Абразивные инструменты отличаются разными параметрами, один из которых – зернистость шлифовальных кругов. Этот показатель непосредственно влияет на качество обработанной поверхности, производительность механической обработки и количество материала, снимаемого наждачным кругом за один проход.
Зернистость – это размер кристалла абразивного вещества в микронах. Если размер обычных тел определяется несколькими параметрами (длина, ширина, высота), то в случае с абразивными зернами речь идет только о ширине. В качестве такого вещества может выступать электрокорунд, карбида кремния, алмаз и другие материалы, обладающие высокой твердостью. Механическое воздействие этих частиц на обрабатываемую поверхность позволяет изменять шероховатость поверхности удалять загрязнения.
Классификация абразивных кругов
Классифицируются диски на такие типы:
- с выточкой (ПВ – для круглой шлифовки);
- двухсторонние конические (ПВДК);
- прямого профиля (ПП – универсальный круг);
- с конической односторонней либо двухсторонней выточкой;
- кольцевые (К – подходят для плоского шлифования);
- тарельчатые (Т);
- чашечные конические или цилиндрические;
- с двусторонним коническим профилем (2П: область применения – резьбошлифование, шлицешлифование, зубошлифование).
Сколько стоит точильный камень
Стоить точильный камень может и 116 рублей, и несколько тысяч – все зависит от нескольких параметров:
- материал изготовления;
- производитель;
- зернистость поверхности.
Средняя цена точильного камня, где соотношение цены/качества можно назвать оптимальным – 3-6 тысяч рублей.
Маркировка шлифовальных кругов
Шлифовальные круги могут различаться по геометрической форме, виду абразивного материала, а также типу связки, зернистости круга, твердости и т.д. При выборе шлифкруга твердость и структура могут иметь большой вес, нежели вид абразива.
Согласно различными редакциями ГОСТов, маркировка кругов имеет различные параметры обозначений. Практически каждый производитель по-разному маркирует свои круги.
Так, полная маркировка разновидностей шлифовальных кругов содержит:
- тип круга;
- шлифовальный материал;
- размеры диска;
- степень твердости;
- размер зерна;
- структуру;
- связующее вещество;
- максимальную скорость вращения;
- класс точности;
- класс неуравновешенности.
Камни для ножеточки
Для ножеточек на кухне используются керамические, алмазные камни. Они отличаются мелкой зернистостью и поэтому не могут качественно наточить режущую поверхность – обычно такие кухонные приспособления используются для быстрой правки лезвия.
Срок эксплуатации таких ножеточек низкий, абразивное напыление на них тонкое. Некоторые производители выпускают приспособление с тремя камнями – крупной зернистости, средней и мелкой, что дает возможность повышать уровень заточки кухонных ножей.
Тип абразивного материала
К наиболее популярным и распространенным материалам, используемых при изготовлении шлифкругов, относят:
- Электрокорунд. При покупке такого круга можно увидеть белые, титановые, хромистые и циркониевые варианты. Основным используемым диском служит белый электрокорунд, который обладает высокой самозатачиваемостью. В работе с ним можно добиться более ровной и гладкой поверхности.
- Карбид кремния. Различают черного и зеленого тона, отличается данный круг структурой и степенью хрупкости – он тверже и прочнее, нежели первый вышеописанный вид. Область применения – работа с твердыми сплавами, фарфором и мрамором.
- Эльбор. Этот вид шлифовального круга имеет наиболее твердый абразивный материал и высокую теплостойкость. Эльбор могут использовать для заточки режущих инструментов и других деталей, способных деформироваться от тепла, а также для работ с твердыми металлами.
- Алмаз. Еще один твердый вид абразивных кругов. Его применяют в работе с твердыми материалами, стеклом и керамическими поверхностями. Самозатачивается, но кубонит и эльбор имеют большую теплостойкость, не уступая при этом в прочности.
Независимо от типа абразивного материала, все круги характеризуются по параметрам прочности, износостойкости и термостойкости, однако при выборе следует учитывать главный параметр – твердость. Характеристика твердости прописана в нормах ГОСТа 2424 и вычисляется по специальным таблицам.
К примеру, тип шлифовального материала круга 25A F180 K 7 V – белый корунд. Существуют и другие типы известных абразивов:
- нормальные электрокорунды (13-16А);
- белые (23-25А);
- хромистые (33 и 34А);
- титанистый только один (37А);
- циркониевый тоже один (38А);
- монокорунды (43-45А);
- черный карбид кремния (53 и 54С);
- зеленый карбид кремния (62-64С).
Виды шлифкругов
Согласно непрофессиональной классификации шлифовальных кругов выделяют следующие разновидности:
- Диски на липучке
изготавливаются из шлифовальной шкурки на велкро-основе, которая крепится на опору при помощи самоклеящейся подложки. Такой материал считается расходным и применяется в деревообработке, металлообработке, при ремонте и строительстве. Шлифовальный круг на липучке устанавливается на болгарку или эксцентриковую шлифовальную машинку, а также на дрель ручной работы. Он маркируется различным цветом, обозначающим зернистость. К примеру, коричневый подходит для дерева и металла, синий – для нержавейки, а черным можно обрабатывать минералы. - Лепестковый шлифкруг
выполнен в форме веера, обладает хорошей эластичностью и легко адаптируется под любую поверхность. Используется в основном для шлифовки труб, фасонины, изделий из дерева. - Фибровый шлифовальный круг
– это оснастка болгарки для обработки поверхностей из черных и цветных металлов, стали. Применяется для зачистки сварочных швов и удаления брызг. Фибровая основа для таких дисков изготовлена путем обработки целлюлозы. - Алмазный шлифкруг
используется для чистовой шлифовки твердосплавных материалов, стекла, керамики, драгоценных и поделочных камней. Алмазный диск отличается оптимальным балансом хрупкости и прочности, имеет большой рабочий запас.
Маркировка зернистости шлифовальных кругов
При маркировке шлифовальных кругов производители указывают только его ширину (МКМ или F с числовым показателем величины зерна). Размер зерна не только показывает износостойкость абразива, но также играет важную роль при шлифовке той или иной поверхности.
Размер зернистости круга влияет на качество и чистоту обработки поверхности. Учитывайте материал, с которым работаете. Чтобы получить максимально чистую поверхность, следует купить круг с самым маленьким показателем зернистости. Однако человек, работающий с таким кругом, должен понимать, что он быстро засаливается, часто происходит прижог обрабатываемого материала.
Согласно ГОСТу от 1980 г., для измерения зернистости кругов используют единицы, равные 10 мкм. В современном варианте ГОСТа Р 52381-2005 круги маркируются буквой F с определенной цифрой (при увеличении числа степень зернистости понижается).
Например, номер зернистости по старому ГОСТу (М40-М5) и по новому (F280, F320, F360, F400-F600, F800). Для расшифровки: такой диск применяют при окончательной доводке и хонинговании деталей с точностью 3-5 мкм и менее, а также суперфинишировании. Или размер 40, 32 по старому ГОСТу и F40, F46 по новому: круги с такой зернистостью применяются для предварительной и окончательной шлифовки деталей с шероховатостью поверхностей 7-9 классов чистоты, а также для заточки режущих инструментов.
Какой точильный камень выбрать для кухонных ножей
Для кухонных ножей лучше выбирать водный точильный камень – они «работают» быстрее и позволяют править режущую поверхность без смены инструмента до получения нужного результата. Но нужно помнить, что некоторые материалы ножей могут при контакте с водой ржаветь, что безнадежно испортит кухонный инструмент. В таком случае лучше использовать масляные точильные камни – заточка протекает долго, но она всегда качественная, а лезвие ножей не ржавеет.
Что касается уровня зернистости точильного камня, то для кухонных ножей достаточно показателя в 1500 грит, потому что 240 грит – это слишком грубая абразивная поверхность, которая сильно истончает лезвие ножа.
Размер абразивных дисков
Маркировка абразивных кругов по размеру пишется так: DхТхН (где D – наружный диаметр, Т – высота, Н является диаметром отверстия). Параметр D может достигать максимального размера в 1100 мм, значение Н может быть до 305 мм, а параметр Т варьируется от 0,18 мм до 250 мм.
Типы эльборовых и алмазных дисков подробнее описаны в ГОСТе 24747-90. Маркировка формы подобных шлифкругов состоит из трех или четырех символов, обозначающих форму сечения корпуса и слоя, его расположения на круге, а также предоставляют информацию о конструктивных особенностях корпуса.
Например, 150x16x32 – размер абразивного круга 25А электрокорунда белого.
Памятка при выборе абразивных кругов:
- При выборе диаметра круга следует учесть число оборотов шпинделя и возможность обеспечить оптимальную скорость.
- Чем больше диаметр, тем меньше удельный износ круга. На рабочей поверхности небольших кругов расположено меньшее количество зерен. Так, в работе они изнашиваются неравномерно.
- При выборе алмазного круга следует учитывать ширину алмазоносного слоя. При неправильном использовании на поверхности круга могут появиться уступы.
Круги лепестковые с отверстием (насадные) КЛ и с оправкой КЛО
Должны соответствовать требованиям ГОСТ 22775-77 или внутренних ТУ предприятий изготовителей.
Для кругов КЛ установлены следующие типоразмеры и допустимые отклонения, в мм:
| Наружный диаметр D | Высота, Н ± 1 | Диаметр посадочного отверстия d+ 0,5 | ||
| Номин. | Пред. откл. | |||
| 100 | ± 2 | 25; 30; 40; 50 | 32; 40; 44,5 | |
| 120 | ||||
| 150 | 25; 30; 40; 50; 75 | |||
| 165 | ||||
| 175 | ||||
| 200 | ||||
| 250 | ± 3 | 50; 75; 100; 125; 140 | 44,5; 50; 75 | |
| 300 | 44,5; 50; 75 | |||
| 350 | 44,5; 50; 75; 127 | |||
| 400 | ± 4 | 50; 75; 100; 125; 140 | 75; 127; 203 | |
| 450 | 75; 127; 203 | |||
| 500 | 75; 127; 203 | |||
По согласованию с потребителем допускается изготовление
кругов с другими размерами по чертежам
Для кругов КЛО установлены следующие типоразмеры и допустимые отклонения, в мм:
| Наружный диаметр D | Высота, Н ± 1 | Длинна оправки, L ± 3 | Диаметр посадочного отверстия d ± 0,1 | |
| Номин. | Пред. откл. | |||
| 30 | ± 1 | 10;15; 20 | 30; 40 | 3; 6 |
| 40 | 15; 20 | 6 | ||
| 50 | 20; 30 | |||
| 60 | 15; 20; 30; 40 | |||
| 80 | 30; 40; 50 | |||
Структура и показатель твердости
Плотность структуры кругов для шлифовки обозначается процентным соотношением объема зерен абразива в единице объема круга. Чем больше абразива, тем плотнее будет структура шлифовального круга.
Если осуществлять заточку инструмента, круг с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации и быстрее охлаждается.
Зачастую специалисты используют диски средней твердости, однако все зависит от вида выполняемых работ, обрабатываемого покрытия и самого инструмента.
Какие бывают номера структур и объемы абразива в шлифовальном круге:
- к плотным структурам относят единицы измерения от 1 до 4;
- к средней плотности относятся цифры 5-8;
- к открытым – от 9 до 12;
- высокопористая структура наблюдается у кругов с показателями 13, 14>.
Однако не путайте показатели твердости круга с показателями твердости абразива. Согласно ГОСТ 2424, твердость шлифовального круга различают по заглавной букве.
По ГОСТу Р 52587-2006 существуют такие обозначения:
- очень мягкие – буквы F и G;
- к мягким кругам – H, I, J;
- к средней мягкости относят маркировку K, L;
- средние – это M, N;
- круги средней твердости имеют в обозначении буквы O, P, Q;
- твердые обозначаются как R и S;
- очень твердые – T, U;
- к чрезвычайно твердым относят V, W, X, Y, Z.
Какую твердость шлифкруга выбрать? Это зависит от многих параметров – особенностей обрабатываемого материала или поверхности, физических свойств, конечно, мощности шлифовальной машинки. Если необходимо выдержать точную форму обрабатываемого материала, следует приобрести круг с высокой степенью твердости. Мягкие же применяются для предотвращения трещин и прижогов, также при шлифовке без дополнительного жидкостно-смазочного охлаждения поверхности.
К примеру, возьмем тот же шлифовальный круг 25A, у которого класс твердости K, а структура 7. Это означает, что этот диск относится к среднемягким и имеет среднюю структуру абразива.
Камень для правки водных камней
При эксплуатации водных камней на их поверхности образуются неровности, что ухудшает качество заточки ножей и другого режущего инструмента, править их можно:
- наждачной бумагой;
- порошком карбида кремния;
- песком;
- алмазным бруском.
Но проще и быстрее править точильный инструмент специальными камнями – синтетическими водными с диагональными пропилами по поверхности одинаковой глубины. Они могут быть ручными и настольными. В первом случае правка проводится камнем с пропилами, во втором поврежденный точильный камень шлифуется/правится на зафиксированном.
Самые популярные камни для правки водных камней:
| Название | Описание | Фото |
| Настольный камень из серии Large NANIWA Flattening Stone for Sharpening Stones (Truing Stone) | Имеет одинаковую зернистость (24 грит), изготавливается из карбида кремния. | |
| Настольные камни из серии JUUMA Flattening Stones | Изготавливаются из оксида алюминия, являются серией из четырех камней разной зернистости. Примечательно, что они способны править даже друг друга. | |
| Ручные камни Suehiro | Имеют среднюю зернистость (200 грит), предназначены для правки синтетических водных камней, корректируют и не выраженные неровности, и глубокие «ямки», борозды. |
Тип связки
Связка является показателем скрепления между собой абразивных зерен. Современные круги для шлифовки имеют три вида связок:
- V (керамическая, ранее маркировалась буквой К);
- B (бакелитовая, ранее известная как Б4 и БУ);
- R (вулканитовая, раньше обозначалась буквой В).
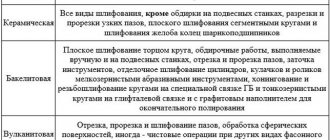
Круги с керамической маркировкой имеют смешанные и измельченные в различных пропорциях материалы, такие как кварц, песок, глину и т.п. Такие круги достаточно высокопрочные. Однако применять их при силовом шлифовании металла не следует.
Бакелитовые или круги из искусственной смолы высокоэластичны и термостойки. Часто бакелит смешивают с упрочняющими элементами, например, с графитом.
Вулканическая связка состоит в основном из каучука, применяют такие круги в отдельных отраслях обработки.
На примере шлифовального круга 25A F180 K 7 V рассмотрим тип связки, где обозначение V относит данный диск к керамической связке.
КЛО 80х20х6 14А Р60 2 F 40 м/с ГОСТ 22775
Для справки. На этикетке, должна быть нанесена следующая маркировка:предприятие-изготовителя; страна-изготовитель; условное обозначение круга; дата изготовления (месяц и год);знаки безопасности «»; синяя полоса безопасности для предельной рабочей скорости 50 м/с; предельная частота вращения круга в мин-1; знак «Недопустимо использовать для мокрого шлифования»; обозначение стандарта, устанавливающего требования безопасности;
Лепестковые круги диаметрами D ⩽ 100 мм допускается не маркировать.