narrower, and smoother. The filler metal is additionally supplied by the welder’s second hand. The weld pool is protected by inert gas coming out of the torch nozzle.
The seams when TIG welding stainless steel are of better quality, but the process is slow. Consumables (tungsten electrodes, gas) are expensive. The equipment also differs in price from MMA to a greater extent.
Semi-automatic wire welding (MIG)
Semi-automatic welding uses direct current equipment and a feed mechanism. He pushes a wire protruding as a consumable electrode. But the length of the wire coming out of the torch nozzle remains constant, so it is easier to control the height of the arc. To protect the weld pool, gas is used, supplied from a cylinder with a reducer through a valve in the welding machine.
Semi-automatic stainless steel welding is the most productive, but is inferior in seam quality to the TIG method. Consumables for this welding method are more expensive than for RDS.
Method using an inverter
The job requires experience and is not available to every beginner.
Advantages of welding stainless steel with a conventional electrode:
- low cost of equipment;
- low weight and dimensions of the device;
- ability to weld parts up to 2 cm thick;
- possibility of working without protective gases and fluxes.
Disadvantages of this method:
- formation of a large amount of slag;
- destruction of the coating followed by overheating of the electrode;
- current limit;
- increased time costs.
The work is carried out in three ways:
- Using manual methods. The joint between the parts is filled with molten electrode material. Only an inverter is used for operation.
- Connecting workpieces with a tungsten electrode used for thin sheets. The weld is obtained by melting the workpiece and filler wire. The welding site is protected by a layer of gas.
- Semi-automatic operation with wire feeding. Speed increases along with productivity. It is recommended to add carbon dioxide (up to 2%) to argon.
Before you cook stainless steel with an inverter at home, you need to properly prepare the apparatus and materials.
We recommend reading: How to cook stainless steel with a semi-automatic machine
Necessary consumables
Using an inverter, you need to prepare everything necessary for work:
- unit of the appropriate type;
- solvent;
- steel bristle brush;
- personal protective equipment;
- electrodes;
- crocodiles – grounding clamps;
- cables with a length of 2 to 6 m.
Joining sheets with a thickness of 3 or 4 mm and obtaining a high-quality seam becomes a difficult task, which can be accomplished using an inverter with an oscillator and the ability to carry out argon arc welding (TAW).
The popular device Aurora PRO INTER TIG 200 PULSE can become such a device. ADS allows you to create beautiful and durable seams on thin sheets or pipes.
Inverter setup
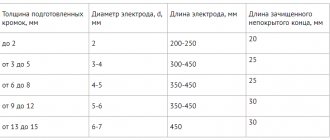
Before welding, the machine is set up correctly. This is done by switches on the instrument panel. The required values can be seen in the table:
| Workpiece thickness | Current value (A) | Voltage (V) | Electrode diameter |
| 1,5 | 40 – 60 | 13 | 2 |
| 3,0 | 75 – 85 | 15 | 3 |
| 4,0 | 90 – 100 | 16 | 3 |
| 6,0 | 140 – 150 | 18 | 4 |
| 8,0 | 150 – 180 | 20 | 4 |
| 12,0 | 180 – 220 | 22 | 5 |
| 15,0 | 220 – 260 | 26 | 6 |
When working in semi-automatic or argon-arc welding mode, the flow rate of inert shielding gas is set. Everything is done experimentally. Optimal values are 6-12 l/min. The movement of the wire during automatic feeding is adjusted to the maximum speed, which gives a high-quality seam.
Process step by step
Before work, the master must perform the following steps:
- remove dirt from the workpiece next to the future seam with a steel brush or emery cloth until it has a natural shine;
- treat the welding area with solvent or acetone to remove traces of fat;
- remove chamfers from workpieces with a thickness of 4 mm or more to fill the joint with molten metal;
- treat the rest of the metal with a solution of chalk in water so that hot drops do not stick;
- leave a compensation gap of 1-2 mm between the parts;
- connect thin sheets without gaps;
- place heat-dissipating plates under the workpieces;
- Thick parts should first be heated until they reach 150-170°C.
We recommend reading: How to weld stainless steel to ferrous metal
When working with direct current, reverse polarity is installed.
Post-weld treatment
At the end of the work, the parts are cooled naturally. You cannot speed up the process by pouring water on them. This will lead to the formation of microcracks. After cleaning the slag, the seam is ground and then polished.
For refining, abrasive materials containing aluminum or zirconium oxide are used. Corundum products are not suitable.
To ensure that the joint remains durable and aesthetically pleasing, it is coated with a paste with anti-corrosion properties. If these recommendations are not followed, the quality of the product will decrease due to the occurrence of rust spots.
Instead of a conclusion: manual welding is often used for small household and industrial problems. It is used to connect pipes, stainless steel tanks and other products in the country, in the house, in the garage. Repaired items last for many years.
Features of stainless steel welding
When welding stainless steel with electrodes, there are certain difficulties that lead to weld defects if the process is not completed with the necessary consumables and in the correct mode. One of the problems is the increased linear expansion of alloy steel when heated. After cooling, cracks are possible in the seam. To prevent this, it is important to use electrodes that contain elastic additives that increase the plasticity of the connection and endurance under dynamic loads.
Increased linear expansion leads to deformation from heating, so it is better to make long seams in a checkerboard pattern. If these are continuous seams on a large container, then they are applied sequentially, starting from the end of the connection line. Welding is carried out in segments 10 cm long. Each new seam ends at the beginning of the previous one. Then the plane will move less.
Another difficulty is the burnout of alloyed elements. When exposed to a welding arc, chromium and nickel burn out from the base metal, so the seams on stainless steel begin to become covered with brown dots and leak. To combat this, the filler metal must contain even more alloying elements to compensate for the burnt-out ones. Then the seams will have the same composition as the base metal.
Another difficulty is the interaction of carbon from steel with oxygen that has penetrated into the weld pool. Their reaction causes seething, it is difficult to control the arc, and frozen open and closed pores are possible in the seam. Such a joint will not be airtight. To prevent a reaction between carbon and oxygen, the weld pool must be well protected by gases from the melting coating of the electrodes or shielding gases from the torch.
What is stainless steel
What is steel: it is an alloy of iron and carbon. The proportion of carbon can be different; the higher it is, the stronger the steel. Alloying elements are added to steel to adjust the properties of the steel.
What is stainless steel: Chromium is added to resist corrosion. Its share in the stainless alloy ranges from 12 to 30%. There is much less chromium and other components such as molybdenum, nickel, etc.; they work great for anti-corrosion protection, but do not facilitate the welding process at all. And that's putting it mildly. High-alloy stainless steel is one of the most difficult metals to weld.
Diagram of the occurrence of a welding arc.
Here are the main factors influencing the welding process:
- Stainless steel has lower thermal conductivity than other types of steel. Therefore, it takes much longer to warm it up, and much more electricity is wasted.
- Stainless steel has a very high coefficient of expansion , so when connecting two surfaces of thick workpieces, there is a risk of microcracks occurring in large numbers. To minimize this problem, the gap between the workpieces must be wider than when working with other types of steel.
- The high resistance of stainless steel to melting processes leads to significant overheating of the electrodes. Therefore, you can only use special electrodes for stainless steel.
- Attention! The main enemy in welding steels is intergranular corrosion or ICC - a very dangerous deformation that can occur when stainless steel is heated above 500°C, therefore the welding mode must be determined most carefully, including forced cooling of steel workpieces.
Is it possible to cook stainless steel with conventional electrodes? Theoretically and even technically possible. But only when working with small metal parts for household use.
If we are talking about industrial structures, then no simple consumables! There is no need to talk about the reliability and solidity of seams using them. This option can only be regarded as an emergency solution in cases of urgent need.
Scope of application of stainless steel RDS
Since RDS welding of stainless steel is much inferior to MIG and TIG methods in terms of seam quality, it is only suitable for non-critical connections. Due to the low cost of MMA equipment for welding stainless steel, this method is used in domestic conditions (at the dacha, in the garage, at home). Welding of alloy steel RDS is suitable for laying seams in the lower position and vertical. But due to increased turnover, not everyone can cope with the latter option.
At the RDS company, welding is suitable for small-scale production. It can be used to tack parts and assemble structures. A method is used for making short seams of 5-10 cm. If the stainless steel shaft is worn out and there is play in the bearing, under the seal and covered electrodes it will be possible to weld the metal under the groove on a lathe. If there are pores or cracks in the seams of the product, the RDS method is suitable for repairing and eliminating defects. Electrodes can be used to weld a sealed annular joint on a stainless steel pipe, but the MMA method is used only for small volumes of work.
We cook stainless steel with black metal
Welding stainless steel and ferrous metal with an electrode or some other method is an absolutely incorrect combination from a technical point of view; these are completely dissimilar materials. The need for such work is infrequent, but it does arise. Special consumable materials will help you find a solution. You can cook it in two ways:
- coated electrodes;
- tungsten electrodes.
If you use manual arc welding with coated MMA tips - Manual Metal Arc, you can take materials for non-ferrous metals.
Marking of welding electrodes for stainless steel.
The best options are the following:
- ANZHR-1 and ANZHR-2. With these special electrodes, work can be carried out in all positions in space, excluding vertical.
- TsT-28 , allowing to make heat-resistant and heat-resistant seams.
- ESAB - Attention! Very popular among craftsmen! A group of Swedish tips for working with dissimilar alloys.
The main principle is to choose a consumable that is more alloyed than the metal itself.
The method using tungsten in this technology is much less common: tungsten electrodes are expensive.
- OZL-312 can be safely chosen if the steel grade is unknown.
- NII-48G are good for transition layers.
Obvious pros and cons of the RDS method for stainless steel
PROS
MINUSES
- Welding equipment is cheaper than semi-automatic machines and inverters for argon arc welding;
- There is no need to carry a gas cylinder with you when moving to a new welding site;
- You can weld stainless steel with a thickness of 1 to 20 mm (if the maximum current of the machine allows it);
- Cheap consumables;
- There is no need to regularly take the cylinder to refuel;
- RDS welding inverters are available in a very small version with a weight of 3-4 kg, which facilitates welding at heights and in other hard-to-reach places;
- MMA machines can be easily reconfigured for manual arc welding of other metals - just change the electrode and adjust the current.
- After completing the weld, it is necessary to beat off the slag in order to evaluate the quality of the weld;
- The process is slow compared to MIL;
- The stainless steel electrode rod overheats when welding at currents of 200-300 A and the coating crumbles, so you need to cook intermittently;
- The electrode is shortened, making it more difficult to control the arc length.
Manual welding in argon environment
The cleanest way to join surfaces with a great appearance. The only method that uses uncoated stainless steel electrodes. It is used when the seam must meet the most stringent requirements, or in welding thin sheets of steel.
The technology of welding with tungsten tips allows us to produce very high-quality, reliable and aesthetic seams. It is also possible at home. The current must be used direct or alternating with straight polarity.
Welding stainless steel with a tungsten electrode.
Features of the technology are as follows:
- It is important that tungsten does not get into the molten steel, so the arc must be ignited without direct fire - in a non-contact way.
- There is a risk of weld oxidation. To minimize it, welding must be done very smoothly, without any oscillatory movements.
- After finishing welding, there is no need to turn off the argon supply for 15 seconds. In this case, the tungsten tip will be protected from oxidation, and this will significantly save consumables.
Welding stainless steel with an electrode at home
Welding stainless steel parts at home is quite possible, but the quality of the weld greatly depends on the experience of the welder and the correctness of the preparatory process. To join workpieces thicker than 4 mm, a V-shaped groove is required. This will ensure a good fill so that the seam doesn't just lie on top.
Dirty metal is cleaned of traces of grease, debris and dust. You will need a metal brush. Fat can be easily removed with a solvent. It is applied with a rag, wiping off the oil film at the same time. If this is not done, the arc will burn unstably and “spit.”
Sheet blanks with a thickness of up to 4 mm can be welded without cutting edges. In the case of 3-4 mm plates, you will need a gap of 1-1.5 mm between the sides of the product so that the liquid metal flows inside and melts the root of the seam well. Welding is carried out with direct current with reverse polarity. To do this, connect the holder cable to the socket with the “+” sign, and the ground cable to the “-“. This reduces the temperature on the metal surface, reducing the burnout of alloying elements. The current strength is set 20% lower, compared to welding low-carbon steels.
To reduce the likelihood of cracking, excess heat must be removed after applying the seam. This is achieved by placing copper plates that act as a radiator (they take away some of the heat). For austenitic steel, cooling with water is allowed.
Which welding machine to choose
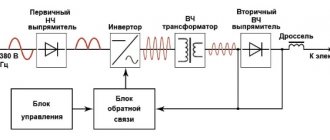
Some craftsmen rent welding machines. To work with alloy metal, you need to choose modern welding equipment that generates direct current; with such a device it is easier to maintain a short arc, and smooth seam stitches are obtained. You can weld metal with a transformer, but in this case, sagging may form, reducing the strength of the restored element. It is better to choose welders with additional functions. The risk of sticking the electrode and burning through the workpiece will be reduced. A good option is a universal generator that produces direct and alternating current. It is permissible to use an inverter that produces high-frequency alternating pulse current.
Types of metals welded by electrode with stainless steel
RDS welding of alloy steel is possible with a metal cross-section from 2 to 20 mm. According to the groups, stainless steel and austenitic steels that can be welded with MMA machines are:
- heat-resistant (Х25Н38ВТ, ХН75МБТУ, 20Х20Х14С2, 20Х25Р20С2);
- corrosion-resistant (08Х18Н10, 12Х18Н10Т, 08Х22Р6Т, 08Х21Р6М2Т, 10Х17НМ2Т);
- heat-resistant (ХН75МБТУ, Х25Н38ВТ, 30Х18Н25С2, 20Х25Н20С2).
Welding thin stainless steel
Stainless steel with black metal
Welding thin stainless steel with a cross-section of 1 mm is difficult with coated electrodes, since high current intensity burns through the base metal, and at low current intensity it is difficult to maintain an electric arc (the electrode constantly sticks). Starting from a thickness of 1.5 mm, it is quite possible to weld stainless steel using the RDS method at home, but you will need an inverter with certain functions, which we will discuss below.
Stainless steel can be welded to ferrous metal, but such a joint will not be airtight. Cracks form at different cooling rates of low-carbon and alloy steel. Moreover, immediately after penetration, the joint holds water, and then cracks form at the border of the seam and the stainless steel. Such connections rust very quickly. When tightness is not required, it is quite possible to grab alloy steel to the “chernukha” with an electrode, but such a connection is not designed for high loads.
Conventional electrode welding technology
To connect stainless steel you need to follow simple rules:
- Do not allow the workpiece to overheat to a temperature above 150°C;
- Weld at a low current, excluding unnecessary movements of the electrode. Increase wire feed speed to maximum.
- Ensure heat dissipation using copper plates placed under the parts to be connected.
- For thick stainless steel sheets, use multi-pass welding.
- Use special electrodes. Simple ones produce a low quality seam.
During operation, the joint is degreased. The method allows you to maintain a stable arc. The current value is from 80 A. Heat-removing copper plates are placed under the workpieces. To ensure reliable arc burning, the distance between the metal and the electrode is 2-3 mm.
Necessary consumables and accessories for welding stainless steel
To weld stainless steel at home, you will need:
- DC welding machine;
- coated electrodes with stainless steel rod;
- protective mask, leggings, clothing and shoes;
- metal brush for cleaning edges and solvent;
- grinder for cutting edges if the cross-section of the metal is more than 5 mm.
The inverter must have a ground cable with a clamp to connect it to the product. The second cable is equipped with a holder into which the electrode is inserted.
Why is it important to use special electrodes for welding stainless steel?
Stainless steel, since its appearance on the metal market, has been widely used for the production of parts and assembly units that are used in various industries. The popularity of stainless steel is due not only to its resistance to corrosion, but also to a number of other properties. These include high strength parameters, appearance, and durability. But alloys of this class have one significant drawback - poor weldability. It must be said that this drawback significantly complicates working with stainless steel. This is due to a number of reasons, in particular:
- Stainless alloys have low thermal conductivity. This figure is two times less than that of traditional carbon steels. That is why, during welding work, this material is less able to remove excess heat generated during the work process. This phenomenon has led to the fact that in order to reduce heat, a welding current that is 15-20% less than that required for welding ferrous alloys is used.
- When joining stainless steel products with a large mass, a fairly large gap must be left between the workpieces. If this requirement is ignored, microscopic cracks will appear in the metal located next to the seam. Their presence will lead to a reduction in the quality of the connection, including its reliability.
- When welding stainless steel, a high electrical connection zone is formed in the weld area. Accordingly, this leads to strong heating of the tool. This is what determined that to perform welding work it is necessary to use special stainless steel consumables designed to work with such steels. They are selected based on the markings on the box or on the consumables themselves.
Electrodes for stainless steel
- With a basic coating
- most often they contain magnesium and calcium, saturating the metal of the weld pool with them. Some of the best electrodes with a basic coating are ESAB OK 61.85, BARSVELD E308-16, TsT-28. - With rutile coating
- they alloy the seam with titanium dioxide, ensure stable burning of the welding arc even on alternating current, and reduce the amount of spatter. The best electrodes for welding stainless steel are Castinox E310-17, Lincoln Electric Linox 308L, EutecTrode E308L-17, ESAB OK 61.30.
If you use conventional electrodes (designed for joining low- and high-carbon steels) when welding stainless steel, the seams will quickly become corroded. Lack of ductility of the deposited metal leads to the formation of cracks, the connection will not be airtight and not strong.
Which electrodes to choose for stainless steel
The risk of cracking will be reduced if you choose an additive with a rod that is similar in chemical composition to the workpiece. Several types of rods are produced for welding stainless steel:
- TsL-11 was created for welding chromium-nickel alloy, they have a fluorine-carbonate coating, welding can be performed at temperatures up to +450°C. The electrode can be used in any position.
- OZL-6 is intended for heat-resistant steels; if you cook other workpieces with it, the electrode will straighten out more slowly and the weld will be weak;
- NZh-13 – for food grade stainless steel. Can be used for chromium-nickel steel alloyed with molybdenum. The coating forms a small layer of slag that protects the melt pool from oxidation.
- ZIO-8 is for heat-resistant alloys; problems will arise with it when welding household stainless steel.
- NII-48G is a universal additive with the main type of coating.
- EF400/10U, OLZ-17U – professional electrodes designed for austenitic alloys. It is not advisable to use such rods in everyday life; the coating contains harmful components.
Models of welding inverters for welding stainless steel with an electrode
There are a number of parameters that welding machines for RDS welding of stainless steel must meet:
- It must be an inverter that produces direct current. With a transformer, welding the joint will be more difficult, there will be more splashes, and it will be worse to hold the arc;
- The maximum current for domestic needs is 140-180 A. For professional activities, choose models with 250 A;
- For a home and garage, you need inverters with an input voltage of 220 V. For an enterprise, it is better to take a model operating at 380 V, provided that there is somewhere to connect it;
- Of no small importance is the ability of the inverter to operate when the input voltage drops to 140-160 V. Then nothing interferes with the planned process;
- If the garage or workshop is unheated, look for welding machines designed to operate at -10º C;
- To ensure that the electrode is easily ignited and does not stick, buy inverters with the “Anti-stick”, “Arc Force”, and “Hot Start” functions.
Video source: Welding Territory R
Here are examples of proven equipment for a dacha, garage, home, which have proven themselves well when welding stainless steel: RESANTA SAI-160 PN, Svarog REAL ARC 200 (Z238), ESAB BUDDY ARC 145.
These models are suitable for professional activities: ESAB LHN 250i Plus, Lincoln Electric Invertec 270SX, RESANTA SAI-250.
Setting up the welding machine
To be able to weld alloy steel with a conventional inverter and coated electrodes, you need to set the current strength to 20% lower than when welding carbon alloys. Here are the recommended values.
| Metal thickness, mm | Current strength, A | Electrode diameter, mm |
| 1-3 | 20-60 | 1-1.5 |
| 3-4 | 50-90 | 1.6-2.0 |
| 4-5 | 60-100 | 2.0-2.4 |
| 5-6 | 80-120 | 2.5-3.1 |
Connect the cables to the device so that the polarity is reversed. Turn on the inverter, put on a protective mask (preferably a chameleon) and start welding. To begin, touch the tip of the electrode to the surface of the workpiece to strike the arc. Maintain a distance of 3-5 mm to ensure the arc burns steadily. Tilt the electrode towards you or to the right by 40-60 degrees and draw the seam towards yourself or to the right.
Choosing the right device
Stainless steel is a high-alloy steel containing a lot of chromium, titanium, nickel and molybdenum. Metals protect against corrosion and improve the overall performance of products. It is difficult to weld the material due to its low thermal conductivity. It is necessary to use reduced voltage and current of reverse polarity.
Any brand of inverter is suitable for home use. Craftsmen often assemble models that are not inferior to their factory counterparts.
The main thing is that the unit must have a manual welding mode and the ability to regulate the current from 20 to 200 A.
To weld stainless steel, you need a device with the following functions:
- “Afterburner”, which reduces the arc voltage and increases the current;
- PV – duration of continuous operation.
The cable should be up to 6 m long. Large electrical wiring gets very hot. In case of sudden surges in the network, the functionality of the device must be maintained. It is better to take an inverter that operates at low temperatures.
General principles for choosing electrodes
If you simply list the brands of electrodes suitable for welding stainless steel, then such information will be useful only once. A specialist must understand the features of the choice, just like a novice master. It was previously determined that conventional electrodes are not suitable for working with stainless steel. Immediately after the seam has cooled, characteristic clicks can be heard. This causes cracks to form.
Special electrodes must consist of a material that has thermal expansion values close to those of the selected material. In this case, the base and filler material will interact well without causing weld defects.
Due to the availability of MMA devices, many people prefer to work with consumable stick electrodes. A number of basic requirements can be defined for them.
- The electrode metal must be resistant to temperature deformation (creep).
- Thermal expansion corresponds to those for stainless steel.
- The electrode rods must be elastic.
- They have high thermal conductivity and are also resistant to mechanical stress.
All of the listed parameters have a very specific measurement and are indicated when labeling products. We must not forget that the processes of welding with direct current and alternating current differ from each other, so this condition affects the choice of electrodes. When performing work with direct current, there is a significant saving in consumables, which is achieved due to the virtual absence of splashing.
Expert opinion
Bagrov Viktor Sergeevich
Welder of the highest 6th category. He is considered a master of his craft, knows the intricacies and nuances of the profession.
Novice craftsmen note the ease and comfort of applying a seam, and the latter is of fairly high quality. Unfortunately, DC welding equipment is not available to everyone due to its high cost.
The disadvantages of one method highlight the advantages of the other. AC welding equipment is affordable. Here you can also get a high-quality seam, but the stability of the arc is worse than in the first case. The welding process produces splashes of molten metal. With this method of welding, electrodes are consumed much faster.
Depending on the welding inverter, there are two methods for welding corrosion-resistant steel.
- The first is to weld with stick electrodes. This is manual arc welding, which uses electrodes with a special coating.
- The second method involves the use of shielding gas. The main element there is a tungsten electrode.
Difficulty factors for welding stainless steel parts
Welding stainless steel is complicated by the fact that this material belongs to the category of high-alloy alloys, which means that its composition contains elements in fairly large quantities that affect its basic properties. In stainless steel, in particular, this element is chromium. Its content in this alloy can be 12–30%. Chromium, along with elements such as nickel, titanium, manganese and molybdenum, forms the anti-corrosion properties of stainless steel, but at the same time gives it other features that affect weldability.
For those who do not like to read long articles and delve into technical details, we suggest you immediately watch two videos with the most relevant options for welding stainless steel for a home craftsman - with an electrode using an inverter and again with an inverter, but in a shielding gas (argon).
Welding of stainless steel must be carried out taking into account the following specific characteristics of this material.
A fairly high coefficient of linear expansion.
For this reason, welding of stainless steel is always accompanied by significant deformation of the parts being joined. In some cases, when the parts being welded are of significant thickness and there is no gap between them, such deformations can even lead to the appearance of large cracks.
Low thermal conductivity
The thermal conductivity of stainless steel is 1.5–2 times lower than that of low-carbon alloys. This feature of the material leads to the fact that the parts being connected in the welding zone are melted even at lower (15–20%) current strengths than when welding products made of low-carbon steel.
Intergranular corrosion
With strong heating (more than 500 degrees Celsius), so-called intergranular corrosion occurs in stainless steels. This happens because layers consisting of chromium and iron carbide begin to form at the edges of the grains of the metal structure. This phenomenon can be avoided not only by careful selection of the welding mode, but also by forced cooling of the stainless steel parts being welded, for which you can use ordinary water. However, it should be borne in mind that only parts made of chromium-nickel steels that have an austenitic internal structure can be cooled with water.
Overheating of electrodes with chromium-nickel rods
Due to the low thermal conductivity of the materials being joined and their increased electrical resistance, welding of stainless steel parts is accompanied by strong heating of the electrodes, the rods of which have a chromium-nickel composition. To avoid this undesirable phenomenon, use electrodes for welding stainless steel up to 35 cm long.
Welding electrodes Sabaros ME 101 3.2 mm for welding stainless steels
Non-consumable electrodes
Welding stainless steel with electrodes can also be performed with a non-consumable rod. Tungsten and its mixtures are often used. An electric arc melts the edges of the metal, using them to form a weld. If there is a gap between the plates, or a connection of increased strength is required, then I additionally use a filler wire made of a material of the same composition as the main one.
The work is carried out in an inert gas environment, which requires expensive equipment and increased welding costs. The method is used where a high-quality connection that can work under pressure is needed.
Checking the welding quality of thin stainless steel
Immediately before checking the entire metal product for compliance with current standards, the quality of the welds must be checked to identify possible shortcomings both outside and inside. Whenever possible, identified deficiencies are eliminated.
Before putting into operation, each product made of thin stainless steel processed by welding is subject to careful and multi-level control. The first level of quality control is a visual inspection of the product, which allows us to identify the most noticeable and gross defects in the seams - lack of fusion, large cracks, etc.
Most of the visible deformations in the seams of a welded thin stainless steel product are revealed precisely at the stage of visual inspection with the naked eye. But sometimes special devices are used. Control measures to identify deficiencies are divided into two types: destructive and non-destructive. The first type includes only visual inspection; more complex inspection methods are classified in the second category.
In turn, the non-destructive type of testing can be capillary, magnetic, ultrasonic, radiation and permeability testing.
Non-destructive testing also differs from destructive testing by preserving the appearance of a thin stainless steel product without deforming it. Therefore, this type of verification is more in demand.
Destructive testing is performed only after the process of welding the product under constant conditions using one type of welding.
Welding with direct and alternating current
The correct choice of electrodes is the key to successful operation. Welding is carried out with reverse polarity. The brands listed below differ in the presence of rod coating. The TsL-11 brand has become popular among welders. Such electrodes are used when welding steels containing chromium or nickel. The resulting seam is durable, ductile and neat. It is plasticity that gives a high level of impact strength. Note that when working with TsL-11 there is practically no splashing.
An analogue of the presented brand of electrodes is the OZL-8 model. Consumables with these indices have the same high performance, but are additionally adapted for use in structures operated at high temperatures (temperatures can reach 1000°C degrees). OZL-8 and TsL-11 are used in the food industry.
Food grade steel is food safe. Therefore, the sutures placed must also be safe. For steels containing molybdenum, nickel and chromium, electrodes of the NZh-13 brand are used. When forming a seam, a thin crust of slag may form, but it spontaneously falls off.
You can replenish the list of consumables for welding stainless steel under direct current with the following brands:
- ZIO-8. Electrodes for stainless steel and heat-resistant materials.
- NII-48G.
- OZL-17U. They are used if the structure will be operated in an aggressive environment of sulfuric or phosphoric acid.
In the absence of equipment, you have to weld stainless steel with alternating current. This fact gave rise to a number of issues related to welding technology. Let us immediately point out that there are electrodes that are marked as OZL-14, TsT-50, LEZ-8, OZL-14A, ANV-38, N-48. Tungsten electrodes are also suitable for AC welding. They are used when repairing thin-walled products, when it is necessary to obtain a high-quality and neat seam.
Preparation for welding
The welding technology depends on the specialist who performs such work. Having selected the right electrode, you need to additionally prepare the future material for welding. First of all, this is degreasing the material.
The process of welding stainless steel at home and in special conditions differs in methods. When choosing it, you should rely on the main characteristics of the material, its thickness and strength. Gas welding is considered standard and can be used in almost any application. It can be performed in automatic, semi-automatic and manual mode. But there is one feature in which only electric arc is used - the thickness of the stainless steel sheet is more than three millimeters.
It is worth paying attention to this feature of welding stainless steel - you do not need to make sudden movements. Most often this is applicable during standard welding, but this should not be done with stainless material. This causes destruction of the created seam and oxidation. Such processes completely destroy the protective environment of the material itself and have a detrimental effect on the operation of the material. Additionally worth considering:
- Tungsten must not penetrate into the weld pool with the electrode. In this case, it makes no sense to talk about the reliability of the seam. To avoid its penetration, the arc should be ignited separately, on other graphite or carbon plastics;
- It is best to protect the seam from the reverse side with an argon jet. This requirement has become quite popular recently.
The main question of which electrode to use to cook stainless steel remains open. To create a truly high-quality seam you need to use:
- Electrode with high creep rates;
- Low thermal expansion rates;
- High wear resistance and thermal conductivity;
- Increased elasticity values
When choosing an electrode, the grade of stainless steel is decisive. Depending on its type, the popular brands listed above are used.
Welding stages
Only a professional should work with such material. This is a labor-intensive job that helps ensure that the joint resembles the base metal. To do this, carefully clean the welding areas using a degreaser (can be acetone or solvent).
An invector can be used as a welding machine. This device is convenient for transportation and is powered directly from the network. Under the influence of electricity, a welding arc is formed to weld the metal.
It is worth considering that the applicable temperatures should not be higher than normal. If you do not adhere to standard rules, the electrode may simply burn out or the seam will not be tight enough.
When welding, the main problem is that it has a fairly high resistance.
The peculiarity of electrodes is low heat conductivity.
This is considered one of the problems that causes their destruction. This happens because too much current is used. For maximum seam strength, the cold method is used. If the composition includes nickel or chromium, then it can be cooled with water. In other cases, an air blower or a copper gasket will work perfectly.
Before you start working, you should select stainless steel electrodes, and also set the current correctly. To prevent sticking from occurring, very carefully bring the electrode to the metal. The ground terminal is connected to the material, after which the arc begins to work. The electrode is brought at an angle and held for several seconds. The scale should be removed with a hammer and the surface should be sanded in circles. The finished product is placed in a bath with an acid solution. Only it can completely remove the oxide layer.
Rating of manufacturers and brands by popularity
The greatest demand is for those electrodes produced by companies specializing in the production and sale of welding equipment. These are famous brands known in the Russian and European markets. The quality of products always remains under control, right up to the moment of their sale. In addition, official representatives are always ready to provide favorable conditions for regular customers.
The Swedish company Esab supplies the Russian market with a large number of brands of electrodes, including electrodes for stainless steel welding. The company presents a whole series of this type of consumables. OK 61.35 electrodes are usually used when welding pipelines and other structures where tightness is required. For welding stainless steel parts with parts made of other materials, grade OK 67.72 is suitable. The list of products also includes universal electrodes - OK 67.45.
The TsL-11 electrodes described above are produced by the Russian company. They are characterized by such qualities as arc stability, slag crust, which subsequently separates itself, and low spatter.
The Uoni brand closes the top three. Electrodes UONI-13/NZH, UONI-13/NZH-2 and UONI-13/EP-56 are packaged in packs of 3.5 to 6 kg. For the information of potential buyers, the Uonia brand, despite the apparent similarity, belongs to Esab.
Methods
Stainless steel welding can be done in several ways. In this case, different equipment is used, certain nuances appear.
Manual arc welding with coated electrodes
A common method of joining stainless steel parts. To perform the work, an inverter welding machine and special electrodes are used. They can be of two types:
- The rod is covered with a rutile layer, which consists of titanium dioxide.
- Rods coated with a mixture of calcium and magnesium carbonate.
This method is used to create connections that will not be subject to critical loads.
Tungsten electrodes
Welding stainless steel with tungsten electrodes is used in conjunction with inert gases, which are supplied to the heated area, protecting the seam from the formation of an oxide film.
This method is suitable for welding thin metal and making pipes for various liquids.
Semi-automatic in argon
This method allows you to weld stainless steel better. With the help of a semi-automatic machine it becomes possible to achieve high productivity. To create a strong connection, several types of wire are used:
- Powder.
- Aluminum.
- Copper plated.
- Made from alloy steel.
- With flux.
Carrying out work with a semi-automatic machine is a step-by-step process:
- The master prepares the parts. Cleans them from rust, plaque, and dirt.
- The welding mode is set on the welding machine. The optimal current for stainless steel up to 3 mm thick should not exceed 145 A.
- The wire is fed into the working area and the arc is ignited.
The burner nozzle should only move in one direction without lateral movement.
Semi-automatic welding of stainless steel
Cold under high pressure
The process of joining stainless steel workpieces without melting. Depending on what characteristics the solid part must have, pressure can act on either one or two workpieces. The connection is formed due to the interaction of metal crystal lattices.
Laser
This method of joining stainless steel is carried out in industrial enterprises. To perform it, you need to use special equipment. When working with a laser, two methods of welding workpieces are performed - seam and spot.
Advantages of laser equipment:
- Cracks do not appear from strong heating.
- The strength of the metal in the tempering zone does not decrease.
- No oxide film appears due to the high speed of laser processing.
Plasma
There are two methods for plasma welding stainless steel:
- Manual means the processing of metal with a plasma arc, which is formed between the working surface and the electrode.
- Automatic - the plasma flow is generated by a plasma torch.
Used in industrial enterprises.
Electrodes used
To understand well which electrodes to use to cook stainless steel, it is worth remembering the thermal coefficient of the metal. For this purpose, electrode rods are selected that have the same composition as the element being welded. This ensures interaction between the base and filler materials, preventing the occurrence of defects.
Possible variant of electrodes used:
- "TsL-11". These are quite expensive consumables, coated with a special coating, and well insulating the weld pool from external influences. The metal of the rod fuses well into the base material and creates a strong connection.
- "NZh-13" are another suitable consumable. They create a reliable seam with an impact strength of 120 J/cm, and prevent the phenomenon of intergranular corrosion. The difference between electrodes is the formation of a thin layer of slag, which, after cooling the surface and compressing the material to its original size, disappears spontaneously. This speeds up the weld processing process when many welds need to be made.