The marking of welding electrodes (SE) contains information such as type, brand, diameter and other technical characteristics.
LE3ANO-21
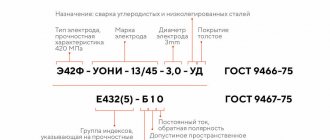
An example of marking and its interpretation: E46-LEZAHO-21-⌀-UD E4Z 1(Z)-RTs1Z, where
● Type. Products of this type are used to work with metal structures made of steels whose tensile strength is 46 kgf/mm2.
● Brand. The main purpose of LEZANO-21 is to create permanent connections during the installation of ordinary and critical metal structures in cases where increased requirements are placed on connections.
● Purpose of SE. The U index indicates that SEs can be used to work with structural elements made of steel with a maximum tensile strength of up to 588 MPa (60 KGS/MM2).
● Coating thickness coefficient. The letter D indicates a coating of increased thickness.
● Type of meltable coating. According to the accepted marking system, this type of coating is marked with the letter E.
● Tensile strength. Index 4З is equal to 4З0 MPa (4З KГС/MM2).
● Relative elongation. The number 1 indicates a value of 20%.
● Min.t, at which the impact strength of the connecting seams is not lower than 34 J/CM2 (3.5 KGS M/CM2). The number Z corresponds to t -20C.
● Type of coverage. Coatings based on rutile and cellulose are marked PC.
● Possible positions during welding work. Number 1 indicates the ability to work in any position, including ceiling, sub-ceiling, semi-horizontal, semi-vertical.
● Welding current. Code 3 indicates that welding of structural elements with direct current of any polarity or alternating current from energy sources with an open circuit voltage of 50±3V.
ANO-21
Decoding of marking E46-AHO-21-2,5-UD E 4З0(З)-P-11 is carried out in the following order:
● SE type. Electrodes of this type are designed to work with metal structures made of steel with a tensile strength of 46 KGS/MM2.
● Brand. ANO -21.
● Rod thickness. In this case, the specified diameter is 2.5 mm.
● Purpose. The Y marking means that the products are intended to work with steels whose tensile strength is 588 MPa (60 KGS/MM2).
● Coating thickness coefficient. Index D means that the electrodes have a thick coating.
● The presence of a melting coating is indicated by the letter E.
● Strength to tensile loads. Code 4З corresponds to 4З0 MPA (44 KГС/MM2).
● Relative elongation. The number 0 indicates a relative elongation of 20%.
● Min temperature at which the impact strength of the weld is not lower than 34 J/CM2 (3.5 KGS M/CM2). Code Z indicates t -20C.
● Coating material. Rutile is used as a type P coating for solar cells.
● Acceptable spatial positions. The number 1 is indicated in cases where welding work can be carried out in any position.
● Welding current and open circuit voltage. The next unit is indicated in cases where welding is performed with alternating or direct current with a voltage of 50V.
MP-3 PLA3MA
Example of marking E46-MP-3 PLA3MA-⌀-UD E 4З0(З)-P26 and interpretation.
● Type and brand. Electrodes of this brand are intended for arc welding of metal structures in any position in space, with the exception of vertical.
● Scope of application. Electrodes designated by code U are used to work with alloys that have tensile strength. up to 588 MPa (60 KGS/MM).
● Coating thickness. Thick coating is marked with code D.
● Type of coverage. In accordance with the international classification system, fusible coatings are designated by the index E.
● Tensile strength equal to 430 MPa (44 KGS/MM2), indicated by the digital code 43.
● A relative elongation of 20% is marked with the number 0.
● The minimum t values at which the strength of the connecting seam is maintained is -20C and is designated by the index Z.
● A coating containing 48% rutile, 25% feldspar, 10% liquid glass, 10-13% each of magnesite and ferromanganese is designated by the letter P.
● The method of applying a weld, other than vertical, is indicated by the number 2.
● The number 6 indicates that work should be carried out at a voltage of 70V.
UOHI-13/55
The marking E50A-UONI-1Z/55-Z,0-UD E514(4)-B20 is deciphered as follows:
● Type and brand. SEs of this category are used to work with carbon and low-alloy alloys, whose tensile strength is 50 KGS/MM2. The letter A denotes increased ductility and impact strength of the connecting seam.
● Diameter. The thickness of the rod is 3.0 mm.
● Scope of application. Electrodes marked with the letter U are used to create permanent connections during the installation of metal structures made of alloys with a tensile strength of 588.3 MPa (60 KGS/MM2).
● Thickness and characteristics of the coating. A thick non-melting coating is designated by the indices D and E.
● Mechanical properties. The combination of numbers 51 indicates a tensile strength of 510 MPa (52 KGS/MM2), and the number 4 indicates a relative elongation of the metal of 20%. The minimum temperature at which the weld metal retains the specified strength is indicated by the number 4, which corresponds to -30C.
● Type of coverage. The main type of coating is marked with the letter B.
● Position in space. The number 2 in the SE marking corresponds to any position other than vertical.
● Welding current. The number 0 indicates the possibility of carrying out work with direct current of reverse polarity.
TsL-11
Decoding of the marking code E-08X20H9G2B-TsL-⌀-BD E-2005-B20:
● Type and brand. This type of electrodes is designed to work with parts and structures made of high-alloy steels.
● Scope of application. The index B denotes SEs used to connect elements of metal structures made of alloys with special properties.
● Coating characteristics. A thick coating of a melting type is marked DE.
● Methods for testing the resistance of connecting weld metal to intercrystalline corrosion. AM and AMU methods are designated by the number 2.
● The amount of fine delta ferrite in the weld metal. The number 5 corresponds to the ferrite phase content from 2% to 10%.
● Type of coverage. Marking B indicates that a base coat is being used.
● Welding current. The number 0 indicates that welding work is carried out with direct current of reverse polarity.
Type
To work with high-strength and high-strength steels, markings are drawn up as follows:
● product name;
● subsequent numbers indicate the tensile strength;
● Code A means that the weld alloy has improved mechanical properties.
For products used to work with heat-resistant and high-alloy alloys, the marking code is as follows:
● product name;
● C content in hundredths of a percent;
● content of chemical components in percentage.
If the content of a substance does not exceed 1.5%, then it is not indicated
Table. Designation of metals.
| Nitrogen | A |
| Cobalt | K |
| Silicon | C |
| Niobium | B |
| Molybdenum | M |
| Titanium | T |
| Tungsten | B |
| Nickel | H |
| Vanadium | F |
| Manganese | G |
| Phosphorus | P |
| Chromium | X |
| Copper | D |
| Bor | P |
| Zirconium | C |
General concept of E50A type electrodes
Products of the E50A brand are intended for joining flat and profiled parts made of structural steels and materials with a small percentage of alloying elements. The seams meet increased requirements for impact strength and ductility, the tool allows welding work in any position when supplying direct current with reverse switching polarity (the negative pole of the equipment is connected to the workpiece). Welding on vertical planes in the direction from top to bottom is not allowed.
In accordance with the standard, preliminary mechanical cleaning of the mating edges from dirt and rust is required; traces of oil must be washed off with organic volatile solvents.
Welding is performed with a short arc; to improve the quality of the seam, it is recommended to calcinate the electrodes in an electric furnace with a thermometer and a heating regulator for 60 minutes at a temperature of +325°...+375°C.
Advantages of using electrodes:
- ease of excitation and stable combustion of the arc discharge;
- reduced level of metal spattering (if the technology is followed);
- increased resistance of the deposited metal to the formation of crystallization cracks;
- suitability for welding parts operating under alternating cyclic loads;
- reduced content of impurities in the weld material.
Specifications
The outer surface of the metal rod has a monolithic coating of the basic type made of carbonates and fluorine-based compounds. When an electric arc burns, the outer layer melts and protects the melt from the penetration of gases and non-metallic compounds.
We recommend reading Characteristics of OZS-12 electrodes
E50A electrodes have a monolithic carbonate coating.
The disadvantage of the base coating is the sensitivity to rust on the parts being connected when the surface is moistened and the arc discharge is prolonged.
No other coatings are used for E50A electrodes.
Main parameters:
- deposition factor – 9.5 g/A*h;
- average material consumption to obtain 1 kg of deposited steel is 1.5 kg;
- tensile strength of the resulting seam – 530 MPa;
- impact strength at +20°C and -50°C – 140 and 34 J/cm², respectively.
The resulting layer of deposited metal has the following chemical composition:
- carbon – no more than 0.1%
- manganese – from 0.9 to 1.4%;
- silicon – from 0.25 to 0.5%;
- sulfur – not higher than 0.03%;
- phosphorus – no more than 0.03%.
Manufacturers produce round electrodes with a diameter of 2 to 6 millimeters; the current strength during welding depends on the position of the seam and the cross-section of the tool. For example, for a size of 2 mm and a horizontal joint line, it is necessary to supply 40-80 A; for a ceiling location, the upper limit is reduced to 70 A (to reduce the risk of melt leaking out of the gap between the parts). Electrodes are supplied to customers packaged in packs weighing from 1 to 5 kg with a thick paper shell that prevents the negative effects of atmospheric air.
Quality certification
Electrodes intended for industrial use or for connecting critical structures are subject to mandatory certification.
Electrodes are subject to mandatory certification.
An official document on the territory of the Russian Federation is issued by the National Welding Control Agency (NAKS) to tool manufacturers and has a limited validity period (3 years).
Each certificate form has an individual number entered into the database and is certified by the signature of the NAKS President and seal.
The document states:
- type of certification (primary or periodic);
- brand and diameter of electrodes;
- testing methods and additional information.
When issuing a certificate, the controlling body receives a test batch of electrodes and carries out welding work followed by destructive testing of the seam. The results obtained confirm the product’s compliance with the standards; if the parameters deviate, a certificate is not issued. The presence of a certificate allows the use of electrodes for welding critical structures, but in the event of damage to the seam due to insufficient strength of the weld metal, the manufacturer bears financial and criminal liability in accordance with the legislation of the Russian Federation.
We recommend reading Description of ANO-21 electrodes
Popular brands of electrical conductors and their features
The E50A family of electrodes includes:
- UONI-13/55, round section with dimensions from 2 to 5 mm (in increments of 1 mm). Designed for direct current supply and any welding technology (except vertical with the tool moving from top to bottom).
- UONI-13/55T, characterized by a reduced number of diameter variations (from 3 to 5 mm in 1 mm increments) and allowing operation with an alternating current supply.
- UONI-13/55G, available in sizes 3 and 4 mm and designed for constant voltage.
- OZS-28 (from 3 to 5 mm), allowing switching to direct and alternating current equipment, is the only type that has no restrictions on the direction of movement of the tool.
- OZS-33, which differs from OZS-28 by the impossibility of welding in a vertical position when feeding the electrode from top to bottom.
- OZS-18, designed for constant voltage and used in welding low-alloy steels that are resistant to corrosion under the influence of precipitation (for example, 10KhNDP).
- OZS-25, intended for welding structures made of carbon or low-alloy steels operated at ambient temperatures down to -40°C. Electrodes OZS-18 and OZS-25 do not allow the tool to be fed vertically from top to bottom.
- Russian industry offers products of the OZS-29 brand, characterized by increased cold resistance of the seam (up to -60°C), used for welding metal structures working in the open air in the conditions of the Far North.
- TMU-21A for welding pipelines with direct current.
- TsU-5 with a diameter of 2.5 mm for joining heat-resistant steels (temperatures up to 400°C).
Electrode E50A
For a long time, e50a electrodes have been reliable assistants to welders in their difficult work. These electrodes are also very useful in various types of welding. They are suitable for welding both low-alloy and high-alloy carbon steels. The main characteristics of E50a electrodes are that the mechanical properties of the metals and the welded joint change, for example, after welding, the metal resists tearing, elongation, toughness and bending angle. According to GOST 9467-75, e50a electrodes correspond to the minimum temporary tensile strength of a metal structure.
Also, the seam, which is applied with E50a welding electrodes, is subject to increased requirements for impact strength and relative elongation of the metal product. Like many other types of electrodes, e50a are also widely used in all sectors of construction and manufacturing. They are very suitable for welding short seams, welding joints with poor assembly and seams of irregular profile. They are also used for overlap and fillet welds. They have also found great use in welding in all welding spaces. They are also ideal for metal surfacing.
The type of electrode coating e50a is the main one. Designed for welding pipelines, nuclear and thermal power plants, as well as for work at low temperatures. Also, a characteristic feature of E50a electrodes is their high thermal stability. Welding joints deposited with E50a can be used at temperatures up to 400 degrees Celsius.
The seams made with E50a electrodes have a low hydrogen content, which means that such a product has high resistance to cracking . Before welding, E50a electrodes must be pierced, because preliminary calcination will give the future product strength. Calcination of e50a occurs at temperatures from 350 to 1400 degrees Celsius, for 1 to 2 hours.
It is noteworthy that welding with E50a electrodes brings the welder joy and pleasure from work , because carrying out any welding work with these electrodes is simple and, most importantly, reliable. Many professional welders continue to speak positively about the E50a electrodes and many Internet forums continue to be filled with reviews that once again prove the combination of price and quality in just one E50a electrode.
The purchase of electrodes is also an important component at the beginning of a successfully completed job .
There is a danger that you may be disappointed in the e50a electrodes due to an unsuccessful purchase or a deal with a scammer. Therefore, you need to be very careful when choosing a seller. However, there are honest sellers on the Internet who cooperate with high-quality manufacturing plants that supply products worthy of your attention. You can contact such factories through the top menu item “Contacts”. Electrodes Visweld Electrodes lb52u Electrodes for rails
Peculiarities
So, you already understand that all electrodes of the E50A type are similar, despite the different names. And the welding result will be approximately the same. But you still have to take into account some features inherent in each individual brand.
For example, the OZS-28 grade can be used for welding in any spatial position. And all other grades cannot be used when welding vertically from top to bottom. Some electrodes can be used only on alternating current, and often - only on direct current (for example, brands OZS-25, UONI 13 55, TMU-21U, OZS-18). Also, all electrodes of the E50A type must be welded using a short arc. This is not easy for a beginner because the seam is difficult to see and the stability of the arc is not very high under such conditions. Therefore, before performing important work, practice on an unnecessary piece of metal. Only start welding when you are confident that you can do the job well.
General information
E50A are electrical conductors for welding metal structures of special reliability, which are made of tool steel, which contains a low concentration of impurities.
The resulting seams are used in work at low and high temperatures. These seams have high ductility, which is well felt during mechanical shocks.
This type of electrode is typically used in the shipbuilding and nuclear industries.
Decoding the abbreviation
The abbreviation E50A means:
- E – tool code indicating that it belongs to the category of electrodes for manual arc welding;
- 50 – minimum tensile strength of the seam, indicated in kg/mm² (the parameter is used when calculating loads on a welded structure);
- A – designation of the increased value of ductility and toughness of the metal deposited along the joint line of the parts.
E50A electrodes are used for manual arc welding.
general information
E50a electrodes are intended for welding particularly critical metal structures made of carbon steel with a low content of alloying elements in the composition. The resulting seams are designed for use in conditions of high and low temperatures. The compounds are plastic and viscous. This characteristic is especially evident during mechanical shocks. Most often, electrodes of this type are used in shipbuilding, as well as in the nuclear industry.
Decoding
E50A is not just a set of numbers and letters. This is a name with information encrypted in it.
The letter “E” indicates that this type of electrode is intended for manual arc welding with coated electrodes. The numbers 5 and 0 are the tensile strength value. Using this number, you can calculate the loads that the seam can withstand. And this is extremely important when welding load-bearing structures. For example, farms. The letter “A” indicates that the finished seam will have increased ductility and viscosity.
Electrode brands
Type E50A includes brands TMU-50, MTG-02, MTG-01K, TsU-5, OZS-18, ANO-TM, TsU-5M, DSK-50U, TMU-21U, OZS-25, E-138/50N .. These are commonly used brands. In fact, there are many more of them.
These brands are domestically produced and have similar characteristics. Each brand is based on either Sv-08 or Sv-08A wire. In most cases, the coverage is basic. Therefore, the chemical composition of all these brands is similar. Choose the one that suits your price and that you can easily buy at your nearest store.
These electrodes have different names but have relatively the same composition. This is due to manufacturers who develop their brands and name them in accordance with their classification principles. But. Despite the differences in name, the chemical composition remains the same. So the result will be approximately the same, no matter which brand you choose.