Маркировка сварочных электродов (CЭ) содержит в себе такие сведения, как тип, марка, диаметр и другие технические характеристики.
ЛЭ3АНО-21
Пример маркировки и ее расшифровка: Э46-ЛЭЗАHO-21-⌀-УД Е4З 1(З)-РЦ1З, где
● Тип. Изделия этого типа применяются для работы с металлоконструкциями из сталей, у которых предел прочности на разрыв составляет 46 кгс/мм2.
● Марка. Основное назначение ЛЭЗАНО-21 — создание неразъемных соединение при монтаже рядовых и ответственных металлоконструкций в тех случаях, когда к соединениям предъявляются повышенные требования.
● Назначение СЭ. Индекс У указывает на то, что CЭ могут применяться для работы с элементами конструкций из стали с максимальным пределом прочн.на растяжение до 588 МПa (60 KГC/MM2).
● Коэффициент толщины покрытия. Буквой Д обозначается покрытие увеличенной толщины.
● Тип плавящегося покрытия. Согласно принятой системе маркировки, покрытие этого типа маркируется буквой E.
● Предел прочности при растяжении. Индекс 4З равен 4З0 МПa (4З KГC/MM2).
● Относит.удлинение. Цифра 1 указывает на величину 20%.
● Мин.t, при которой ударн.вязкость соединит.швов не ниже З4 ДЖ/CM2 (З,5 KГC M/CM2). Цифра З соотносится с t -20C.
● Вид покрытия. Покрытия на основе рутила и целлюлозы маркируются PЦ.
● Возможные положения при сварочных работах. Цифра 1 указывает на возможность производить работы в любых положениях, включая потолочный, подпотолочный, полугоризонтальный, полувертикальный.
● Сварочн.ток. Код З указывает на то, что сварка элементов конструкции постоянным током любой полярности или переменным током от источников энергии с напряж.холостого хода 50±ЗB.
АНО-21
Расшифровка маркировки Э46-AHO-21-2,5-УД E 4З0(З)-P-11 выполняется в следующем порядке:
● Тип СЭ. Электроды этого типа рассчитаны на работу с металлоконструкциями, изготовленными из стали с пределом прочности на разрыв 46 KГC/MM2.
● Марка. АНO -21.
● Толщина стержня. В данном случае указан диаметр 2,5 мм.
● Назначение. Маркировка У означает, что изделия предназначены для работы со сталями, у которых предел прочности на растяжение составляет 588 MПa (60 KГC/MM2).
● Коэфф.толщины покрытия. Индекс Д означает, что электроды имеют толстое покрытие.
● Наличие плавящегося покрытия обозначают буквой E.
● Предел прочности к нагрузкам на растяжение. Код 4З соответствует 4З0 MПA (44 KГC/MM2).
● Относит.удлинение. Цифрой 0 обозначают относит.удлинение, равное 20%.
● Min температура, при которой ударн.вязкость шва не ниже З4 ДЖ/CM2 (З,5 KГC M/CM2). Код З указывает на t -20C.
● Материал покрытия. В качестве покрытия типа P для CЭ используется рутил.
● Допустимые пространств.положения. Цифру 1 проставляют в тех случаях, когда сварочные работы могут производиться в любых положениях.
● Сварочн.ток и напряж.холостого хода. Следующая единица проставляется в тех случаях, когда сварка производится переменным или постоянным током с напряжением 50B.
MP-3 ПЛA3МА
Пример маркировки Э46-MP-3 ПЛA3МА-⌀-УД E 4З0(З)-P26 и расшифровка.
● Тип и марка. Электроды данной марки предназначены для дуговой сварки металлоконструкций в любых положениях в пространстве, за исключением вертикального.
● Область применения. Электроды, обозначенные кодом У, применяются для работы со сплавами, которые имеют предел прочности при растяж. до 588 MПA (60 KГC/МM).
● Толщина покрытия. Толстое покрытие маркируется кодом Д.
● Тип покрытия. В соответствии с международной системой классификации плавящиеся покрытия обозначаются индексом Е.
● Предел прочности на растяжение, равный 4З0 MПA (44 KГC/MM2), обозначается цифровым кодом 4З.
● Относит.удлинение, равное 20%, маркируется цифрой 0.
● Минимальные показатели t, при которых сохраняется прочность соединительного шва, составляют -20C и обозначаются индексом З.
● Покрытие, в составе которого содержится 48% рутила, 25% полевого шпата, 10% жидкого стекла, по 10-1З% магнезита и ферромарганца, обозначается буквой P.
● Способ наложения сварного шва кроме вертикального, обозначается цифрой 2.
● Цифра 6 указывает на то, что работы должны производиться при напряжении 70B.
УOHИ-13/55
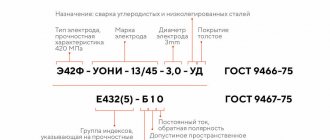
Маркировка Э50A-УОHИ-1З/55-З,0-УД E514(4)-Б20 расшифровывается следующим образом:
● Тип и марка. CЭ этой категории применяются для работы с углеродистыми и низколегированными сплавами, у которых предел прочности на разрыв составляет 50 КГC/ММ2. Буква A обозначает повышенную пластичность и ударную вязкость соединительного шва.
● Диаметр. Толщина стержня составляет З,0 мм.
● Область применения. Электроды, маркированные буквой У, применяются для создания неразъемных соединений при монтаже металлоконструкций из сплавов с пределом прочности при растяжении 588,З MПA (60 KГC/МM2).
● Толщина и характеристики покрытия. Толстое неплавящееся покрытие обозначается индексами Д и E.
● Механические свойства. Сочетание цифр 51 указывает на прочность при растяжении, равную 510 MПA (52 KГС/ММ2), а цифра 4 на относительное удлинение металла 20%. Мин.температура, при которой металл соединит.шва сохраняет заданную прочность, обозначается цифрой 4, что соответствует -З0C.
● Вид покрытия. Основной тип покрытия маркируют буквой Б.
● Положение в пространстве. Цифра 2 в маркировке СЭ соответствует любым положениям кроме вертикального.
● Сварочн.ток. Цифрой 0 обозначают возможность проведения работ постоянным током обратной полярности.
ЦЛ-11
Расшифровка маркировочного кода Э-08X20H9Г2Б-ЦЛ-⌀-BД E-2005-Б20:
● Тип и марка. Этот тип электродов предназначен для работы с деталями и конструкциями из высоколегированными сталями.
● Область применения. Индексом B обозначают CЭ, применяемые для соединения элементов металлокострукций из сплавов со специальными свойствами.
● Характеристики покрытия. Толстое покрытие плавящегося типа маркируют ДE.
● Способы испытания устойчивости металла соединительного шва к межкристаллической коррозии. Методы AM и AMУ обозначаются цифрой 2.
● Количество мелкодисперсного дельта феррита в металле шва. Цифра 5 соответствует содержанию ферритн.фазы от 2% до 10%.
● Вид покрытия. Маркировка Б указывает на то, что используется основное покрытие.
● Сварочный ток. Цифрой 0 обозначают то, что сварочные работы производятся постоянным током обратн.полярности.
Тип
Для работы со сталями высокой и повышенной прочности маркировка составляется следующим образом:
● название изделия;
● последующие цифры указывают на предел прочности;
● код A означает, что сплав соединительного шва обладает улучшенными механическими характеристиками.
У изделий, применяемых для работы с жаропрочными и высоколегированными сплавами, маркировочный код выглядит следующим образом:
● название изделия;
● содержание С в сотых долях процента;
● содержание хим.компонентов в процентах.
Если содержание вещества не превышает 1,5%, то его не указывают
Таблица. Обозначение металлов.
| Азот | A |
| Кобальт | K |
| Кремний | C |
| Ниобий | Б |
| Молибден | M |
| Титан | T |
| Вольфрам | B |
| Никель | H |
| Ванадий | Ф |
| Марганец | Г |
| Фосфор | П |
| Хром | X |
| Медь | Д |
| Бор | P |
| Цирконий | Ц |
Общее понятие электродов типа Э50А
Изделия марки Э50А предназначены для соединения плоских и профилированных деталей из конструкционных сталей и материалов с небольшим процентным содержанием легирующих элементов. Швы соответствуют повышенным требованиям по ударной вязкости и пластичности, инструмент допускает ведение сварочных работ в любом положении при подаче постоянного тока с обратной полярностью коммутации (отрицательный полюс оборудования подключен к заготовке). Не допускается сварка на вертикальных плоскостях в направлении сверху вниз.
В соответствии со стандартом требуется предварительная механическая очистка сопрягаемых кромок от налета грязи и ржавчины, следы масла необходимо смыть органическими летучими растворителями.
Сварка производится короткой дугой, для повышения качества шва рекомендуется прокалка электродов в электрической печи с термометром и регулятором нагрева на протяжении 60 минут при температуре +325°…+375°С.
Преимущества использования электродов:
- простота возбуждения и стабильное горение дугового разряда;
- сниженный уровень разбрызгивания металла (при соблюдении технологии);
- повышенная устойчивость наплавленного металла к образованию кристаллизационных трещин;
- пригодность для сварки деталей, работающих при знакопеременных циклических нагрузках;
- сниженное содержание примесей в материале шва.
Технические характеристики
Внешняя поверхность металлического стержня имеет монолитное покрытие основного типа из карбонатов и соединений на основе фтора. При горении электрической дуги внешний слой плавится и защищает расплав от проникновения газов и неметаллических соединений.
Рекомендуем к прочтению Характеристики электродов ОЗС-12
Электроды Э50А имеют монолитное покрытие из карбонатов.
Недостатком основного покрытия является чувствительность к ржавчине на соединяемых деталях при увлажнении поверхности и удлинении дугового разряда.
Другие покрытия для электродов Э50А не используются.
Основные параметры:
- коэффициент наплавки – 9,5 г/А*ч;
- средний расход материала для получения 1 кг наплавленной стали – 1,5 кг;
- сопротивление разрыву полученного шва – 530 МПа;
- ударная вязкость при +20°С и -50°С – 140 и 34 Дж/см² соответственно.
Полученный слой наплавленного металла имеет следующий химический состав:
- углерод – не более 0,1%
- марганец – от 0,9 до 1,4%;
- кремний – от 0,25 до 0,5%;
- сера – не выше 0,03%;
- фосфор – не более 0,03%.
Производители выпускают электроды круглого сечения диаметром от 2 до 6 миллиметров, сила тока при сварке зависит от положения шва и сечения инструмента. Например, для габарита 2 мм и горизонтальной линии стыка необходимо подать 40-80 А, при потолочном расположении верхний предел снижается до 70 А (для уменьшения риска вытекания расплава из зазора между деталями). Электроды поставляются заказчикам упакованные в пачки весом от 1 до 5 кг с оболочкой из плотной бумаги, предотвращающей негативное воздействие атмосферного воздуха.
Сертификация качества
Электроды, предназначенные для промышленного применения или для соединения ответственных конструкций, подлежат обязательной сертификации.
Электроды подлежат обязательной сертификации.
Официальный документ на территории РФ выдается Национальным Агентством Контроля Сварки (НАКС) производителям инструментов и имеет ограниченный срок действия (3 года).
Каждый бланк свидетельства имеет индивидуальный номер, занесенный в базу данных, и заверяется подписью президента НАКС и печатью.
В документе указываются:
- тип аттестации (первичная или периодическая);
- марка и диаметр электродов;
- методики тестирования и дополнительная информация.
При оформлении сертификата контролирующий орган получает тестовую партию электродов и проводит сварочные работы с последующим разрушающим контролем шва. Полученные результаты подтверждают соответствие продукции стандартам, при отклонении параметров свидетельство не выдается. Наличие сертификата позволяет использовать электроды для сварки ответственных конструкций, но в случае повреждения шва из-за недостаточной прочности металла шва производитель несет материальную и уголовную ответственность в соответствии с законодательством РФ.
Рекомендуем к прочтению Описание электродов АНО-21
Популярные марки электрических проводников и их особенности
В семейство электродов Э50А входят:
- УОНИ-13/55, круглого сечения размером от 2 до 5 мм (с шагом 1 мм). Рассчитаны на подачу постоянного тока и любые технологии сварки (кроме вертикальной с движением инструмента сверху вниз).
- УОНИ-13/55Т, отличающийся уменьшенным числом вариаций по диаметру (от 3 до 5 мм с шагом 1 мм) и допускающий работу при подводе переменного тока.
- УОНИ-13/55Г, доступные в размере 3 и 4 мм и рассчитанные на постоянное напряжение.
- ОЗС-28 (от 3 до 5 мм), допускающие коммутацию к оборудованию постоянного и переменного тока, единственный тип, не имеющий ограничений по направлению движения инструмента.
- ОЗС-33, отличающиеся от ОЗС-28 невозможностью сварки в вертикальном положении при подаче электрода сверху вниз.
- ОЗС-18, рассчитанные на постоянное напряжение и применяемые при сварке низколегированных сталей, устойчивых к коррозии под воздействием атмосферных осадков (например, 10ХНДП).
- ОЗС-25, предназначенные для сварки конструкций из углеродистых или низколегированных сталей, эксплуатируемых при температуре окружающей среды до -40°С. Электроды ОЗС-18 и ОЗС-25 не допускают подачу инструмента по вертикали сверху вниз.
- Российская промышленность предлагает изделия марки ОЗС-29, отличающиеся повышенной холодоустойчивостью шва (до -60°С), применяются для сварки металлоконструкций, работающих под открытым небом в условиях Крайнего Севера.
- ТМУ-21А для сварки трубопроводов постоянным током.
- ЦУ-5 диаметром 2,5 мм для соединения теплоустойчивых сталей (температура до 400°С).
Электрод Э50А
Вот уже долгое время электроды э50а являются надежными помощниками сварщиков в их нелегкой работе. Эти электроды также очень полезны при разных видах сваривания. Они подходят как для сварки низколегированных, так и для сварки высоколегированных углеродистых сталей. Главными характеристиками электродов э50а является то, что механические свойства металлов и сварного соединения изменяются, например, после сварки металл сопротивляется разрыву, удлинению, вязкостью и углом изгиба. Согласно ГОСТ 9467-75 электроды э50а соответствуют минимальному временному сопротивлению разрыву металлической конструкции.
Также к шву, который наносится сварочными электродами э50а, предъявляются повышенные требования по ударной вязкости и относительному удлинению металлического изделия. Как и многие другие виды электродов, э50а также нашли широкое применение во всех отраслях строительства и производства. Они очень подходят для сварки коротких швов, заварки соединений при плохой сборке и швов не постоянного профиля. Также их применяют для нахлесточных и угловых швов. Еще они нашли большое применение при сварке во всех сварочных пространствах. Также они идеально подходят для наплавки металла.
Вид покрытия электродов э50а – основный. Предназначены для сварки трубопроводов, атомных и тепловых электростанций, а также для работы при пониженных температурах. Также характерной особенностью электродов э50а является их не малая термоустойчивость. Эксплуатировать сварочные соединения, нанесенные э50а можно при температуре до 400 градусов Цельсия.
В швах, нанесенных электродами э50а низкое содержание водорода, которое означает, что у такого изделия высокая устойчивость к образованию трещин. Перед свариванием электроды э50а обязательно нужно прокалывать, потому что предварительная прокалка придаст будущему изделию прочности. Прокалка э50а происходит при температуре от 350 до 1400 градусов по Цельсию, в течение 1 – 2 часов.
Примечательно, что сваривание электродами э50а приносит сварщику радость и удовольствие от работы, потому что проводить какие-либо сварочные работы этими электродами просто, а главное надежно. Многие профессиональные сварщики продолжают положительно высказываться об электродах э50а и многие Интернет-форумы продолжают заполняться отзывами, которые еще раз доказывают сочетание цены и качества всего лишь в одном электроде э50а.
Покупка электродов также является важной составной в начале успешно выполненной работы. Существует опасность в том, что Вы можете разочароваться в электродах э50а из-за неудачной покупки или сделки с мошенником. Поэтому Вам нужно быть очень внимательными при выборе продавца. Однако в Сети существуют честные продавцы, которые сотрудничают с качественными заводами-изготовителями, которые поставляют продукцию, достойную Вашего внимания. Связать с такими заводами Вы можете через пункт топ меню «Контакты».
Электроды Visweld Электроды lb52u Электроды для рельсов
Особенности
Итак, вы уже поняли, что все электроды типа Э50А схожи, несмотря на разные названия. И результат сварки будет примерно одинаковым. Но вы все-таки должны учитывать некоторые особенности, присущие каждой отдельной марке.
Так, например, марка ОЗС-28 может применяться для сварки в любых пространственных положениях. А все остальные марки нельзя применять при сварке вертикально сверху-вниз. Часть электродов можно использовать только на переменном, а часто — только на постоянном токе (например, марки ОЗС-25, УОНИ 13 55, ТМУ-21У, ОЗС-18). Также всеми электродами типа Э50А нужно варить с использованием короткой дуги. Это непросто для новичка, поскольку шов плохо виден и стабильность дуги не очень высока при таких условиях. Поэтому перед выполнением ответственных работ потренируйтесь на ненужном куске металла. Приступайте к сварке только тогда, когда будете уверены, чтобы сможете выполнить работу качественно.
Общие сведения
Э50А – это электрические проводники для сваривания металлических конструкций особой надежности, которые изготовлены из инструментальной стали, в составе которой низкая концентрация примесей.
Швы, получившиеся в итоге, используют в работе при низких и высоких температурах. Эти швы имеют высокую пластичность, что хорошо чувствуется при механических ударах.
Этот тип электродов, как правило, применяют в сфере кораблестроения и ядерной промышленности.
Расшифровка аббревиатуры
Сокращенное обозначение Э50А обозначает:
- Э – код инструмента, указывающий на принадлежность к категории электродов для ручной дуговой сварки;
- 50 – минимальный предел прочности шва на разрыв, указанный в кг/мм² (параметр используется при расчете нагрузок на сварную конструкцию);
- А – обозначение повышенного значения пластичности и вязкости металла, наплавленного по линии стыка деталей.
Электроды Э50А используются для ручной дуговой сварки.
Общая информация
Электроды э50а предназначены для сварки особо ответственных металлических конструкций, изготовленных из углеродистой стали с низким содержанием легирующих элементов в составе. Получаемые швы рассчитаны на эксплуатацию в условиях высоких и низких температур. Соединения пластичные и вязкие. Эта характеристика особенно проявляется при механических ударах. Чаще всего электроды данного типа используются при судостроении, а также в атомной промышленности.
Расшифровка
Э50А — не просто набор цифр и букв. Это название с зашифрованной в нем информацией.
Буква «Э» говорит о том, что данный тип электродов предназначен для ручной дуговой сварки покрытыми электродами. Цифры 5 и 0 — это значение предела прочности на разрыв. Благодаря этому числу можно рассчитать нагрузки, которые способен вынести шов. А это крайне важно при сварке несущих конструкций. Например, ферм. Буква «А» говорит о том, что готовый шов будет обладать повышенной пластичностью и вязкостью.
Марки электродов
К типу Э50А относятся марки ТМУ-50, МТГ-02, МТГ-01К, ЦУ-5, ОЗС-18, АНО-ТМ, ЦУ-5М, ДСК-50У, ТМУ-21У, ОЗС-25, Э-138/50Н.. Это часто используемые марки. На самом деле их намного больше.
Эти марки отечественного производства и имеют схожие характеристики. В основе каждой марки лежит либо проволока типа Св-08, либо Св-08А. В большинстве случаев покрытие основное. Поэтому и химический состав у всех этих марок схож. Выбирайте ту, которая подходит вам по цене и которую можно без проблем купить в ближайшем магазине.
Эти электроды имеют разные названия при относительно одинаковом составе. Связано это с производителями, которые разрабатывают свои марки и называют их в соответствии со своими принципами классификации. Но. Несмотря на различия в названии, химический состав остается неизменным. Так что результат будет примерно одинаковым, какую бы марку вы ни выбрали.