Electrodes for MMA welding are consumables, without which it is impossible to carry out welding work. The electrode is a metal rod onto which a special coating material was applied during the manufacturing process. The electrode coating is designed to protect the weld pool from the negative effects of oxygen, and its main manufacturing component is the charge, which contains various mineral elements.
Most often, information regarding the composition of the charge cannot be seen on the electrode markings. However, as for the diameter and some other characteristics, manufacturers most often indicate them on the packaging. In some cases, in order to calculate the required number of electrodes for welding, you need to know how many of them are in the pack. There is no this information on the packaging, so you can get it from this website article about welding.
Characteristics
Domestic rod analogues of OK-46 SEOK-46, E46 are certified by the National Academy of Compliance Control (NAKS) . Used for welding carbon steels, including those with galvanic coating with a layer of zinc.
The main technical parameters are identical:
- Welding without spatial restrictions.
- Use of direct and alternating current (AC/DC) sources.
- Arc burning is stable.
- Spattering is moderate.
- The seam is not prone to fatigue deformation.
- Initial ignition, repeat after arc interruption without difficulty.
- Convenient for working with thin-walled structures, making short seams and tacks.
- Tolerant of insufficient metal cleaning and slight rust deposits.
- Available in Ø 1.6–5 mm.
- Size range 300–450 mm.
- Suitable for welding wide gaps.
- The no-load current of 50 A allows the use of household sources with voltage fluctuations.
- The inclination of the electrode is allowed within 350.
- Porosity only appears when the welder makes mistakes in selecting the current or ignoring drying.
- The vulnerability of rutile coating to dampness requires calcination at 1000 C.
- Easy slag removal.
- The rod is made of low-carbon steel SV-08, which has become a limitation in welding alloy steels.
An analogue of the OK-46 electrode for an equivalent replacement is OZS 12 . The quality of the connecting seam is lower for OZS 6. Group ANO 4 (6; 29M; 23), MR-3 for critical connections of pipelines and loaded structures have a number of limitations.
Rutile coating is technologically advanced. Coagulation of titanates in the upper layer of the weld pool accelerates the increase in slag viscosity. Magnesium and calcium bicarbonates and aluminosilicates bind silicon and oxygen, causing hot cracking and a decrease in impact strength.
Technical characteristics and welding features of different brands of the same type of electrode do not coincide.
Table for selecting operating current for electrodes E46 GOST 9467 75
| Rod Ø, mm | Average current value, A at seam position | Long size, mm | ||
| Horizontal | Vertical | Ceiling | ||
| 1,6–2 | 40–75 | 40–60 | 50–75 | 300 |
| 2,5 | 60–100 | 60–90 | 60–100 | 350 |
| 3 | 80–150 | 80–130 | 80–170 | 350 |
| 4 | 100–200 | 100–200 | 90–200 | 450 |
| 5 | 120–250 | 140–250 | 140–270 | 450 |
Characteristics of OK 46 electrodes
ESAB OK 46.00 electrodes are distinguished by good welding performance. They have a dense coating and maintain a stable arc during operation, which helps protect the weld pool from interaction with atmospheric chemical elements. The electrodes ignite equally well under normal conditions, at low current, and when re-igniting the arc when part of the rod has already been used.
OK 46 electrodes are “democratic” in terms of placement of the weld in space: horizontal, vertical or ceiling in the hands of a specialist turn out equally well. They are capable of welding even on painted surfaces or in very narrow spaces. They are excellent for applying installation tacks, forming cosmetic or root seams. The product has proven itself to be excellent in cases where periodic arc breaks are inevitable.
The most important features of OK 46 electrodes:
- used in welding galvanized metal with other types of galvanic coatings;
- perfectly connects thin-walled workpieces;
- easy to set on fire both at the beginning of work and again;
- due to low heat input, they are an excellent tool for filling wide gaps;
- can be used to form a vertical seam in the top-to-bottom direction;
- low sensitivity to edge contamination, which reduces the requirements for preliminary surface preparation.
The manufacturer recommends fusing the metal in small sections. If it is necessary to apply a long suture, break it into several sections.
Electrodes OZS-12 and OK-46, what is the difference?
OZS 12 forms a connection of high quality parts at low currents. With rods Ø 2–3 mm, reliable welding is carried out with the transformer connected to a 220 V household network. Many indicators of OZS 12 and E46 are the same:
- There are no restrictions on the spatial position of the seam.
- The use of direct and alternating current (AC/DC) sources is allowed.
- Polarity limitation, straight only.
- Low demands on the cleanliness of cutting.
- Resistance of the deposited metal to fatigue deformation, which contributes to the durability of the connections.
- The coating helps protect the seam, the slag crust is uneven, and individual fragments are difficult to remove.
- The suture surface tends to be concave.
- Long-term transfer of static loads.
- Uniformity and stability of maintaining arc combustion.
- Recommended for pipe and T-joints.
- No tendency to crack.
- Re-ignition without sticking.
OZS 12, in comparison with welding electrodes OK-46, requires calcination with a temperature increase of 50% . The quality of the seam increases when welding with a long arc. Up to 60% of the electrode weight goes to waste and slag formation.
The coating has an atypical increased moisture absorption in the rutile family. Large inclusions tend to get baked in, and manual cleaning of the seam is labor-intensive.
Number of electrodes depending on diameter
Taking into account the overall dimensions of the box and restrictions on the weight of the package, the number of rods corresponds to the following tabular data:
| Diameter, mm | Length, m | Weight, g | Quantity per pack, pcs. | Total package weight, kg |
| 3 | 350 | 26,5 | 95 | 3 |
| 4 | 450 | 60 | 82 | 5 |
| 5 | 450 | 95 | 52 | 5 |
E46A, technical specifications
E46A provide a weld with increased ductility and toughness due to a decrease in the proportion of sulfur and phosphorus in the rod (S and P in the range of 0.04–0.045%). Designed to operate under variable loads, including dynamic and low temperatures. Low-alloy steels with a carbon content of up to 2%, such as 15HSND, 14G2, are welded. Heat loads above 2000 are not desirable.
Analogs similar in weld quality: OMNIA-46, OK 48.00, OK Femax 38.95, Pipeweld 6010. Type E46A includes the following brands:
- With cellulose-rutile coating – SE-46-00, SZSM 46.00;
- With the main coating of the rod and the creation of an alkaline environment in the weld pool (neutralization of hydrogen against cracking) - ANO-8, UONI-13/45A, UONI-13/55K;
- With the inclusion of iron powder VN48U and ITS-1.
The decoding of the alphanumeric indication informs about the basic technical data in accordance with GOST 9467-75:
- E – electrode with external coating for manual electric arc welding;
- 46 – value of temporary tensile strength in kg per mm2;
- A – ductility and impact strength are designed for variable loads.
Welding process requirements include holding a short arc as a measure to eliminate porosity and lack of fusion . Calcination of electrodes for an hour at 3000 C before use.
Preference is given to direct current of reverse polarity. The requirements for surface cleanliness, especially regarding scale and rust, are high. Increasing the concentration of iron powder in the coating reduces the carbon content of the surfacing and the tendency to cracking.
Technical parameters and characteristics
The OK-46 multifunctional electrode with excellent welding and technological properties has a dense coating and a stable arc, due to which the weld pool is protected from the influence of external factors. It ignites well even at low current at the beginning of operation and when re-igniting when the coating is already burnt or the end is melted.
Figure 1 - Welding result
OK-46 electrodes are universal in terms of the spatial position of the weld. They even cook in tight spaces and over painted surfaces. Suitable for making assembly tacks, applying short and root welds. They have proven themselves well in case of periodic arc breaks.
Key Features:
- used for welding galvanized products and other galvanic coatings;
- weld thin-walled parts well;
- easy ignition, including re-ignition;
- due to low heat input, they are well suited for filling large gaps;
- it is possible to apply a seam in a vertical position in the direction of descent;
- lack of sensitivity to dirt and rust makes edge preparation easier.
It is recommended to deposit metal in short sections, and break long-length seams into small sections.
E50A
The scope of application has been expanded in comparison with OK-46A . In addition to pipeline and sea transport, products and structures with significant dynamic loads at low temperatures are included, including nuclear industry facilities.
Type E50A includes a number of interchangeable brands of Russian manufacturers based on Sv-08A welding wire: OZS-18, OZS-25, E-138/50N, ANO-TM, DSK-50U, TMU-21U, TMU-50, MTG-02, MTG-01K, TsU-5, TsU-5M. The coating is predominantly alkaline-basic.
The chemical composition of the overlay weld is identical. But the scope of application is different. Given the harsh operating conditions, universalization is impractical. The size of the coating layer and the variability of chemical components influence the process technology and are related to the purpose of the brand.
Foreign and domestic analogues suitable for replacing E50 electrodes, electrode brand: SE-08-00 (RF), OK 48.04 (Sweden), OK 53.70 (ESAB), Fox EV 50 (Germany), Phoenix K50 R (Germany), Garant (Germany) ), LB-52U (Japan).
The German brand Fox EV 50 compares favorably with its indifference to humidity due to water-repellent additives. TMU-21U is used primarily by oil and gas producers on Arctic pipelines.
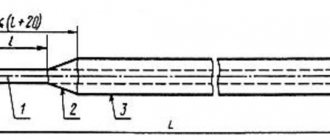
Description
Electrodes OK-46 according to GOST 9467-75 are produced with a diameter of 1.6;
2; 2.5; 3; 4 and 5 mm. For small sections ∅1.6 and 2 mm, the length is 300 mm, for the rest - 350 and 450 mm. The rods are made from welding steel wire SV-08 or SV-08A with rutile coating. Standard work productivity is 1.4 kg/hour. This is exactly the number of electrodes required to deposit 1 kg of metal. For calcination, you will need a mode of 70–90 °C and a heating duration of 1 hour.
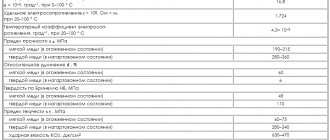
Figure 2 - Technical parameters
The OK-46 designation indicates that the electrode is intended for manual arc welding. The finished connection can withstand a load of 46 kg/mm².
The properties of the finished weld determine the reliability of the future metal structure and the possibility of operation under the given conditions. These parameters depend on the chemical composition of the electrodes and the progress of the welding process. It is based on the technical characteristics and type of work performed that welders select electrodes.
The chemical composition of the deposited metal is characterized by the content of the following elements: C=0.08%, Si=0.3%, Mn=0.4%.
Mechanical properties of the seam:
- tensile strength – 510 MPa;
- yield strength – 400 MPa;
- tensile strength – 510 N/mm²;
- impact strength at temperatures -20...0 °C is 33–70 J/cm²;
- the yield of deposited metal in relative terms is 96%.
Features and Limitations
The breaking load of the seam is determined to be 500 MPa with an additional margin of safety . At the same time, technological features introduce restrictions into the practice of application: for domestic brands of this type, only OZS-28 is available in a circular seam with a vertical descent from top to bottom. For others this is unacceptable.
UONI-13/55T, OZS-28, OZS-33 operate on welding machines with direct and alternating currents. Large group: UONI-13/55, UONI-13/55G, OZS-18, OZS-25, OZS-29, TMU-21U - are adapted exclusively for the use of direct current of reverse polarity.
The protective functions of alkaline coatings are based on the reaction of carbonates CaCO3, MgCO3 releasing carbon monoxide CO, which, as a reducing agent, absorbs oxygen, turning into carbon dioxide. Carbon dioxide gas protection is retained until the solidifying slag sets.
For electrodes of the E50A type, a short arc is generally recommended . An hour-long drying of the coating is considered mandatory. Use is limited to 3–4 days. Wet electrodes burn unstably. Triple calcination is the limit. Heat treatment destroys the coating.
The criterion for selecting externally coated arc electrodes for welding structural alloys should take into account network capabilities and personal skill. OZS-12 are considered easy to ignite and operate, while UONI 13/55 requires an experienced hand, especially during intermittent actions.