Обновлено: 23.04.2021 15:30:09
Эксперт: Константин Борисович Поляков
*Обзор лучших по мнению редакции expertology.ru. О критериях отбора. Данный материал носит субъективный характер, не является рекламой и не служит руководством к покупке. Перед покупкой необходима консультация со специалистом.
Захватывающим зрелищем, хоть и небезопасным для глаз, является дуговая сварка. С помощью этой технологии издавна соединяются стальные элементы в единую надежную конструкцию. Одну из главных ролей в этом процессе играет электрод. Этот расходный материал позволяет наплавлять слой металла, который прочно стыкует кромки разных деталей. Сегодня на отечественном рынке встречаются электроды разной толщины, отличаются они покрытием и ценой. Чтобы подобрать электрод с оптимальными параметрами, следует прислушаться к советам экспертов.
Как выбрать сварочные электроды
- Диаметр
. При выборе диаметра электродной продукции отталкиваться необходимо от толщины соединяемых элементов и возможностей сварочного аппарата. Наиболее популярной и универсальной считается тройка (3 мм). - Покрытие.
Нанесение покрытия преследует несколько целей. В первую очередь защищается стержень от коррозии. Но еще важнее становится образование в зоне сварки защитной атмосферы, которая предотвращает образование шлака. - По-разному ведут себя электроды при сварке грязных или ржавых поверхностей. Не все сварщики уделяют чистоте сопрягаемых кромок должное внимание. Поэтому им больше понравятся неприхотливые расходники, пусть даже цена у них будет немного выше.
- Марка электродов
. Основная масса электродной продукции хорошо сваривает низкоуглеродистые и низколегированные стали. А вот для работы с нержавейкой или легированными сортами следует отдать предпочтение специализированным расходникам. - Хранение
. Разные виды покрытий способны впитывать в определенных количествах влагу. Она негативно влияет на качество шва, проблемы появляются с розжигом дуги, некоторые электроды полностью становятся непригодными для сварки. Поэтому лучше найти место для пачки электродов в отапливаемом сухом помещении. - Производитель.
Еще недавно отечественные сварщики с восхищением говорили об импортной электродной продукции, которая была на голову выше отечественных аналогов. Сегодня наметилась тенденция к улучшению качества российских электродов, они мало в чем уступают зарубежным конкурентам.
В наш обзор попали 13 лучших сварочных электродов. При составлении рейтинга были учтены мнения экспертов и отзывы российских сварщиков.
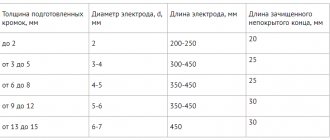
Определение нужного диаметра
Опытные сварщики считают, что при сварке инвертором нет особой разницы между электродами. Мнение основано на личном опыте узкоспециализированных специалистов, выполняющих работы определенного вида, к примеру, сварка однотипных труб или профилей. В их работе с использованием инвертора к шву не предъявляются серьезные требований по геометрии и эстетике, поэтому можно использовать электроды диаметром до 2 мм включительно.
Толстостенные детали требуют дольше времени для проварки, поэтому электроды для их сварки нужны большего диаметра. Сварочные электроды маленького диаметра быстро сгорают, чаще ими делаются прихватки.
Для выполнения трудных работ по длинным трассам хорошо зарекомендовали себя толстые электроды, монтаж легких конструкций с незначительными по длине швами можно выполнять стержнями диаметром до 2 мм. Именно такие электроды используются, в частности, при использовании бытовых сварочных аппаратов для инверторной сварки Ресанта 190, к примеру, при монтаже каркасов ворот и калиток, изготовлении заборов из металлических труб и профлиста.
Диаметр подбирается от толщины металла заготовок, но при тонком листе металла в пределах до 1,5 мм лучше используйте полуавтоматическую или аргонодуговую сварку.
Рейтинг лучших сварочных электродов
| Номинация | место | наименование товара | рейтинг |
| Лучшие сварочные электроды с основным покрытием | 1 | ESAB УОНИ 13/55 | 4.9 |
| 2 | Ганза Пионер АНО-46 | 4.8 | |
| 3 | QUATTRO ELEMENTI 771-374 | 4.7 | |
| 4 | ОЗЛ-8 (ЛЭЗ) | 4.7 | |
| 5 | Kobelco LB-52U | 4.6 | |
| Лучшие сварочные электроды с рутиловым покрытием | 1 | Quattro Elementi 772-166 | 4.9 |
| 2 | ESAB OK 46.30 | 4.8 | |
| 3 | Lincoln Electric Omnia 46 | 4.7 | |
| 4 | «Ресанта» МР-3С | 4.6 | |
| 5 | ELITECH МР-3С | 4.5 | |
| Лучшие сварочные электроды с целлюлозным покрытием | 1 | ESAB Pipeweld 7010 Plus | 4.9 |
| 2 | «СпецЭлектрод» МР-3С | 4.8 | |
| Лучшие сварочные электроды с кислым покрытием | 1 | ESAB ОК 67.71 | 4.8 |
Хранение электродов
Производитель электродов этой марки делает упор на соблюдении правил их хранения. В число требований входит необходимость их содержания в сухом и отапливаемом помещении. Температура окружающей среды при этом не должна опускаться ниже пятнадцати градусов.
Находящиеся на хранении электроды должны быть защищены от проникновения в упаковки влаги, загрязнений. Также они не должны подвергаться действию ударов и сильных механических воздействий. Перед использованием после длительного хранения необходимо производить их прокаливание для удаления лишней влаги.
Лучшие сварочные электроды с основным покрытием
Широко применяются при соединении стальных заготовок сварочные электроды с основным покрытием. Они удобны в работе, доступны в цене, позволяют получить надежный шов. Эксперты выбрали несколько хороших расходников.
ESAB УОНИ 13/55
Рейтинг: 4.9
Приемлемая цена и хорошее качество сварочного шва являются главными причинами популярности шведских электродов ESAB УОНИ 13/55 у отечественных сварщиков. С их помощью удается надежно соединять детали из низколегированных и углеродистых сталей. По некоторым параметрам (предел текучести 420 МПа) материал превосходит характеристики более дорогостоящих конкурентов. При этом относительное удлинение шва достигает 22%. К минусам эту характеристику можно отнести только в том случае, когда требуется обеспечить растяжимость соединения.
Важным плюсом сварочных электродов ESAB УОНИ 13/55 эксперты считают отсутствие на российском рынке подделок. Недобросовестные дельцы просто не могут предложить лучшую цену, чем производитель. Электроды становятся победителем нашего рейтинга.
Достоинства
- доступная цена;
- стойкость к атмосферным воздействиям;
- высокий предел текучести;
- отсутствие подделок.
Недостатки
- малое относительное растяжение.
Назначение
Помимо марки и диаметра они разделяются по своему назначению. От этого тоже зависит, какие электроды лучше для инвертора. Условно они делятся на следующие электроды:
- Для сварки углеродистых или низколегированных металлов.
- Для сварки деталей, изготовленных из прочных теплоустойчивых металлов.
- Для работы с нержавеющей сталью.
- Для работы с алюминиевыми и медными сплавами или непосредственно алюминием и медью.
- Для сварки чугунных деталей.
- Для мелких ремонтов и наплавки.
- Электроды универсального назначения, применяемые для сварки деталей из неизвестного металла.
Лучшие сварочные электроды с рутиловым покрытием
Большой популярностью в последние годы стали пользоваться рутиловые электроды. Их любят сварщики за быстрый розжиг, стойкость к влаге, возможность работы на постоянном и переменном токе. Вот несколько качественных моделей.
Quattro Elementi 772-166
Рейтинг: 4.9
В сфере металлообработки устойчивым спросом пользуются рутиловые электроды Quattro Elementi 772-166. Они предназначены для выполнения сварочных работ с низкоуглеродистыми и низколегированными марками сталей. Отменное качество шва достигнуто за счет уникального химического состава, даже кромки с грязью и коррозией соединяются без пор и раковин. Эксперты выделяют выдающиеся механические характеристики электродной продукции. Предел текучести достигает отметки 290 МПа, показатель ударной вязкости составляет 110 Дж/кв. см. Мощная и стабильная дуга упрощает работу сварщика.
К недостаткам итальянских электродов пользователи относят высокую себестоимость. Чтобы наплавить 1 кг металла, уходит до 1,7 кг рутилового материала.
Достоинства
- качественный шов;
- высокие технические параметры;
- не требуется зачистка кромки от ржавчины;
- мощная стабильная дуга.
Недостатки
- высокий расход.
Преимущества
Особое покрытие стержней обеспечивает большое количество преимуществ использования этого вида электродов.
- Возможность перекрытия швов вне зависимости от их размеров.
- Легкое отделение шлаковой корки.
- Легкость повторного разжигания дуги.
- Возможность сваривать длинной дугой.
- Возможность осуществлять сварку по влажным кромкам, а также со следами ржавчины, без осуществления предварительного их очищения.
- Возможность соединения деталей с гальваническим покрытием.
- Отсутствие выделения вредных веществ во время сварочного процесса.
- Большое значение коэффициента наплавки.
- Возможность сваривания изделий, имеющих большую толщину.
- Небольшое количество пор в образующемся шве.
- Экономичность расхода электродов.
- Возможность выполнения коротких швов — прихваток.
- Небольшое разбрызгивание металла во время сварки.
- Высокая эффективность работы с электродами данного типа.
- Хороший внешний вид получаемого шва.
К небольшому недостатку можно отнести то, что вследствие наличия кремния в обмазке шов получается недостаточно пластичным. Невысокой является и его ударная вязкость.
Указанные достоинства расширяют сферу применения данного вида электродов. Они могут использоваться для соединения обычного вида конструкций. Особого предварительного обучения не требуется, поэтому такие электроды могут применяться начинающими сварщиками.
Лучшие сварочные электроды с целлюлозным покрытием
Для улучшения работы с ручными дуговыми сварочниками производители наносят на электроды целлюлозное покрытие. Оно эффективно защищает шов от окисления. Широкое применение нашли следующие расходники.
ESAB Pipeweld 7010 Plus
Рейтинг: 4.9
Надежную защиту от окисления сварочного шва обеспечивает электродам ESAB Pipeweld 7010 Plus целлюлозное покрытие. Основная сфера применения этого материала – ручная дуговая сварка труб. Также обеспечивается прочное соединение низколегированных и углеродистых сталей. Эксперты считают оптимальным сочетание относительного удлинения (28%) и сопротивления к разрыву (450 МПа). Шов получается ровным и гладким, при правильной подготовке поверхности деталей не образуется пор и раковин. После остывания наплавленного металла со шлаком не придется бороться.
Профессиональные сварщики довольны качеством шва, только для достижения идеального стыка приходится удалять грязь, влагу и ржавчину с кромок соединяемых деталей. Электроды побеждают в нашем рейтинге.
Достоинства
- качественный шов;
- отсутствие шлака;
- высокая прочность;
- стойкость к кратковременному перегреву.
Недостатки
- высокая цена.
Выбор сварочного аппарата
Для правильного выбора надо уметь читать принятые маркировки, именно они расскажут покупателю, какой тип работ производит данный аппарат:
- Маркировка ММА означает, что аппарат работает на электродах в режиме дуговой сварки.
- Маркировки MIG или MAG обозначает инвертор-полуавтомат, где вместо электродов используется проволока. Для режима сварки в полуавтоматическом режиме потребуется углекислый газ в баллонах.
- Маркировкой TIG у аппаратов для аргоновой сварки, применяемых в основном в условиях изготовления сложных изделия из металлов на предприятиях.
- Маркировка CUT говорит о том, что аппараты могут производить плазменную резку металла
Инверторы ММА — это отличное и практически единственное решение, когда речь идёт о выборе сварочных аппаратов для дома, дачи, небольших периодических работ.
Модели инверторов известных производителей, такие как Ресанта 190 — довольно бюджетные, надежные и несложные в использовании сварочные аппараты, легки в работе даже для новичков, позволяют быстро получать качественные швы.
Другие маркировки предполагают, что аппараты используются в более серьёзных промышленных целях.
Особенностью инверторных сварочных аппаратов является формирование переменного напряжения тока. Они используются для дуговой сварки методом плавления. Ток к сварному шву подается через металлические стержни так называемые электроды.
Лучшие сварочные электроды с кислым покрытием
Много преимуществ имеют электроды с кислым покрытием. У них есть несколько универсальных качеств, например работа в постоянном и переменном токе, наплавка в любых пространственных положениях. В сварочном шве практически не образуется пор даже при форсированных режимах сварки. Возглавляет категорию шведский представитель.
ESAB ОК 67.71
Рейтинг: 4.8
Широкие возможности предоставляют сварщику в работе электроды ESAB ОК 67.71. Кисло-рутиловое покрытие повышает производительность, позволяет соединять разнородные стали, обеспечивая необходимую прочность стыка. Отлично зарекомендовали себя шведские расходники при сварке нержавеющих и низкоуглеродистых сталей друг с другом. И даже легирующие добавки (кобальт, никель, молибден, вольфрам) не становятся помехой для получения ровного и прочного шва. Профессионалы рекомендуют строго соблюдать режимы сварочного тока (сила тока 34 А, напряжение 80-130 В).
Модель становится победителем рейтинга за экономичный расход. Для наплавления 1 кг металла уходит примерно 1,22 кг электродов. За счет этого удается нивелировать высокую цену материала.
Достоинства
- широкая сфера применения;
- сварка разнородных сталей;
- экономичный расход.
Недостатки
- высокая цена.
Дополнительные рекомендации
Выбирая самые лучшие электроды для сварки, вы можете столкнуться с необходимостью приобретения стержня для 13-миллиметровой заготовки. В данном случае диаметр электрода составит 5 мм. Именно такой параметр будет актуален и для заготовок более внушительной толщины. А вот что касается тока, то его выставляют в зависимости от диаметра электрода. Таким образом, из расчёта на 1 мм диаметра необходимо выставить 30 А. Для 3-миллиметрового стержня ток может составить предел 80-110 А. Конечное значение будет зависеть от пространственного положения, количества проходов и толщины металла.
Особенности технологии
Чтобы не прожечь металл, нужно как можно быстрее провести электрическую дугу вдоль стыка. Расходник нужно вести равномерно, без остановок в каком-либо месте. Рабочий ток для выполнения таких операций снижается до минимума, ниже которого выполнение операции просто невозможно.
Для сварки тонких листов металла нужен сварочный аппарат с плавной регулировкой силы тока на выходе. Чтобы избавиться от возможных проблем с поджигом сварочной дуги, используются аппараты с напряжением холостого хода не ниже 70В. В процессе сваривания листовых материалов следует внимательно следить за геометрией кромок. Она может деформироваться под воздействием высокой температуры. Чтобы этого не допустить, следует придерживаться нескольких простых правил.
Прежде всего, важно тщательно подготовить заготовки к предстоящей операции. Кромки зачищаются, освобождаются от ржавчины, краски, технических жиров и прочего. Если требуется, заготовки выравниваются и закрепляются. Хорошее и прочное соединение можно получить только при условии ровных и чистых кромок свариваемых заготовок. По завершению подготовительных работ кромки прихватываются через каждые 7-10 см. И только поле этого можно приступать к формированию сплошного шва.
Если планируется сваривать два тонких листа внахлест, то можно установить немного больший ток, чем при соединении встык. Сдвоенные листы заготовок существенно снижают негативное воздействие высокой температуры на поверхность заготовок. Вероятность прожога поверхности уменьшается в несколько раз, а деформация практически не наблюдается.
Опытные сварщики советуют прибегнуть к небольшой хитрости при сварке тонкого металла электродом. Свести к минимуму влияние высокой температуры можно, подложив под заготовки листовую медь. Цветной металл имеет отличную теплопроводность и эффективно отводит избыточное тепло от рабочей зоны. Благодаря этому снижается вероятность деформации листов или прожига металла. Есть нет медного листа, то можно использовать проволоку, которая укладывается в месте сварки.