Один из самых востребованных материалов, применяемых для сварки низколегированных и углеродистых сталей, – электроды УОНИ-13/55. Марка была разработана еще в 1940 году, и с тех эта электродная продукция широко применялась на промышленных объектах в СССР, а сегодня повсеместно используется в России. Основное назначение – сварка ответственных и особо ответственных конструкций, которые могут эксплуатироваться при высоких знакопеременных нагрузках (от летних до очень низких зимних температур).
Как расшифровывается маркировка электродов УОНИ 13
Электроды для дуговой сварки УОНИ-13/55 были созданы специалистами лаборатории секретного в то время Научно-исследовательского института №13. Отсюда – характерная для УОНИ-13/55 расшифровка:
- У – универсальный (электрод);
- О – основной тип покрытия;
- Н – научно-исследовательский;
- И – институт;
- 13 – номер института.
Учреждение, основанное еще в 1922 году в Петрограде, успешно работает и сегодня. Современное название – ФГУП «Центральный научно-исследовательский институт материалов».
Особенности применения
Каждый из элементов плавления имеет свою нишу применения, электроды УОНИ используются при следующих параметрах:
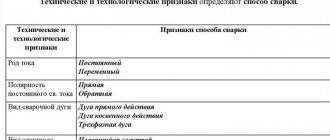
- Процесс сварки происходит с применением тока обратной полярности, процесс требуется ГОСТом.
- Шов исключает наличие газов и излишних примесей, путем использования специального покрытия из фтористых образований, различных карбонатов.
- Металл стержня применяется из составов низко углеродистой стали, которая способствует надежности шва.
- Благодаря органическим соединениям сварочные электроды УОНИ 13/55 имеют низкую подверженность влаги.
- Конструкция, выполненная из низколегированных материалов позволяет избежать трещин и неровностей в процессе сварки.
Сварка при помощи электродов УОНИ
Шов не подвергается старению, потере крепежных свойств при воздействиях температуры. Сварка электродами УОНИ должна исключать использование плохо зачищенных материалов, так как может быть подвержена коррозии в последующем времени. Процесс происходит с короткой дугой, что позволяет избежать потери качества соединения. Основным преимуществом перед конкурентами является результат с необходимой концентрацией водорода, устойчивым к появлению микротрещин соединению.
Химический состав материалов и технология использования может меняться в зависимости от производителя. Перед приобретением необходимо поинтересоваться о соответствие требованиям и нормативам по ГОСТ, либо наличие свидетельства аттестации материалов сварочных.
Применение сварки электродами в строительстве
Процедура прокалки сварочных электродов УОНИ 13/55
Для уменьшения концентрации влаги, других ненужных соединений в обмазке – прокалка путем содержания в индукционной печи. Каждый производитель электродов УОНИ 13/55 прикладывает к упаковке инструкцию по применению и прокалке материалов. Пренебрегать инструкциям категорически запрещено, так как в результате производится некачественное соединение.
Принцип сварки электродами
В ситуациях, когда инструкция не приложена, либо испорчена, необходимо следовать основной последовательностью шагов при прокаливании:
- Процедура производится непосредственно перед применением в процессе сварки. Данные действия необходимы для качественного результата, надежного шва и стабильного горения дуги сварочной.
- Максимальное действие прокалки – 8 часов, если по истечению заданного периода материалы не использовались, процедура повторяется заново.
- Время прокалки не должно превышать четыре часа, а допустимое количество прокаливаний одного и того же электрода УОНИ – 3 раза.
- В процессе используется печь, разогретая до 250-280 градусов, для равномерного результата используют специальные формы, только тогда элементы плавления эффективно прокаливаются.
Условия хранения
Получение качественного результата зависит от продолжительности, условий хранения материалов. Хранение происходит в помещениях с относительной влажностью до 50%, не взаимодействуя с прямыми солнечными лучами, температура воздуха не менее 12 градусов. При соблюдении всех правил, стандартов и условий хранения ГОСТ 9466-75, срок годности материалов может быть неограничен.
Скачать ГОСТ 9466-75
Хранение электродов
Основные особенности электродов УОНИ-13/55
В соответствии с требованиями ГОСТ 2246-70 электроды производят из сварочной проволоки марки Св-08А (углеродистая сталь). Покрытие относится к основному типу. Поскольку в его составе – фторид кальция, другие фтористые соединения, а также карбиды, его также называют фтористо-кальциевым.
Электроды для сварки УОНИ-13/55 носят и другое название – низководородные. Они обеспечивают крайне низкое содержание водорода в металле наплавляемого шва. Возможности появления в таком соединении межкристаллитных трещин сведены к минимуму.
Металл характеризуется высокой пластичностью и ударной вязкостью. Показатель временного сопротивления разрыву также высок – он составляет 530 МПа. Благодаря этим характеристикам сварные конструкции могут десятилетиями эксплуатироваться при низких температурах, в том числе – в северных широтах.
Прокалка электродов
В каждой упаковке должен быть сертификат качества и инструкция, подробно расписывающая процедуру прокалки. Если не соблюдать предписания, то ухудшится как качество сварных изделий, так и качественные характеристики получившегося шва. Процедуру прокаливания нужно проводить перед применением таких устройств. Если же их не использовали в течение 8 часов, то прокалку повторяют снова. Один и тот же электрод необходимо обрабатывать не более 3 раз, а количество времени суммарно не должно быть выше 4 часов.
Для высокого качества прокалки необходимо такие устройства сначала помещать в специальные коробки и только затем — в печи. Диапазон рабочей температуры печей для прокалки составляет от 200 до 300 градусов. Только соблюдение указанных условий позволит сделать работу сварочных изделий долгой и не допускать образования разнообразных дефектов при прокалке.
Мы рассмотрели электроды УОНИ 13/55. Важной особенностью их применения является прокалка. Она позволит сварочному электроду проработать достаточно долгое время и избежать проблем с различными дефектами. При покупке таких устройств необходимо наличие сертификатов, указывающих на соответствие нормативам стандартов и технических условий. Внимательно относитесь к электродам — и они прослужат длительное время. Удачи при приобретении сварочных устройств!
Электроды для сварки УОНИ-13/55 – технические характеристики
Расходный материал этой марки обеспечивает достаточно высокий коэффициент наплавки – он достигает 9,5 г/А•ч. В числе других показателей:
- производительность наплавки для стержня диаметром 4 мм составляет 1,4 кг/ч;
- на 1 кг наплавленного металла расходуется в среднем 1,7 кг электродов;
- предел текучести металла шва – 420 Мпа;
- показатель относительного удлинения – 22%.
Ударная вязкость металла составляет: при t +20 °С – 130 Дж/см²; при t -40 °С – 80 Дж/см²; при -60 °С – 50 Дж/см².
Расшифровка обозначения
Буква «Э» свидетельствует о том, что электроды Э50А рассчитаны на использование для ручной дуговой сварки.
Число «50» — это предел прочности на разрыв в кгс/мм2. Зная это значение нетрудно вычислить нагрузки, которые соединение может выдержать, что важно для конструкций ответственного назначения.
Буква «А» означает, что металл полученного шва будет обладать повышенными свойствами по пластичности и ударной вязкости. В обозначении электродов всегда присутствует конкретный размер диаметра.
Особенности сварки электродами УОНИ-13/55
Пористое основное покрытие имеет свойство хорошо впитывать влагу из воздуха, поэтому перед сваркой стержни необходимо прокалить в электропечи при t 250 °С в течение часа. Среди других особенностей:
- поверхность кромок соединяемых деталей должна быть чистой и сухой, недопустимы следы окалины или ржавчины;
- для сварки электродами УОНИ-13/55 используется только постоянный ток, полярность – обратная;
- допустимы любые положения сварного шва, кроме вертикального на спуск;
Электродуга может быть короткой или средней, изделия большой толщины, как правило, варят на короткой дуге.
Особенности использования
Имеются некоторые нюансы, связанные с применением подобных устройств при сварке. Рассмотрим некоторые из них:
- Для сваривания требуется применять ток обратной полярности;
- Покрытие особое, состоит из карбонатов и фтористых образований, благодаря чему швы не имеют газов и прочих вредных примесей;
- Низкоуглеродистая сталь способствует значительной долговечности шва;
- Отсутствие органических соединений препятствует образованию влаги на устройствах;
- При изготовлении электродов полностью исключается образование различных неровностей, трещин и прочих дефектов.
В результате получается крепкий шов, не подвергающийся старению и потере свойств при изменении температурных режимов. Необходимо контролировать чистоту соединений, ибо появление ржавчины или масел ведет к образованию пор, и соединение в итоге получится плохим.
Преимущества электродов для сварки УОНИ-13/55
- Фториды и карбонаты обмазки обеспечивают легкое зажигание дуги и ее устойчивое горение.
- Благодаря этим элементам сварная ванна надежно защищена от азота и кислорода. Электроды отлично подходят для работы в открытом пространстве, в полевых условиях.
- Потери металла при его разбрызгивании или выгорании частично компенсируются за счет железного порошка, который также присутствует в покрытии. Отсюда – более низкий (до 15%) расход стержней в сравнении со многими аналогами.
- Металл получаемого шва, как уже было сказано, имеет отличные показатели по ударной вязкости и пластичности, содержит минимум водорода.
Характеристики
Электроды этого типа обладают повышенными прочностными характеристиками. Покрытие внутренних стержней позволяет противодействовать окислению и присутствию в металле шва инородных примесей, оказывающих вредное воздействие.
К преимуществам использования относится:
- Стабильность горения дуги и простота ее возбуждения.
- Небольшое разбрызгивание металла при сварке.
- Устойчивость металла шва к образованию трещин.
- Возможность работать при разных нагрузках.
- Сниженное содержание в металле шва посторонних примесей.
Однако, имеется ограничение по применению. Такими электродами не сваривают изделия из нержавеющей стали. Сварку необходимо осуществлять на короткой дуге. Ее удлинение приведет к значительному ухудшению результата и возникновению трудностей при сварочном процессе.
Выставляемая сила тока находится в зависимости от пространственного положения и значения диаметра электрода. Разные модели имеют небольшие различия, которые следует учитывать. Так, например, электроды марки ОЗС-28 из этой серии, можно применять во всех положениях, а другие виды исключают движение электрода вниз из верхнего положения. Необходимо также отслеживать, какой вид тока рекомендуется при использовании конкретной марки.
Применение УОНИ-13/55
Материал повсеместно используется при создании мостовых конструкций, что подтверждает его аттестация со стороны НАКС по такой группе объектов, как КСМ. Также применяется при монтаже, нефте- и газопроводов, герметизации трубных соединений.
Другая область использования – строительство: соединение монтажных элементов, арматурных стержней, используемых для производства ЖБИ. Еще одно назначение электродов – ремонтная наплавка. Они позволяют устранить трещины при прорыве труб или резервуаров.