Классификация абразивных кругов
Классифицируются диски на такие типы:
- с выточкой (ПВ – для круглой шлифовки);
- двухсторонние конические (ПВДК);
- прямого профиля (ПП – универсальный круг);
- с конической односторонней либо двухсторонней выточкой;
- кольцевые (К – подходят для плоского шлифования);
- тарельчатые (Т);
- чашечные конические или цилиндрические;
- с двусторонним коническим профилем (2П: область применения – резьбошлифование, шлицешлифование, зубошлифование).
Маркировка шлифовальных кругов
Шлифовальные круги могут различаться по геометрической форме, виду абразивного материала, а также типу связки, зернистости круга, твердости и т.д. При выборе шлифкруга твердость и структура могут иметь большой вес, нежели вид абразива.
Согласно различными редакциями ГОСТов, маркировка кругов имеет различные параметры обозначений. Практически каждый производитель по-разному маркирует свои круги.
Так, полная маркировка разновидностей шлифовальных кругов содержит:
- тип круга;
- шлифовальный материал;
- размеры диска;
- степень твердости;
- размер зерна;
- структуру;
- связующее вещество;
- максимальную скорость вращения;
- класс точности;
- класс неуравновешенности.
Как выбрать
Главным критерием выбора размера диска будет характер производимых работ. В домашнем хозяйстве это будут круги меньших диаметров, в производственной обстановке применяется инструмент большого (230 мм) диаметра.
Кроме габаритных характеристик следует тщательно проверить соответствие материала диска материалу обрабатываемой заготовки.
Другим определяющим фактором рассматривается мощность болгарки. Она напрямую связана с весовыми и габаритными характеристиками УШМ. При примерно одинаковых характеристиках предпочтение следует отдавать более легкому экземпляру.
Тип абразивного материала
К наиболее популярным и распространенным материалам, используемых при изготовлении шлифкругов, относят:
- Электрокорунд. При покупке такого круга можно увидеть белые, титановые, хромистые и циркониевые варианты. Основным используемым диском служит белый электрокорунд, который обладает высокой самозатачиваемостью. В работе с ним можно добиться более ровной и гладкой поверхности.
- Карбид кремния. Различают черного и зеленого тона, отличается данный круг структурой и степенью хрупкости – он тверже и прочнее, нежели первый вышеописанный вид. Область применения – работа с твердыми сплавами, фарфором и мрамором.
- Эльбор. Этот вид шлифовального круга имеет наиболее твердый абразивный материал и высокую теплостойкость. Эльбор могут использовать для заточки режущих инструментов и других деталей, способных деформироваться от тепла, а также для работ с твердыми металлами.
- Алмаз. Еще один твердый вид абразивных кругов. Его применяют в работе с твердыми материалами, стеклом и керамическими поверхностями. Самозатачивается, но кубонит и эльбор имеют большую теплостойкость, не уступая при этом в прочности.
Независимо от типа абразивного материала, все круги характеризуются по параметрам прочности, износостойкости и термостойкости, однако при выборе следует учитывать главный параметр – твердость. Характеристика твердости прописана в нормах ГОСТа 2424 и вычисляется по специальным таблицам.
К примеру, тип шлифовального материала круга 25A F180 K 7 V – белый корунд. Существуют и другие типы известных абразивов:
- нормальные электрокорунды (13-16А);
- белые (23-25А);
- хромистые (33 и 34А);
- титанистый только один (37А);
- циркониевый тоже один (38А);
- монокорунды (43-45А);
- черный карбид кремния (53 и 54С);
- зеленый карбид кремния (62-64С).
Маркировка зернистости шлифовальных кругов
При маркировке шлифовальных кругов производители указывают только его ширину (МКМ или F с числовым показателем величины зерна). Размер зерна не только показывает износостойкость абразива, но также играет важную роль при шлифовке той или иной поверхности.
Размер зернистости круга влияет на качество и чистоту обработки поверхности. Учитывайте материал, с которым работаете. Чтобы получить максимально чистую поверхность, следует купить круг с самым маленьким показателем зернистости. Однако человек, работающий с таким кругом, должен понимать, что он быстро засаливается, часто происходит прижог обрабатываемого материала.
Согласно ГОСТу от 1980 г., для измерения зернистости кругов используют единицы, равные 10 мкм. В современном варианте ГОСТа Р 52381-2005 круги маркируются буквой F с определенной цифрой (при увеличении числа степень зернистости понижается).
Например, номер зернистости по старому ГОСТу (М40-М5) и по новому (F280, F320, F360, F400-F600, F800). Для расшифровки: такой диск применяют при окончательной доводке и хонинговании деталей с точностью 3-5 мкм и менее, а также суперфинишировании. Или размер 40, 32 по старому ГОСТу и F40, F46 по новому: круги с такой зернистостью применяются для предварительной и окончательной шлифовки деталей с шероховатостью поверхностей 7-9 классов чистоты, а также для заточки режущих инструментов.
Как заменить
Диск болгарки это расходный материал. Поэтому его приходится часто менять. Существует простой алгоритм в котором важную роль играет оригинальной конструкции ключ, поставляемый потребителю вместе с болгаркой.
- — В пазы крепежной гайки устанавливаются выступающие стержни специального ключа.
- — Одновременно следует нажать на стопорную кнопку, находящуюся на корпусе редуктора. Она зафиксирует ротор от проворота.
- — Поворотом ключа против часовой стрелки освободить крепеж изношенного диска.
- — Производится замена старого диска на новый таких же технических характеристик и размера. Новый диск устанавливается маркировкой наружу, чтобы напоминать о параметрах диска и по другим веским причинам (см. объяснение в ролике выше).
- — Крепежная гайка предварительно закручивается рукой и окончательно затягивается специальным ключом.
Болгарка готова продолжать выполнять свое функциональное предназначение.
Размер абразивных дисков
Маркировка абразивных кругов по размеру пишется так: DхТхН (где D – наружный диаметр, Т – высота, Н является диаметром отверстия). Параметр D может достигать максимального размера в 1100 мм, значение Н может быть до 305 мм, а параметр Т варьируется от 0,18 мм до 250 мм.
Типы эльборовых и алмазных дисков подробнее описаны в ГОСТе 24747-90. Маркировка формы подобных шлифкругов состоит из трех или четырех символов, обозначающих форму сечения корпуса и слоя, его расположения на круге, а также предоставляют информацию о конструктивных особенностях корпуса.
Например, 150x16x32 – размер абразивного круга 25А электрокорунда белого.
Памятка при выборе абразивных кругов:
- При выборе диаметра круга следует учесть число оборотов шпинделя и возможность обеспечить оптимальную скорость.
- Чем больше диаметр, тем меньше удельный износ круга. На рабочей поверхности небольших кругов расположено меньшее количество зерен. Так, в работе они изнашиваются неравномерно.
- При выборе алмазного круга следует учитывать ширину алмазоносного слоя. При неправильном использовании на поверхности круга могут появиться уступы.
Каталог >> Новости >> Маркировка и выбор отрезных, шлифовальных кругов
Маркировка и выбор отрезных, шлифовальных кругов
Шлифовальные круги характеризуются геометрической формой (типом), видом абразивного материала, его зернистостью, типом связки, твердостью и пр. И при выборе шлифовального круга такие характеристики как степень твердости или структура могут оказаться более значимыми, чем вид абразива.
Полная маркировка шлифовальных кругов содержит:
- тип круга;
- его размеры;
- вид абразивного материала;
- номер зернистости;
- степень твердости;
- структуру (соотношение между абразивом, связкой и порами в теле инструмента);
- вид связки;
- максимальную скорость;
- класс точности;
- класс неуравновешенности.
| Тип | Размеры, мм | Абразив | Зернистость | Твердость | Структура | Связка | Скорость, м/с | Класс точности | Класс неуравновешенности |
| 1 | 150x16x32 | 25A | F46 | L | 6 | V | 35 | Б | 3 |
Маркировка кругов, выполненная в соответствии с различными редакциями ГОСТов, имеет некоторые отличия, касающиеся обозначений зернистости, твердости, марки абразива и связки. Производители по-разному маркируют свои круги, используя старые или новые обозначения и исключая некоторые характеристики. Ниже приведены примеры расшифровки обозначений шлифовальных кругов.
Маркировка шлифовального круга
1 — абразивный материал: 25А — электрокорунд белый; 2 — зернистость (старая маркировка): 60 (по ГОСТу должно быть 63) — 800-630 мкм; 3 — твердость: K — среднемягкий; 4 — структура: 6 — средняя; 5 — связка: V — керамическая; 6 — класс неуравновешенности: 2
Маркировка шлифовального круга
1 — абразивный материал: 25А — электрокорунд белый; 2 — зернистость (старая маркировка): 60 (по ГОСТу должно быть 63) — 800-630 мкм; 3 — твердость: K-L — в зависимости от обстоятельств может быть K или L — среднемягкий; 4 — связка: V — керамическая.
Обозначение шлифовального круга
1 — абразивный материал: 25А — электрокорунд белый; 2 — зернистость (старая маркировка): 25 — 315-250 мкм; 3 — твердость (старая маркировка): СМ2 — среднемягкий; 4 — структура: 6 — средняя; 5 — связка (старая маркировка): К — керамическая; 6 — класс точности: Б 7 — класс неуравновешенности: 3
Маркировка абразивного круга
1 — абразивный материал: 25А — электрокорунд белый; 2 — зернистость: F46 — средний размер 370 мкм; 3 — твердость: L — среднемягкий; 4 — структура: 6 — средняя; 5 — связка: V — керамическая; 6 — окружная скорость: 35 м/с; 7 — класс точности: Б 8 — класс неуравновешенности: 3
Обозначение шлифовального круга
1 — абразивный материал: 14А — электрокорунд нормальный; 2 — зернистость: F36-F30 — расширенный диапазон включающий F36 (средний размер 525 мкм) и F30 (средний размер 625 мкм); 3 — твердость: Q-U — в зависимости от обстоятельств может быть среднетвердый, твердый, весьма твердый; 4 — связка: BF — бакелитовая с наличием упрочняющих элементов; 5 — класс неуравновешенности: 1
Выбор марки шлифовального круга должен делаться с учетом всех его характеристик.
Типы шлифовальных кругов и их размер
| 1 | 150x16x32 | 25А | F46 | L | 6 | V | 35 | Б | 3 |
Выпускаются следующие типы шлифовальных кругов (в скобках даны обозначения по старому ГОСТ 2424-75):
- 1 (ПП) — прямого профиля;
- 2 (К) — кольцевой;
- 3 (3П) — конический;
- 4 (2П) — двухсторонний конический;
- 5 (ПВ) — с односторонней выточкой;
- 6 (ЧЦ) — чашечный цилиндрический;
- 7 (ПВД) — с двумя выточками;
- 9 — с двусторонней выточкой;
- 10 (ПВДС) — с двусторонней выточкой и ступицей;
- 11 (ЧК) — чашечный конический;
- 12 (Т) — тарельчатый;
- 13 — тарельчатый;
- 14 (1Т) — тарельчатый;
- 20 — с односторонней конической выточкой;
- 21 — с двусторонней конической выточкой;
- 22 — с конической выточкой с одной стороны и цилиндрической с другой;
- 23 (ПВК) — с конической и цилиндрической выточками с одной стороны;
- 24 — с конической и цилиндрической выточками с одной стороны и цилиндрической выточкой с другой;
- 25 — с конической и цилиндрической выточками с одной стороны и конической с другой;
- 26 (ПВДК) — с конической и цили нд риче ской выточками с обеих сторон;
- 27 — с утопленным центром и упрочняющими элементами;
- 28 — с утопленным центром;
- 35 — прямого профиля, работающий торцом;
- 36 (ПН) — с запрессованными крепежными элементами;
- 37 — кольцевой с запрессованными крепежными элементами;
- 38 — с односторонней ступицей;
- 39 — с двусторонней ступицей.
Некоторые типы шлифовальных кругов
Все типы описаны в ГОСТе 2424-83.
Кроме формы профиля, круги характеризуются размером DхТхН, где D — наружный диаметр, Т — высота, Н — диаметр отверстия.
Типы алмазных и эльборовых кругов регламентируются ГОСТ 24747-90. Маркировка формы эльборовых и алмазных кругов состоит из 3-х или 4-х символов, несущих информацию о форме сечения корпуса, форме сечения эльборосодержащего или алмазоносного слоя, о расположении последнего на круге, о конструктивных особенностях корпуса (если имеются).
Обозначение шлифовального круга с формой корпуса 6, формой алмазоносного или эльборосодержащего слоя А, с расположением алмазоносного или эльборосодержащего слоя 2, с конструктивными особенностями корпуса С.
Обозначение алмазных или эльборовых шлифовальных кругов
Все типы описаны в ГОСТе 24747-90.
Тип и размеры круга выбираются, исходя из вида и конфигурации шлифуемых поверхностей, а также характеристики используемого оборудования или инструмента.
Выбор диаметра круга обычно зависит от числа оборотов шпинделя на выбранном станке и от возможности обеспечить окружную скорость оптимальной величины. Удельный износ будет наименьшим при наибольшем размере круга по диаметру. На рабочей поверхности кругов с меньшими размерами расположено меньшее количество зерен, каждому зерну приходится снимать большее количество материала, и поэтому они быстрее изнашиваются. При работе кругами небольших диаметров часто наблюдается неравномерный износ.
При выборе алмазного круга желательно обратить внимание на ширину алмазоносного слоя. При работе «на проход» она должна быть относительно большой. При шлифовке методом «врезания» ширина алмазного напыления должна быть соизмерима с шириной обрабатываемой поверхности. В противном случае на поверхности круга могут появиться уступы.
Абразивы
| 1 | 150x16x32 | 25А | F46 | L | 6 | V | 35 | Б | 3 |
Наиболее часто используемыми абразивными материалами для шлифовальных кругов являются: электрокорунд, карбид кремния, эльбор, алмаз.
Электрокорунд
выпускается следующих марок: белый —
22А
,
23А
,
24А
,
25А
(чем больше число, тем выше качество); нормальный —
12А
,
13А
,
14А
,
15А
,
16А
; хромистый —
32А
,
33А
,
34А
; титанистый —
37А
; циркониевый —
38А
и другие.
Карбид кремния
. Выпускается две разновидности карбида кремния: черный —
52С
,
53С
,
54С
,
55С
и зеленый —
62С
,
63С
,
64С
, отличающиеся друг от друга некоторыми механическими свойствами и цветом. Карбид зеленый по сравнению с карбидом черным более хрупок.
Алмаз
широко используется для изготовления алмазных шлифовальных кругов, применяемых для доводки и заточки твердосплавного инструмента, обработки деталей из твердых сплавов, оптического стекла, керамики и пр. Он используется также для правки шлифовальных кругов из других абразивных материалов. При нагревании на воздухе до 800°С алмаз начинает сгорать.
Алмазные шлифовальные круги
Эльбор
(КНБ, CBN, боразон, кубонит) представляет собой кубическую модификацию нитрида бора. Имея такую же твердость, как алмаз, он значительно превосходит последний в термостойкости.
Эльборовые круги для полнопрофильной заточки ленточных пил
Абразивные материалы характеризуются твердостью, зернистостью, абразивной способностью, прочностью, термо- и износостойкостью. Высокая твердость — главная отличительная особенность абразивных материалов. Ниже приведены сравнительные характеристики по микротвердости и термостойкости основных абразивных материалов.
| Материалы | Микротвердость, кгс/мм2 |
| Алмаз | 8000-10600 |
| Эльбор (нитрид бора кубический, КНБ) | 8000-10000 |
| Карбид бора | 4000-4800 |
| Карбид кремния зеленый | 2840-3300 |
| Карбид кремния черный | 2840-3300 |
| Монокорунд | 2100-2600 |
| Электрокорунд белый | 2200-2600 |
| Электрокорунд титанистый | 2400 |
| Электрокорунд хромистый | 2240-2400 |
| Электрокорунд нормальный | 2000-2600 |
| Корунд | 2000-2600 |
| Кварц | 1000-1100 |
| Карбид титана | 2850-3200 |
| Карбид вольфрама | 1700-3500 |
| Твердый сплав Т15К6, ВК8 | 1200-3000 |
| Минералокерамика ЦМ332 | 1200-2900 |
| Быстрорежущая сталь закаленная Р18 | 1300-1800 |
| Сталь инструментальная углеродистая заклеенная У12 | 1030 |
| Сталь углеродистая заклеенная Ст.4 | 560 |
| Материалы | Термостойкость, °С |
| Эльбор | 1300-1500 |
| Алмаз | 700-900 |
| Карбид кремния | 1200-1300 |
| Электрокорунд | 1300 |
| Карбид бора | 500-600 |
| Минералокерамика | 1200 |
| Твердый сплав ВК8 | 900 |
| Быстрорежущая сталь Р18 | 600 |
| Углеродистая инструментальная сталь У12 | 200 |
Выбор того или иного абразивного материала в значительной степени определяется характеристикой обрабатываемого материала.
| Абразив | Применение |
| Электрокорунд нормальный | Обладает высокой теплостойкостью, хорошей сцепляемостью со связкой, механической прочностью зерен и значительной вязкостью, необходимой для выполнения операции с переменными нагрузками.Обработка материалов с высоким сопротивлением разрыву (стали, ковкого чугуна, железа, латуни, бронзы). |
| Электрокорунд белый | По физическому и химическому составу более однороден, имеет более высокую твердость и острые кромки, обладает лучшей самозатачиваемостью и обеспечивает меньшую шероховатость обрабатываемой поверхности по сравнению с электрокорундом нормальным.Обработка тех же материалов, что и электрокорунд нормальный. Обеспечивает меньшее теплообразование, более высокую чистоту поверхности и меньший износ. Шлифование быстрорежущих и легированных инструментальных сталей. Обработка тонкостенных деталей и инструментов, когда отвод теплоты образующейся при шлифовании, затруднен (штампы, зубья шестерен, резьбовой инструмент, тонкие ножи и лезвия, стальные резцы, сверла, деревообрабатывающие ножи и т.п.); деталей (плоское, внутреннее и профильное шлифование) с большой площадью контакта между кругом и обрабатываемой поверхностью, сопровождающейся обильным теплообразованием; при отделочном шлифовании, хонинговании и суперфинишировании. |
| Карбид кремния | Отличается от электрокорунда повышенными твердостью, абразивной способностью и хрупкостью (зерна имеют вид тонких пластинок, вследствие чего увеличивается их хрупкость в процессе работы; кроме того, они хуже удерживаются связкой в инструменте). Карбид кремния зеленый отличается от карбида кремния черного повышенными твердостью, абразивной способностью и хрупкостью.Обработка материалов с низким сопротивлением разрыву, высокой твердостью и хрупкостью (твердых сплавов, чугуна, гранита, фарфора, кремния, стекла, керамики), а также очень вязких материалов (жаропрочных сталей и сплавов, меди, алюминия, резины). |
| Эльбор | Имеет наивысшие после алмаза твердость и абразивную способность; обладает высокой теплостойкостью и повышенной хрупкостью; инертен к железуШлифование и доводка труднообрабатываемых сталей и сплавов; чистовое шлифование, заточка и доводка инструментов из быстрорежущих сталей; чистовое и окончательное шлифование высокоточных заготовок из жаропрочных, коррозионностойких и высоколегированных конструкционных сталей; чистовое и окончательное шлифование направляющих станков, ходовых винтов, обработка которых затруднена обычными абразивными инструментами из-за больших тепловых деформаций. |
| Алмаз | Обладает высокой износостойкостью и пониженной теплостойкостью; химически активен к железу; имеет повышенную хрупкость и пониженную прочность, что способствует самозатачиванию; синтетический алмаз каждой последующей марки (от АС2 до АС50) отличается от предыдущего более высокой прочностью и меньшей хрупкостью.Шлифование и доводка хрупких и высокотвердых материалов и сплавов (твердых сплавов, чугунов, керамики, стекла, кремния); чистовое шлифование, заточка и доводка твердосплавных режущих инструментов. |
Алмазные круги способны обработать материал любой твердости. Однако нужно иметь в виду, что алмаз очень хрупок и плохо противостоит ударной нагрузке. Поэтому алмазные круги целесообразно использовать для заключительной обработки твердосплавных инструментов, когда нужно снять небольшой слой материала, и отсутствует ударная нагрузка на зерно. К тому же алмаз обладает относительно низкой термостойкостью, поэтому его желательно использовать с охлаждающей жидкостью.
Зернистость
| 1 | 150x16x32 | 25А | F46 | L | 6 | V | 35 | Б | 3 |
Зернистость абразива — характеристика шлифовальных кругов определяющая чистоту получаемой поверхности. Зерно представляет собой либо сростки кристаллов, либо отдельный кристалл, либо его осколки. Как и все твердые тела, оно характеризуется тремя размерами (длиной, шириной и толщиной), однако для простоты оперируют одним — шириной. От величины зерна зависит множество параметров — количество снимаемого за один проход металла, чистота обработки, производительность шлифования, изнашиваемость круга и пр.
По ГОСТ 3647-80 в обозначении зернистости шлифовальных кругов размер зерна обозначается в единицах, равных 10 мкм (20=200мкм), для микропорошков — в мкм с добавление буквы М.
В новом ГОСТ Р 52381-2005, в основном соответствующем международному стандарту FEPA, зернистость шлифпорошков обозначается буквой F с числом. Чем больше число, тем мельче зерно и наоборот.
Алмазные и эльборовые круги имеют свои обозначения размера зерна. Их зернистость обозначают дробью, значение числителя которой соответствует величине стороны верхнего сита в мкм, а знаменателя — нижнего сита.
В таблице ниже приведены соотношения зернистости шлифовальных кругов по старым и действующим стандартам.
| Обозначение по ГОСТ 3647-80 | Обозначение по ГОСТ 9206-80 (алмазные порошки) | Размер, мкм | FEPA | |
| Обозначение для абразивных материалов, исключая материалы на гибкой основе | Средний размер, мкм | |||
| F 4 | 4890 | |||
| F 5 | 4125 | |||
| F 6 | 3460 | |||
| F 7 | 2900 | |||
| 200 | 2500/2000 | 2500-2000 | F 8 | 2460 |
| F 10 | 2085 | |||
| 160 | 2000/1600 | 2000-1600 | F 12 | 1765 |
| 125 | 1600/1250 | 1600-1250 | F 14 | 1470 |
| 100 | 1250/1000 | 1250-1000 | F 16 | 1230 |
| F 20 | 1040 | |||
| 80 | 1000/800 | 1000-800 | F 22 | 885 |
| 63 | 800/630 | 800-630 | F 24 | 745 |
| 50 | 630/500 | 630-500 | F 30 | 625 |
| F 36 | 525 | |||
| 40 | 500/400 | 500-400 | F 40 | 438 |
| 32 | 400/315 | 400-315 | F 46 | 370 |
| 25 | 315/250 | 315-250 | F 54 | 310 |
| F 60 | 260 | |||
| 20 | 250/200 | 250-200 | F 70 | 218 |
| 16 | 200/160 | 200-160 | F 80 | 185 |
| 12 | 160/125 | 160-125 | F 90 | 154 |
| F 100 | 129 | |||
| 10 | 125/100 | 125-100 | F 120 | 109 |
| 8 | 100/80 | 100-80 | F 150 | 82 |
| 6 | 80/63 | 80-63 | F 180 | 69 |
| 5, М63 | 63/50 | 63-50 | F 220 | 58 |
| F 230 | 53 | |||
| 4, М50 | 50/40 | 50-40 | F 240 | 44,5 |
| М40 | 40/28 | 40-28 | F 280 | 36,5 |
| F 320 | 29,2 | |||
| М28 | 28/20 | 28-20 | F 360 | 22,8 |
| М20 | 20/14 | 20-14 | F 400 | 17,3 |
| М14 | 14/10 | 14-10 | F 500 | 12,8 |
| М7 | 10/7 | 10-7 | F 600 | 9,3 |
| М5 | 7/5 | 7-5 | F 800 | 6,5 |
| М3 | 5/3 | 5-3 | F 1000 | 4,5 |
| 3/2 | 3-2 | F 1200 | 3,0 | |
| 2/1 | 2-1 | F 1500 | 2,0 | |
| F 2000 | 1,2 | |||
| 1/0 | 1 и < | |||
| 1/0,5 | 1-0,5 | |||
| 0,5/0,1 | 0,5-0,1 | |||
| 0,5/0 | 0,5 и < | |||
| 0,3/0 | 0,3 и < | |||
| 0,1/0 | 0,1 и < | |||
Выбор зернистости круга должен обуславливаться целым рядом факторов — видом обрабатываемого материала, требуемой шероховатостью поверхности, величиной снимаемого припуска и пр.
Чем меньше размер зерна, тем чище получается обрабатываемая поверхность. Однако это не означает, что во всех случаях предпочтение следует отдавать меньшей зернистости. Нужно выбирать величину зерна, оптимальную для конкретной обработки. Мелкое зерно дает более высокую чистоту поверхности, но одновременно может приводить к прижогу обрабатываемого материала, засаливанию круга. При использовании мелкого зерна снижается производительность шлифования. В общем случае целесообразно выбирать наибольшую зернистость при условии обеспечения требуемой чистоты обрабатываемой поверхности.
При необходимости уменьшить шероховатость поверхности зернистость нужно снижать. Большие припуски и повышение производительности требуют увеличения зернистости.
В общем случае, чем тверже обрабатываемый материал и меньше его вязкость, тем выше может быть зернистость круга.
| Номера зернистости по ГОСТ 3647-80 | Номера зернистости по ГОСТ Р 52381-2005 | Назначение |
| 125; 100; 80 | F14; F16; F20; F22 | Правка шлифовальных кругов; ручные обдирочные операции, зачистка заготовок, поковок, сварных швов, литья и проката. |
| 63; 50 | F24; F30; F36 | Предварительное круглое наружное, внутреннее, бесцентровое и плоское шлифование с шероховатостью поверхности 5-7-го классов чистоты; отделка металлов и неметаллических материалов. |
| 40; 32 | F40; F46 | Предварительное и окончательное шлифование деталей с шероховатостью поверхностей 7-9-го классов чистоты; заточка режущих инструментов. |
| 25; 20; 16 | F54; F60; F70; F80 | Чистовое шлифование деталей, заточка режущих инструментов, предварительное алмазное шлифование, шлифование фасонных поверхностей. |
| 12; 10 | F90; F100; F120 | Алмазное шлифование чистовое, заточка режущих инструментов, отделочное шлифование деталей. |
| 8; 6; 5; 4 | F150; F180; F220; F230; F240 | Доводка режущего инструмента, резьбошлифование с мелким шагом резьбы, отделочное шлифование деталей из твердых сплавов, металлов, стекла и других неметаллических материалов, чистовое хонингование. |
| М40-М5 | F280; F320; F360; F400; F500; F600; F800 | Окончательная доводка деталей с точностью 3-5 мкм и менее, шероховатостью 10-14-го классов чистоты, суперфиниширование, окончательное хонингование. |
Твердость шлифовальных кругов
| 1 | 150x16x32 | 25А | F46 | L | 6 | V | 35 | Б | 3 |
Твердость шлифовального круга нельзя путать с твердостью абразивного материала. Это разные понятия. Твердость шлифовального круга характеризует способность связки удерживать абразивные зерна от их вырывания под воздействием обрабатываемого материала. Она зависит от многих факторов — качества связки, вида и формы абразива, технологии изготовления круга.
Твердость круга тесно связана с самозатачиваемостью — способностью абразивного круга восстанавливать свою режущую способность за счет разрушения или удаления затупившихся зерен. Круги в процессе работы интенсивно самозатачиваются за счет раскалывания режущих зерен и частичного выкрашивания их из связки. Это обеспечивает вступление в работу новых зерен, предотвращая тем самым появление прижогов и трещин в обрабатываемом материале. Чем меньше твердость круга, тем выше самозатачиваемость. По твердости круги подразделяют на 8 групп.
| Наименование | Обозначение по ГОСТ 19202-80 | Обозначение по ГОСТ Р 52587-2006 |
| Весьма мягкий | ВМ1, ВМ2 | F, G |
| Мягкий | М1, М2, М3 | H, I, J |
| Среднемягкий | СМ1, СМ2 | K, L |
| Средний | С1, С2 | M, N |
| Среднетвердый | СТ1, СТ2, СТ3 | O, P, Q |
| Твердый | Т1, Т2 | R, S |
| Весьма твердый | ВТ | T, U |
| Чрезвычайно твердый | ЧТ | V, W, X, Y, Z |
Выбор твердости шлифовального круга зависит от вида шлифования, точности и формы шлифуемых деталей, физико-механических свойств обрабатываемого материала, типа инструмента и оборудования. На практике в большинстве случаев используют круги средней твердости, обладающие сочетанием относительно высокой производительности и достаточной стойкости.
Незначительное отклонение характеристики кругов от оптимальной приводит либо к прижогам и трещинам затачиваемой поверхности, когда твердость круга выше, чем требуется, либо к интенсивному износу круга и искажению геометрической формы затачиваемого инструмента, когда твердость круга недостаточна. Особенно точно по твердости должны быть выбраны круги для заточки инструментов с пластинами из твердых сплавов.
Вот некоторые рекомендации, которые могут быть полезными при выборе шлифовальных кругов по твердости. При заточке инструментов с твердосплавными резцами круг должен обладать высокой самозатачиваемостью. Поэтому при их заточке применяют круги невысоких степеней твердости — H, I, J (мягкий), реже K. Чем больше в твердом сплаве карбидов вольфрама или титана, тем мягче должен быть шлифовальный круг.
Когда требуется выдерживать высокую точность формы, размеров, отдают предпочтение тем видам шлифовальных кругов, которые имеют повышенную твердость.
С использованием смазочно-охлаждающих жидкостей, при шлифовании применяют более твердые круги, чем при шлифовке без охлаждения.
Круги на бакелитовой связке должны иметь твердость на 1-2 ступени выше, чем круги на керамической связке.
Для предотвращения появления прижогов и трещин следует применять более мягкие круги.
Структура
| 1 | 150x16x32 | 25А | F46 | L | 6 | V | 35 | Б | 3 |
Под структурой инструмента обычно понимается процентное соотношение объема абразивного материала в единице объема инструмента. Чем больше абразивного зерна в единице объема круга, тем плотнее структура инструмента. Структура абразивного инструмента влияет на величину свободного пространства между зернами.
| Структура | Обозначение |
| Плотная | 1, 2, 3, 4 |
| Средняя | 5, 6, 7 |
| Открытая | 8, 9, 10 |
| Высокопористая | 11, 12 |
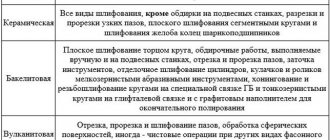
При заточке режущих инструментов желательно применять круги с более свободным пространством между зернами, так как это облегчает удаление стружки из зоны резания, уменьшает возможность появления прижогов и трещин, облегчает охлаждение затачиваемого инструмента. Для заточки режущих инструментов применяются круги на керамической связке 7-8-й структуры, на бакелитовой связке — 4-5-й структуры.
Связка
| 1 | 150x16x32 | 25А | F46 | L | 6 | V | 35 | Б | 3 |
При изготовлении шлифовальных кругов, абразивные зерна скрепляются с основой и друг другом при помощи связки. Наиболее широко применяемые связки: керамическая, бакелитовая и вулканитовая.
Керамическая связка
изготавливается из неорганических веществ — глины, кварца, полевого шпата и ряда других путем их измельчения и смешивания в определенных пропорциях. Маркировка шлифовальных кругов с керамической связкой содержит букву (
V
). Старое обозначение — (
К
)
Керамическая связка придает абразивному инструменту жесткость, теплостойкость, устойчивость формы, но одновременно и повышенную хрупкость, вследствие чего круги с керамической связкой нежелательно применять при ударной нагрузке, например при обдирочном шлифовании.
Бакелитовая связка
в основном состоит из искусственной смолы — бакелита. Маркировка кругов с бакелитом имеет в обозначении латинскую букву (
B
). Старое обозначение — (
Б
). В сравнении с керамической, бакелитовая связка обладает большей упругостью и эластичностью, меньше нагревает обрабатываемый металл, однако имеет меньшую химическую и температурную стойкость, худшую кромкостойкость.
Бакелитовая связка может быть с упрочняющими элементами (BF
, старое обозначение —
БУ
), с графитовым наполнителем (
B4
, старое обозначение —
Б4
).
Вулканитовая связка
— это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (
R
). Старое обозначение — (
В
).
В большинстве случаев применяются абразивные круги на керамической или бакелитовой связках. И та и другая имеет свои особенности, которые и определяют их выбор для конкретной работы.
К достоинствам керамической связки относится прочное закрепление зерна в связке, высокая термо- и износостойкость, хорошее сохранение профиля рабочей кромки, химическая стойкость. К недостаткам — повышенная хрупкость, пониженная прочность на изгиб, высокое теплообразование в зоне резания, а, следовательно, и склонность к прижогам обрабатываемого материала.
Достоинствами бакелитовой связки являются эластичность, хорошая самозатачиваемость круга вследствие пониженной прочности закрепления зерна в связке, сниженное теплообразование. Недостатками — более интенсивный износ в сравнении с керамической связкой, пониженная кромкостойкость, низкая стойкость против охлаждающих жидкостей, содержащих щелочи, невысокая теплостойкость (бакелит начинает приобретать хрупкость и выгорать при температуре выше 200°C).
Класс точности
| 1 | 150x16x32 | 25А | F46 | L | 6 | V | 35 | Б | 3 |
Точность размеров и геометрической формы абразивных инструментов обусловливается тремя классами АА
,
А
и
Б
. Для менее ответственных операций абразивной обработки применяют инструмент класса
Б
. Более точным и качественным является инструмент класса
А
. Для работы в автоматических линиях, на высокоточных и многокруговых станках применяется высокоточный инструмент
АА
. Он отличается более высокой точностью геометрических параметров, однородностью зернового состава, уравновешенностью абразивной массы, изготовляется из лучших сортов шлифовальных материалов.
Класс неуравновешенности
| 1 | 150x16x32 | 25А | F46 | L | 6 | V | 35 | Б | 3 |
Класс неуравновешенности шлифовального круга характеризует неуравновешенность массы круга, которая зависит от точности геометрической формы, равномерности размешивания абразивной массы, качества прессования и термообработки инструмента в процессе его изготовления. Установлено четыре класса допускаемой неуравновешенности массы кругов (1
,
2
,
3
,
4
). Классы неуравновешенности не имеют отношения к точности балансировки кругов в сборе с фланцами перед установкой их на шлифовальный станок.
Каталог >> Новости >> Маркировка и выбор отрезных, шлифовальных кругов
Структура и показатель твердости
Плотность структуры кругов для шлифовки обозначается процентным соотношением объема зерен абразива в единице объема круга. Чем больше абразива, тем плотнее будет структура шлифовального круга.
Если осуществлять заточку инструмента, круг с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации и быстрее охлаждается.
Зачастую специалисты используют диски средней твердости, однако все зависит от вида выполняемых работ, обрабатываемого покрытия и самого инструмента.
Какие бывают номера структур и объемы абразива в шлифовальном круге:
- к плотным структурам относят единицы измерения от 1 до 4;
- к средней плотности относятся цифры 5-8;
- к открытым – от 9 до 12;
- высокопористая структура наблюдается у кругов с показателями 13, 14>.
Однако не путайте показатели твердости круга с показателями твердости абразива. Согласно ГОСТ 2424, твердость шлифовального круга различают по заглавной букве.
По ГОСТу Р 52587-2006 существуют такие обозначения:
- очень мягкие – буквы F и G;
- к мягким кругам – H, I, J;
- к средней мягкости относят маркировку K, L;
- средние – это M, N;
- круги средней твердости имеют в обозначении буквы O, P, Q;
- твердые обозначаются как R и S;
- очень твердые – T, U;
- к чрезвычайно твердым относят V, W, X, Y, Z.
Какую твердость шлифкруга выбрать? Это зависит от многих параметров – особенностей обрабатываемого материала или поверхности, физических свойств, конечно, мощности шлифовальной машинки. Если необходимо выдержать точную форму обрабатываемого материала, следует приобрести круг с высокой степенью твердости. Мягкие же применяются для предотвращения трещин и прижогов, также при шлифовке без дополнительного жидкостно-смазочного охлаждения поверхности.
К примеру, возьмем тот же шлифовальный круг 25A, у которого класс твердости K, а структура 7. Это означает, что этот диск относится к среднемягким и имеет среднюю структуру абразива.
Тип связки
Связка является показателем скрепления между собой абразивных зерен. Современные круги для шлифовки имеют три вида связок:
- V (керамическая, ранее маркировалась буквой К);
- B (бакелитовая, ранее известная как Б4 и БУ);
- R (вулканитовая, раньше обозначалась буквой В).
Круги с керамической маркировкой имеют смешанные и измельченные в различных пропорциях материалы, такие как кварц, песок, глину и т.п. Такие круги достаточно высокопрочные. Однако применять их при силовом шлифовании металла не следует.
Бакелитовые или круги из искусственной смолы высокоэластичны и термостойки. Часто бакелит смешивают с упрочняющими элементами, например, с графитом.
Вулканическая связка состоит в основном из каучука, применяют такие круги в отдельных отраслях обработки.
На примере шлифовального круга 25A F180 K 7 V рассмотрим тип связки, где обозначение V относит данный диск к керамической связке.
Где купить
Приобрести диски различных типов и размеров возможно у сотрудников компаний, которые реализуют запчасти и расходные материалы для болгарок. Некоторые поставщики комплектующих представлены в соответствующем разделе нашего сайта.
Разделы: Диски
Предыдущая статья: Как прозвонить статор болгарки Следующая статья: Перемотка статора болгарки своими руками