Современный рынок предлагает широкий выбор различной продукции для сварки – от сварочных аппаратов различной конструкции и принципа работы до расходников. Подобный ассортимент обоснован, прежде всего, стремлением сделать результат работ максимально качественным независимо от используемых материалов и условий работы специалиста.
Сварочные электроды УОНИ среди всего этого разнообразия выделяются огромным спросом, так как используются в наиболее частом методе работы – ручной дуговой сварке.
Электроды марки УОНИ-13/45 – особенности
Основное назначение материала – сварка деталей из низко- или среднеуглеродистой стали при монтаже особо ответственных конструкций. Благодаря этим электродам получают шов с повышенной пластичностью и ударной вязкостью. Созданные конструкции могут десятилетиями эксплуатироваться в условиях низких температур. Типичный пример – трубопроводы, прокладываемые в северных широтах России.
Высокая пластичность и ударная вязкость металла шва обеспечиваются благодаря основному покрытию стержня:
- в составе обмазки присутствует фторид кальция (CaF2);
- в процессе сварки вредный для металла водород связывается с фтором в летучее соединение и испаряется с поверхности металла.
Таким образом, количество водорода в металле сводится к минимуму. Благодаря этому в нем исключены горячие трещины, а риски появления холодных (из-за диффузии водорода) также практически сведены к нулю. Благодаря этим же свойствам шов не растрескивается в сероводородной среде. Это позволяет использовать трубы не просто в северных климатических зонах, но и на участках, где присутствуют месторождения с высоким содержанием сероводорода (нефтяные и газовые).
УОНИ-13/45 (НАКС, РРР, РС) 5 мм (6 кг) Ток — постоянный обратной полярности
172,68 руб. ? с НДС за 1 кг.
УОНИ-13/45 (НАКС, РРР, РС) 5 мм (1 кг) Ток — постоянный обратной полярности
190,68 руб. ? с НДС за 1 кг.
УОНИ-13/45 (НАКС, РРР, РС) 4 мм (6 кг) Ток — постоянный обратной полярности
172,68 руб. ? с НДС за 1 кг.
УОНИ-13/45 (НАКС, РРР, РС) 4 мм (1 кг) Ток — постоянный обратной полярности
190,68 руб. ? с НДС за 1 кг.
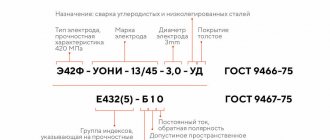
Как читать маркировку
Пример обозначения: Э50А-УОНИ-13/55 СМ-4,0-УД ГОСТ 9467-60.
Запись расшифровывается следующим образом:
- Э — электрод для дуговой сварки.
- 50 — временное сопротивление шва разрыву составляет 50 кгс/кв. мм.
- А — место соединения обладает пластичностью и ударной вязкостью.
- УОНИ — марка, унаследованная от названия разработанного в 1940 г. покрытия «УОНИ-13». Аббревиатура означает «универсальная обмазка научного института №13».
- 13/55 — разновидность изделия.
- СМ-4,0 — изготовлен из сварочной проволоки диаметром 4 мм.
- У — предназначен для соединения заготовок из углеродистой стали.
- Д — толстый слой обмазки.
Вместо «У» в маркировке могут присутствовать следующие литеры:
- Л — легированная сталь.
- Т — термостойкая.
- В — высоколегированная.
- Н — предназначен для ремонтов методом наплавки.
Вместо «Д» могут стоять такие буквы:
- С — средняя по толщине обмазка.
- М — тонкая.
В ГОСТ 9466-75 данный электрод называется «УОНИИ» (универсальная обмазка научно-исследовательского института). В проектной и прочей документации нужно указывать такую аббревиатуру.
УОНИ-13/45 – характеристики
Стандарт, в соответствии с которым выпускаются электроды УОНИ-13/45 – ГОСТ 9467–75. Материал стержней – сталь марок СВ08А и СВ08.
- Электроды имеют основное (фтористо-кальциевое) покрытие.
- Временное сопротивление разрыву – 460 МПа.
- Предел текучести – 350 МПа.
- Коэффициент наплавки – 9,5 г/А·ч.
- Производительность наплавки – 1,3 кг/ч (для d 3 мм).
- Расход электродов на 1 кг наплавленного металла – 1,6 кг.
- Род используемого при сварке тока – постоянный обратной полярности.
- Пространственное положение сварки – любое за исключением вертикального на спуск.
- Изделия изготавливаются диаметром 2, 2,5, 3, 4, 5 мм.
Типичный химический состав наплавленного металла: C – 0,09%, Mn – 0,57%, Si – 0,25%, S – 0,014%, P – 0,017%.
Общая информация
Электроды для сварки марки УОНИ — это отличный выбор для тех, кому важно высокое качество швов при ручной дуговой сварке. Любой профессионал скажет вам, что для выполнения по-настоящему качественного и эстетичного шва с применением технологии РДС нужно очень много практиковаться и подбирать правильные электроды. Марка УОНИ отлично подходит для этих целей.
Какие есть особенности у данной марки? Во-первых, для работы с такими электродами необходимо установить обратную полярность и использовать постоянный ток. При этом совершенно неважно, при каких температурах проходит сварка, это не имеет значения.
Во-вторых, электроды УОНИ все-таки предназначены для практикующих сварщиков. Если вы новичок, то вряд и сможете с первого (и даже с пятого) раза выполнить качественный шов. Это нужно учитывать заранее и трезво оценивать свои навыки.
Электроды УОНИ выпускаются с различным диаметром. Самые популярные диаметры — 3 мм и 4 мм. С помощью таких электродов можно сварить большинство деталей.
Основные преимущества УОНИ-13/45
- Легкое начальное и повторное зажигание.
- Устойчивое горение электродуги.
- Высокая глубина проплавления, что позволяет варить толстостенные детали.
- Малое количество разбрызгиваемого металла.
- Легкое отделение шлаковой корки.
- Крайне низкое содержание водорода в металле шва.
- Высокая стойкость металла к появлению кристаллизационных трещин.
- Сравнительно невысокий расход стержней.
УОНИ-13/45 (НАКС, РРР, РС) 3 мм (4.5 кг) Ток — постоянный обратной полярности
176,64 руб. ? с НДС за 1 кг.
УОНИ-13/45 (НАКС, РРР, РС) 3 мм (1 кг) Ток — постоянный обратной полярности
194,64 руб. ? с НДС за 1 кг.
УОНИ-13/45 (НАКС, РРР, РС) 2.5 мм (4.5 кг) Ток — постоянный обратной полярности
209,64 руб. ? с НДС за 1 кг.
УОНИ-13/45 (НАКС, РРР, РС) 2.5 мм (1 кг) Ток — постоянный обратной полярности
227,64 руб. ? с НДС за 1 кг.
Расшифровка, что означает маркировка
Аббревиатура «УОНИ 13» расшифровывается как «универсальная обмазка научного института номер 13» (в советское время многим предприятиям присваивались по соображениям секретности названия в виде цифрового набора).
На разновидность указывает цифра после дроби, например, УОНИ 13/55, УОНИ 13/65 и т.п. Здесь « 55» и «65» обозначают прочностные характеристики сварочного шва конкретного электрода УОНИ.
Упаковка с расходниками УОНИ 13/45 имеет надпись следующего вида:
Э42А – УОНИ – 13/45 – 2,0 – УД/Е412(4) – Б20.
Расшифровку большинства обозначений можно найти в ГОСТ 9466-75.
Особенности использования
Перед сваркой электроды необходимо прокалить в течение часа при температуре 350°С. В числе других особенностей:
- Сварка выполняется на воздухе или в хорошо проветриваемых помещениях. Это обусловлено выделением вредных для здоровья летучих фтористых соединений.
- Поверхности свариваемых деталей должны быть очищены от окалины, грязи, следов ржавчины, влага должна быть удалена.
- Удлинять дугу не рекомендуется – это нарушает стабильность ее горения и может вызвать образование пор в металле.
Использование для сварки переменного тока возможно, но также не рекомендуется из-за рисков неустойчивого горения электродуги.
Что такое переменный ток в сварке
Плохо это или хорошо, какой ток лучше? Переменный или постоянный? Однозначного ответа вам не даст никто.
Классификация сварки.
Для начала лучше разобраться с особенностями процессов при переменном токе, они следующие:
- Поведение дуги оставляет желать лучшего: при переменном напряжении она самая нестабильная.
- Сварочный шов не самого высокого качества из-за отклонения от оси сварочной дуги.
- Если дуга гаснет, то возобновить ее горение можно только при повышении напряжения.
- Металл разбрызгивается в значительной степени.
При всех этих сложностях оборудование, необходимое для сварки переменным током, является простым и недорогим. Это, прежде всего, трансформаторы – аппараты, которые по-прежнему весьма популярны среди мастеров сварки.
Казалось бы, что электроды для переменного тока должны постепенно терять свою актуальность: ведь на рынке появилось множество выпрямителей – недорогие и с удобными для работы небольшими габаритами. Тем не менее, эти расходники по-прежнему востребованы на многих производствах и в кустарных мастерских.
Большая часть марок универсальна, что также чрезвычайно устраивает отечественных сварщиков старшего поколения.
Если разобраться, лучшие расходники для «переменки» имеют и показывают очень серьезные производственные плюсы. Прежде всего это касается получаемой электрической дуги: это ее стойкость и легкий поджиг. Еще одной особенностью таких электродов является низкий уровень разбрызгивания металлов во время сварки.
Сварочный трансформатор
Диаметр электродов и толщина стали. Для осуществления сварки с помощью трансформатора необходимые следующие обязательные элементы конструкции:
- Обмотки первичная и вторичная. Первичная – из специального изолированного провода, на вторичной обмотке изоляции нет.
- Магнитный провод.
- Винт для контроля положения двух обмоток и изменения расстояния между ними.
- Защитный корпус для всего агрегата.
- Рукоятка винта, ходовая гайка.
- Вентилятор и другие элементы в зависимости от модели трансформатора.
Несмотря на то, что многие профессионалы сварки расценивают трансформаторы как оборудование «уходящего поколения», на рынке они представлены в виде широкой линейки моделей самого разного значения и для кошельков любой толщины.
Трансформаторы различаются по следующим критериям:
- габаритам и весу;
- силе тока на выходе;
- уровню напряжения на выходе при холостом ходе;
- объему потребляемого электричества;
Сварочный генератор
Маркировки электродов. Устройство генератора включает в себя обязательные конструкционные элементы:
- Важнейшая часть – преобразователь состоит из электрогенерирующего элемента с двигателем переменного напряжения. Они обеспечивают изменение показателей тока.
- Приводной двигатель внутреннего сгорания.
- Индикатор для мониторинга и фиксации силы тока.
- Переключатели режимов.
- Специальный прерыватель цепи.
- Регуляторы силы тока и поведения электрической дуги.
- Клеммы для подключения кабелей и выходы ан 230В.
Такого рода генераторы выпускаются в двух вариантах:
- Коллекторные генераторы.
- Вентильные генераторы.
Главными преимуществами газового генератора в сравнении с другими аппаратами для сварки являются:
- Компактность и, следовательно, высокая мобильность.
- Удобство, относительная дешевизна, бесшумность.
- Широкая функциональность и высокая надежность.
- Достаточно высокие технические характеристики.
Области применения
Помимо трубопроводов, используемых в нефтяной, газовой, химической промышленности, электроды этой марки широко применяются для производства:
- строительных конструкций;
- транспортного оборудования (в том числе для перевозки опасных грузов);
- подъемной техники;
- оборудования для предприятий металлургии.
Также с их помощью изготавливаются котлы и котельное оборудование, техника для нефтедобывающей отрасли.
Электроды УОНИ-13/45 представлены в каталоге МЭЗ. Это собственная продукция Магнитогорского электродного завода. Высокое качество изделий подтверждено несколькими документами, в том числе сертификатом Национального агентства контроля сварки, свидетельством об одобрении Российского речного регистра. На упаковке производителем указаны все необходимые основные параметры сварки. Доставка товара осуществляется во все регионы России.
Популярные разновидности
Выпускают расходники рассматриваемого типа в большом диапазоне диаметров (от 2 до 5 миллиметров). Самыми востребованными в модельном ряду являются электроды УОНИ 13 55 3мм и 4мм. При этом выделяют четыре разновидности изделия, которые имеют профильное назначение и свою специфику применения.
- 13/45 – разработаны для создания высокоответственных металлоконструкций из заготовок низко/среднеуглеродистой стали. Также их используют для ремонта литых и кованых изделий и устранения дефектов. В сердечнике этих электродов имеется молибден и никель, которые обеспечивают шву необходимую ударную вязкость и пластичность.
- 13/55 – ориентированы на сварку конструктивных элементов из низко/высокоуглеродистых сталей. Обмазка подобных моделей содержит фосфор, серу, кремний и марганец, что гарантирует отменное качество сварного соединения. Применяются в производственных цехах. Изделия требовательны к состоянию деталей (грязи, ржавчине и влаге на их поверхности).
- 13/65 – применяются в тех же случаях, что и аналоги 13/55. Используют данные электроды для получения шва повышенного качества, но цена таких УОНИ за кг заметно выше. Поэтому применяют подобные расходники только при создании особо ответственных металлоконструкций и изделий.
- 13/85 – самые дорогие сварочные электроды из модельного ряда УОНИ. Они активно применяются в процессе формирования конструкций из деталей, созданных из легированных сталей.