Концентрация алмазов в алмазных кругах
Важной характеристикой алмазных кругов, которая определяет режущую способность и производительность, является концентрация алмаза в алмазоносном слое. Промышленность выпускает стандартные пропорции: 25%, 50%, 100% (при 100%-ной концентрации содержится 0,878 мг алмазного зерна в 1 кубическом мм алмазоносного слоя).
Характерной особенностью алмазного круга является то, что работа алмазоносного слоя происходит не за счет полного износа зерен, а вследствие выпадания их из круга.
Как определиться со значением зернистости?
Несколько стандартов определения зернистости делают установление этой величины не самым простым занятием. Чтобы упростить задачу, была разработана специальная таблица зернистости шлифовальных кругов. В ней приводится обозначение зернистости по ГОСТ 3647-80, а также по ГОСТ 9206-80 (для алмазной крошки) и средний размер абразивных частиц в микронах. Благодаря этому покупатели могут без труда подобрать зернистость шлифовального круга с различным типом маркировки изделия.
Таблица соотношений зернистости шлифовальных кругов
| Обозначение по ГОСТ 3647-80 | Обозначение по ГОСТ 9206-80 (алмазные порошки) | Размер, мкм | FEPA | |
| Обозначение для абразивных материалов, исключая материалы на гибкой основе | Средний размер, мкм | |||
| F 4 | 4890 | |||
| F 5 | 4125 | |||
| F 6 | 3460 | |||
| F 7 | 2900 | |||
| 200 | 2500/2000 | 2500-2000 | F 8 | 2460 |
| F 10 | 2085 | |||
| 160 | 2000/1600 | 2000-1600 | F 12 | 1765 |
| 125 | 1600/1250 | 1600-1250 | F 14 | 1470 |
| 100 | 1250/1000 | 1250-1000 | F 16 | 1230 |
| F 20 | 1040 | |||
| 80 | 1000/800 | 1000-800 | F 22 | 885 |
| 63 | 800/630 | 800-630 | F 24 | 745 |
| 50 | 630/500 | 630-500 | F 30 | 625 |
| F 36 | 525 | |||
| 40 | 500/400 | 500-400 | F 40 | 438 |
| 32 | 400/315 | 400-315 | F 46 | 370 |
| 25 | 315/250 | 315-250 | F 54 | 310 |
| F 60 | 260 | |||
| 20 | 250/200 | 250-200 | F 70 | 218 |
| 16 | 200/160 | 200-160 | F 80 | 185 |
| 12 | 160/125 | 160-125 | F 90 | 154 |
| F 100 | 129 | |||
| 10 | 125/100 | 125-100 | F 120 | 109 |
| 8 | 100/80 | 100-80 | F 150 | 82 |
| 6 | 80/63 | 80-63 | F 180 | 69 |
| 5, М63 | 63/50 | 63-50 | F 220 | 58 |
| F 230 | 53 | |||
| 4, М50 | 50/40 | 50-40 | F 240 | 44,5 |
| М40 | 40/28 | 40-28 | F 280 | 36,5 |
| F 320 | 29,2 | |||
| М28 | 28/20 | 28-20 | F 360 | 22,8 |
| М20 | 20/14 | 20-14 | F 400 | 17,3 |
| М14 | 14/10 | 14-10 | F 500 | 12,8 |
| М7 | 10/7 | 10-7 | F 600 | 9,3 |
| М5 | 7/5 | 7-5 | F 800 | 6,5 |
| М3 | 5/3 | 5-3 | F 1000 | 4,5 |
| 3/2 | 3-2 | F 1200 | 3,0 | |
| 2/1 | 2-1 | F 1500 | 2,0 | |
| F 2000 | 1,2 | |||
| 1/0 | 1 и < | |||
| 1/0,5 | 1-0,5 | |||
| 0,5/0,1 | 0,5-0,1 | |||
| 0,5/0 | 0,5 и < | |||
| 0,3/0 | 0,3 и < | |||
| 0,1/0 | 0,1 и < | |||
Чтобы выбрать оптимальное значение зернистости шлифовального диска, необходимо принимать во внимание:
- величину снимаемого припуска,
- заданную шероховатость поверхности и другие факторы.
Например, если необходимо уменьшить шероховатость поверхности, то потребуется выбирать круг с меньшей зернистостью. Далеко не всегда целесообразно выбирать круг со слишком мелким зерном, так как в этом случае может происходить прижог обрабатываемого материала и засаливание самого круга. Не стоит забывать и о том, что использование круга с мелким зерном влечет за собой снижение производительности механической обработки материала.
Подбор концентрации алмазного слоя
При подборе оптимальной концентрации алмаза в алмазоносном слое действует следующее правило:
— при небольшой контактной поверхности между шлифовальным кругом и обрабатываемой деталью, например при круглой шлифовке, необходимо выбирать высокую концентрацию алмаза. Благодаря этому обеспечивается износостойкость инструмента, даже при высоких нагрузках (100%).
— при большой контактной поверхности требуется принятия мер по снижению температуры в зоне шлифования и уменьшению усилий шлифования для исключения прижогов. В этом случае следует использовать низкую концентрацию алмаза (50%).
Круги с 25%-ной концентрацией применяются для доводочных работ.
Особенности подбора кругов по зернистости
Чем меньше размер зерна, тем выше качество обрабатываемой поверхности, ниже значение шероховатости. Но при этом следует учесть, что мелкий абразив уменьшает производительность, приводит к засаливанию поверхности круга. Поэтому мелкозернистые алмазные диски применяются на завершающем этапе, при финишной обработке поверхностей деталей, а также при заточке резцов, ножей и другого режущего инструмента. Среднезернистые круги применяются при получистовой обработке металлических изделий. Крупнозернистые – для черновой обработки и обдирки заготовок.
При подборе зернистости круга необходимо учесть и свойства материала обрабатываемой детали. Размер абразива должен увеличиваться при повышении вязкости или твердости обрабатываемого материала. От зернистости зависит и выбор глубины шлифования. Чем крупнее абразивное зерно, тем больше может быть величина поперечной подачи инструмента. Также возможно и увеличение глубины съёма слоя металла при применении СОЖ.
Применение алмазных кругов в зависимости от зернистости:
Зернистость круга выбирается в зависимости от требуемой чистоты обрабатываемой поверхности.
Для чернового шлифования применяют алмазные круги зернистостью: 400/315 315/250 250/200 200/160 160/125
Для чистового шлифования применяют алмазные круги зернистостью: 125/100 100/80
Для тонкого шлифования применяют алмазные круги зернистостью: 80/63 63/50 50/40
Для доводки и полирования алмазные круги зернистостью: 60/40 40/28 28/20 20/14 14/10 10/7 7/5 5/3 3/2
Неглубокая тарелка. Маркировка 12А220
По внешнем виду тарелка заметно отличается от чашки глубиной, как правило, высота тут всего 18 мм. В другом все стандартно, алмазный заточной круг 12А220 150*10*2*18*32 160/125 — тарелка диаметром 150 мм, ширина алмазного слоя 10 мм, толщина 2 мм, глубина — 18 мм(неглубокая), посадка 32 мм. Зерно 165/100 — достаточно крупное по сравнению с другими.
Еще на заметку: Какие бывают алмазные чашки для шлифовки камня
Тарелки бывают на 150 мм и на 125 мм диаметром.
Они отлично подходят для заточки инструмента, более того, на них точат твердосплавные напайки на дисковых пилах. Для того, чтобы заточить такие напайки, понадобится тонкая тарелка, чтобы край смог пролезть между зубьями.
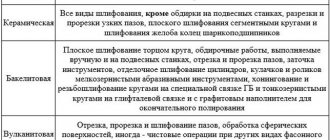
Связки для алмазных кругов
Алмазные круги на металлической связке (М) (В качестве металлической связки применяется бронза и ее модификации). Металлическая связка используется для предварительных операций, требующих съёма сравнительно больших припусков, для заточки твердосплавного инструмента, шлифования изделий из твердого сплава, стекла, керамики, полупроводниковых и труднообрабатываемых материалов с применением охлаждающей жидкости.
М2-01 М1-01 М2-02
Алмазные круги на органической связке (В) (В качестве органической связки применяется обычно бакелит). Органическая связка применяется для чистовых и доводочных работ: чистовой заточки и доводки режущего инструмента из твердых сплавов и сверхтвердых материалов, чистового шлифования и доводки измерительного инструмента, для обработки материалов высокой твердости.
В2-01 В1-02 В1-01
Кубический нитрит бора (CBN): Шлифование и доводка инструмента из вольфрамовых (Р18, Р12, Р9), вольфрамо-молибденовых (Р6М5) и других быстрорежущих сталей. Деталей из жаропрочных, нержавеющих и высоколегированных конструкционных сталей высокой твердости (НРС 55 и выше).
- Шлифовка и доводка однолезвийного инструмента: медицинских, маникюрных, ножниц, ножей, топоров, пил, коньков, стамесок, рубанков, цепи бензопил…
- Шлифовка и доводка многолезвийного инструмента: пилы для деревообработки, разверток, зенкеров, сверл, фрез.
- Шлифование корпусных изделий, резьбы, профиля зубьев шестерен… Деталей, получение высокой точности которых ограничивается большими тепловыми деформациями.
Конструкция и распространенные формы алмазных кругов
Расскажем подробнее о конструкции алмазного круга. Основная его часть — прочный диск с отверстием.
Изображение №1: конструкция алмазного круга
Диски изготавливают из материалов двух групп.
- Конструкционные стали (Ст20, Ст3 и т. д.). Диски из этих материалов отличаются повышенной устойчивостью к механическим нагрузкам и вибрациям. Стали неплохо отводят тепло.
- Алюминиевые сплавы (Д16 и сплавы группы АК). Имеют отличную теплопроводность, однако прочность — меньшая. При обработке заготовок на больших скоростях диски их этих материалов склонны к вибрации.
- Композитные материалы с добавлением полимеров. Диски из них отличаются максимальной вибростойкостью, однако прочность и теплопроводность оставляют желать лучшего.
Некоторые поверхности диска (1 более) покрыты рабочим слоем. В его состав входят:
- наполнитель (это порошок из карбида бора, электрокорунда, глинозема, меди или графита);
- связка;
- алмазный порошок.
Именно рабочий слой входит в контакт с заготовкой при обработке.
Особенности связок
При изготовлении алмазных кругов по металлу используют связки трех типов.
1. Связки на металлических основах. К последним относятся композиты из цинка, алюминия, меди и олова. Металлические связки:
- отличаются максимальной прочностью;
- имеют высокую теплостойкость;
- при эксплуатации инструментов не деформируются в течение длительного времени;
- служат долго;
- быстро засаливаются;
- повышают производительность алмазных кругов по металлу.
Инструменты с такими связками используют для снятия с заготовок большого количества металла. Основная операция — предварительная обработка. Получаемая поверхность приобретает восьмой-девятый класс шероховатости.
2. Органические связки. Имеют небольшие прочность и теплостойкость. На высоком уровне находятся производительность и скорость обработки. Инструменты мало засаливаются, но рабочие поверхности быстро изнашиваются из-за увеличенного расхода алмазов.
Алмазные круги по металлу с органическими связками используют при обработке заготовок из следующих материалов.
- Твердые сплавы.
- Труднообрабатываемые материалы.
- Металлы, предназначенные для изготовления медицинских и измерительных инструментов.
Основные операции — доводка, чистовая обработка, качественная заточка. Класс шероховатости полученных поверхностей — 11 или 12.
3. Керамические связки. Круги с ними имеют алмазоникелевое покрытие. Оно наносится в один или несколько слоев. Перечислим ключевые характеристики инструментов этой категории.
- Высокая режущая способность.
- Низкая цена.
- Отличная теплопроводность.
- Качественный отвод стружки с обрабатываемых поверхностей.
Такие алмазные круги по металлу используют для обработки заготовок из:
- германия, ситала, кремния и иных полупроводниковых материалов;
- камня;
- керамики;
- технического стекла.
Основные операции — резка и доводка.
Формы алмазных кругов по металлу
Чаще всего применяют 8 типов алмазных кругов по металлу.
- Плоские круги без выточек (Д/Н >= 1,8).
- Кольца (Д/Н ˂ 1,8).
- Плоские круги с односторонним рельефом.
- Плоские конусообразные модели.
- Плоские круги с одной выточкой.
- Плоские круги с двумя выточками.
- Чашечные круги (45° ˂ α ˂ 90°).
- Чашечные круги (α ˂= 45°).
Инструменты всех этих типов имеют свои идентификационные номера. Ознакомьтесь с ними и конструктивными особенностями приспособлений в размещенной ниже таблице.
Изображение №2: формы алмазных кругов по металлу
Перейдем к детальному изучению зернистости инструментов.
Сфера потребления алмазных кругов и классификация
Заточные круги алмазные по назначению пользуют для заточки пил изготовленных из твёрдых сплавов, с их помощью выполняют доработку напаек, они незаменимы при заточке токарных резцов и т. д. У них мелкая структура, позволяющая выполнить отделку обрабатываемого изделия, что невозможно сделать, используя рядовой стандартный абразивный наждак. Диски шлифовальные разных видов, типов алмаза и зернистости на механических и органических связках используют для доработки и заточки токарных резцов, фрез и других приборов из твердого сырья. Российский рынок алмазных кругов представлен изделиями разнообразной формы:
- тарелка;
- чашка;
- профиль;
Какой диск применять в каждом конкретном случае, нужно определять индивидуально, исходя из предлагаемой заготовки, поверхности, площади и технологичности. Если для дисковой пилы нужен круг тарелка, которая благодаря острому краю может работать между зубьями, то для ножа более подходящим будет прямой профиль или чашка. Чтобы вернуть первоначальные качества токарных резцов, сверл и других приборов необходимо использовать надежные точила.
Формы алмазных дисков
Заточные круги различают и по зернистости:
- 100/80 – мелкая фракция;
- 125/100 – средняя;
- 160/125 — крупная;
- 200/160 – более крупная;
Изделия с мелкой зернистостью используют для завершающей доводки токарных резцов, ножей, лезвий и т. п. Используя изделия со средним звеном можно добиться нужной остроты режущей части приспособления. Крупная структура зерна позволяет, например, снять часть металла и выровнять режущую часть детали. Изделия с мелкой и средней зернистостью наиболее распространены, ими пользуются и в быту.
Точильный диск различают по диаметру (125–300 мм). Поэтому подбирать его нужно исходя из размера имеющегося точила. Немаловажной считается в таких изделиях толщина и ширина алмазного слоя. Широкий слой позволит удобно обработать деталь приличной площади или большого диаметра сверло, кроме того, износ алмазного покрытия будет продолжительным.
Алмазные круги для заточки универсальны, именно они могут реставрировать режущие возможности вышедшего из работы продукта, а после выполнения этой процедуры вернуть в технологический процесс. Его употребляют для заточки концевых и дисковых фрез, резцов, сверл разного диаметра, такой инструмент после обработки отличается достойными режущими способностями и точностью.
Отличительной чертой такого заточного круга считается наличие на рабочей части мелкой фракции алмазного зерна, доказано практикой, что он способен выполнить точную отделку режущей части резца, пластины, ножа и других инструментов. В зависимости от цели применения делается выбор алмазного круга для заточки. Для финишной доработки практикуют использование точила прямого профиля.
Как подобрать алмазный диск для болгарки
При подборе алмазного диска необходимо обращать внимание на тип материала, для которого предназначен диск, на его размер, посадочный диаметр и скорость вращения диска.
Материал, с которым предстоит работать
Большинство алмазных кругов предназначены для работы с неметаллическими материалами. Чаще всего они применяются для резки бетона, керамики, стекла, кирпича и асфальта. Но существует ряд дисков, созданных для резки металлов различной твердости. При покупке следует помнить, что разные виды алмазных дисков предназначены для работы с различными материалами. Есть диски, предназначенные для работы с бетоном, керамической плиткой, мрамором, гранитом, песчаником, камнем и асфальтом.
Существует определенное правило выбора диска — для мягких материалов выбираются круги с твердой обвязкой алмазов, а для твердых — с мягкой. Это определяется степенью износа искусственных алмазов, находящихся на ободе круга.
При резке твердых материалов они истираются быстрее и следующие выходят на их место из достаточно мягкой режущей полосы. Мягкие же материалы на алмаз влияют мало, он должен находиться на своем месте максимально долго, что и обеспечивает твердое вещество, в которое вкраплен минерал.
Кроме того, для разных кругов используются различные искусственные алмазы.
Промышленным способом производится два вида алмазов:
- Монокристаллические, представляющие собой одну пространственную структуру правильной формы;
- Поликристаллические, состоящие из нескольких прочно связанных между собой монокристаллов меньшего размера.
Первые очень прочные и используются для резки твердых материалов и металлов, вторые могут разрушаться при контакте с ними, поэтому используются на более дешевых инструментах, предназначенных для сравнительно мягких материалов.
Размеры алмазных дисков
От размеров диска зависит максимальная глубина реза и, в некоторых случаях, скорость работы. Основные диаметры — 115, 125, 180 и 230 мм, что соответствует абразивным кругам для УШМ наиболее распространенных марок. В продаже можно встретить и алмазные диски диаметром 150, 300 и более миллиметров. Большие диаметры устанавливаются на мощные режущие машины — бензорезы, отрезные станки стационарного типа и т.д.
Наиболее распространенные посадочные отверстия дисков могут быть — 22,2 мм или 25,4 мм. Покупайте диск только того размера, для которого предназначен ваш инструмент.
Никогда не устанавливайте диск большого размера на болгарку, которая предназначена для работы с диском меньшего размера, предварительно сняв защитный кожух. Это очень опасно, так как при разрушении металлического диска можно нанести смертельный урон своему здоровью. Если же у вас есть такие идеи, то найдите в интернете фото последствия работы с алмазным диском без защитного кожуха и вам навсегда перехочется работать без защиты.
Скорость вращения диска
Также на дисках указывается максимальная скорость вращения и линейная скорость. Если возможности вашего инструмента превышают характеристики диска, то ставить его нельзя — центробежные силы попросту разорвут его.