Concentration of diamonds in diamond wheels
An important characteristic of diamond wheels, which determines cutting ability and productivity, is the concentration of diamond in the diamond-bearing layer. The industry produces standard proportions: 25%, 50%, 100% (at 100% concentration there is 0.878 mg of diamond grain in 1 cubic mm of diamond-bearing layer).
A characteristic feature of a diamond wheel is that the operation of the diamond-bearing layer occurs not due to complete wear of the grains, but due to their falling out of the wheel.
How to determine the grain size value?
Several standards for determining grain size make establishing this value not the easiest task. To simplify the task, a special table of grinding wheel grit size was developed. It provides the designation of grain size according to GOST 3647-80, as well as according to GOST 9206-80 (for diamond chips) and the average size of abrasive particles in microns. Thanks to this, customers can easily select the grit size of the grinding wheel with different types of product markings.
Grinding wheel grit ratio table
| Designation according to GOST 3647-80 | Designation according to GOST 9206-80 (diamond powders) | Size, microns | FEPA | |
| Designation for abrasive materials excluding flexible materials | Average size, microns | |||
| F 4 | 4890 | |||
| F 5 | 4125 | |||
| F 6 | 3460 | |||
| F 7 | 2900 | |||
| 200 | 2500/2000 | 2500-2000 | F 8 | 2460 |
| F 10 | 2085 | |||
| 160 | 2000/1600 | 2000-1600 | F 12 | 1765 |
| 125 | 1600/1250 | 1600-1250 | F 14 | 1470 |
| 100 | 1250/1000 | 1250-1000 | F 16 | 1230 |
| F 20 | 1040 | |||
| 80 | 1000/800 | 1000-800 | F 22 | 885 |
| 63 | 800/630 | 800-630 | F 24 | 745 |
| 50 | 630/500 | 630-500 | F 30 | 625 |
| F 36 | 525 | |||
| 40 | 500/400 | 500-400 | F 40 | 438 |
| 32 | 400/315 | 400-315 | F 46 | 370 |
| 25 | 315/250 | 315-250 | F 54 | 310 |
| F 60 | 260 | |||
| 20 | 250/200 | 250-200 | F 70 | 218 |
| 16 | 200/160 | 200-160 | F 80 | 185 |
| 12 | 160/125 | 160-125 | F 90 | 154 |
| F 100 | 129 | |||
| 10 | 125/100 | 125-100 | F 120 | 109 |
| 8 | 100/80 | 100-80 | F 150 | 82 |
| 6 | 80/63 | 80-63 | F 180 | 69 |
| 5, M63 | 63/50 | 63-50 | F 220 | 58 |
| F 230 | 53 | |||
| 4, M50 | 50/40 | 50-40 | F 240 | 44,5 |
| M40 | 40/28 | 40-28 | F 280 | 36,5 |
| F 320 | 29,2 | |||
| M28 | 28/20 | 28-20 | F 360 | 22,8 |
| M20 | 20/14 | 20-14 | F 400 | 17,3 |
| M14 | 14/10 | 14-10 | F 500 | 12,8 |
| M7 | 10/7 | 10-7 | F 600 | 9,3 |
| M5 | 7/5 | 7-5 | F 800 | 6,5 |
| M3 | 5/3 | 5-3 | F 1000 | 4,5 |
| 3/2 | 3-2 | F 1200 | 3,0 | |
| 2/1 | 2-1 | F 1500 | 2,0 | |
| F 2000 | 1,2 | |||
| 1/0 | 1 and | |||
| 1/0,5 | 1-0,5 | |||
| 0,5/0,1 | 0,5-0,1 | |||
| 0,5/0 | 0.5 and | |||
| 0,3/0 | 0.3 and | |||
| 0,1/0 | 0.1 and | |||
To select the optimal grinding disc grit value, you must take into account:
- the amount of allowance removed,
- specified surface roughness and other factors.
For example, if it is necessary to reduce the surface roughness, then you will need to choose a wheel with a smaller grain size. It is not always advisable to choose a wheel with too fine a grain, since in this case the material being processed may be burned and the wheel itself may become greasy. We should not forget that the use of a wheel with fine grain entails a decrease in the productivity of mechanical processing of the material.
Selection of diamond layer concentration
When selecting the optimal concentration of diamond in the diamond-bearing layer, the following rule applies:
— with a small contact surface between the grinding wheel and the workpiece, for example during cylindrical grinding, it is necessary to select a high concentration of diamond. This ensures tool wear resistance, even under high loads (100%).
— with a large contact surface, it is necessary to take measures to reduce the temperature in the grinding zone and reduce the grinding forces to avoid burns. In this case, a low concentration of diamond (50%) should be used.
Wheels with a 25% concentration are used for finishing work.
Features of selecting wheels by grain size
The smaller the grain size, the higher the quality of the processed surface, the lower the roughness value. But it should be taken into account that fine abrasive reduces productivity and leads to clogging of the wheel surface. Therefore, fine-grained diamond discs are used at the final stage, when finishing the surfaces of parts, as well as when sharpening cutters, knives and other cutting tools. Medium-grained wheels are used for semi-finishing of metal products. Coarse-grained – for roughing and peeling of workpieces.
When selecting the grain size of the wheel, it is necessary to take into account the properties of the material of the workpiece. The size of the abrasive should increase as the viscosity or hardness of the material being processed increases. The choice of grinding depth also depends on the grain size. The larger the abrasive grain, the greater the cross feed of the tool can be. It is also possible to increase the depth of metal layer removal when using coolant.
Application of diamond wheels depending on grain size:
The grain size of the wheel is selected depending on the required cleanliness of the surface being processed.
For rough grinding, diamond wheels with grit size are used: 400/315 315/250 250/200 200/160 160/125
For finishing grinding, use diamond wheels with grain size: 125/100 100/80
For fine grinding, diamond wheels with grit size are used: 80/63 63/50 50/40
For finishing and polishing diamond wheels with grit: 60/40 40/28 28/20 20/14 14/10 10/7 7/5 5/3 3/2
Shallow plate. Marking 12A220
In appearance, the plate differs noticeably from the cup in depth; as a rule, the height is only 18 mm. In the other everything is standard, diamond grinding wheel 12A220 150*10*2*18*32 160/125 - plate with a diameter of 150 mm, width of the diamond layer 10 mm, thickness 2 mm, depth - 18 mm (shallow), fit 32 mm. Grain 165/100 is quite coarse compared to others.
Another note: What types of diamond cups are there for grinding stones?
Plates come in 150 mm and 125 mm diameters.
They are excellent for sharpening tools; moreover, they can be used to sharpen carbide tips on circular saws. In order to sharpen such tips, you will need a thin plate so that the edge can fit between the teeth.
Bundles for diamond wheels
Diamond wheels on a metal bond (M) (Bronze and its modifications are used as a metal bond). The metal bond is used for preliminary operations that require the removal of relatively large allowances, for sharpening carbide tools, grinding products made of carbide, glass, ceramics, semiconductor and difficult-to-cut materials using coolant.
M2-01 M1-01 M2-02
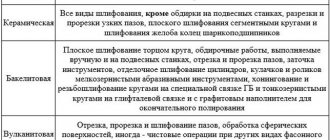
Diamond wheels on an organic binder (B ) (Bakelite is usually used as an organic binder). The organic binder is used for finishing and finishing work: fine sharpening and finishing of cutting tools made of hard alloys and superhard materials, finishing grinding and finishing of measuring tools, for processing high-hardness materials.
В2-01 В1-02 В1-01
Cubic boron nitrite (CBN) : Grinding and finishing of tools made of tungsten (P18, P12, P9), tungsten-molybdenum (P6M5) and other high-speed steels. Parts made of heat-resistant, stainless and high-alloy structural steels of high hardness (HRS 55 and above).
- Grinding and finishing of single-edged tools: medical, manicure, scissors, knives, axes, saws, skates, chisels, planes, chainsaw chains...
- Grinding and finishing of multi-blade tools: woodworking saws, reamers, countersinks, drills, cutters.
- Grinding of body parts, threads, gear tooth profiles... Parts whose high precision is limited by large thermal deformations.
Design and common shapes of diamond wheels
Let's tell you more about the design of a diamond wheel. Its main part is a durable disk with a hole.
Image #1: Diamond wheel design
Discs are made from materials of two groups.
- Structural steels (St20, St3, etc.). Discs made of these materials are characterized by increased resistance to mechanical loads and vibrations. Steels dissipate heat well.
- Aluminum alloys (D16 and AK group alloys). They have excellent thermal conductivity, but less strength. When processing workpieces at high speeds, discs of these materials are prone to vibration.
- Composite materials with the addition of polymers. Discs made from them are characterized by maximum vibration resistance, but strength and thermal conductivity leave much to be desired.
Some surfaces of the disk (1 more) are covered with a working layer. It includes:
- filler (this is powder made from boron carbide, electrocorundum, alumina, copper or graphite);
- ligament;
- diamond powder.
It is the working layer that comes into contact with the workpiece during processing.
Features of ligaments
In the manufacture of diamond wheels for metal, three types of bonds are used.
1. Bundles on metal bases. The latter include composites of zinc, aluminum, copper and tin. Metal bundles:
- are characterized by maximum strength;
- have high heat resistance;
- when used, the instruments do not become deformed for a long time;
- serve for a long time;
- quickly pickled;
- increase the productivity of diamond wheels for metal.
Tools with such bonds are used to remove large amounts of metal from workpieces. The main operation is pre-processing. The resulting surface acquires an eighth-ninth class of roughness.
2. Organic ligaments. They have low strength and heat resistance. Productivity and processing speed are at a high level. The tools are little greasy, but the working surfaces wear out quickly due to the increased consumption of diamonds.
Diamond wheels for metal with organic bonds are used when processing workpieces made from the following materials.
- Hard alloys.
- Difficult to process materials.
- Metals intended for the manufacture of medical and measuring instruments.
The main operations are finishing, finishing, high-quality sharpening. The roughness class of the resulting surfaces is 11 or 12.
3. Ceramic bonds. The circles with them have a diamond-nickel coating. It is applied in one or several layers. Let us list the key characteristics of tools in this category.
- High cutting ability.
- Low price.
- Excellent thermal conductivity.
- High-quality removal of chips from machined surfaces.
Such diamond wheels for metal are used for processing workpieces from:
- germanium, sital, silicon and other semiconductor materials;
- stone;
- ceramics;
- technical glass.
The main operations are cutting and finishing.
Shapes of diamond wheels for metal
Most often, 8 types of diamond wheels for metal are used.
- Flat circles without grooves (D/N >= 1.8).
- Rings (D/N ˂ 1.8).
- Flat circles with one-sided relief.
- Flat cone-shaped models.
- Flat circles with one recess.
- Flat circles with two grooves.
- Cup circles (45° ˂ α ˂ 90°).
- Cup circles (α ˂= 45°).
All of these types of instruments have their own identification numbers. Familiarize yourself with them and the design features of the devices in the table below.
Image No. 2: shapes of diamond wheels for metal
Let's move on to a detailed study of the grain size of the tools.
Scope of consumption of diamond wheels and classification
Diamond sharpening wheels are intended for sharpening saws made of hard alloys, they are used to refine soldering, they are indispensable for sharpening turning tools, etc. They have a fine structure that allows finishing of the workpiece, which cannot be done using an ordinary standard one. abrasive sandpaper. Grinding discs of different types, types of diamond and grain size on mechanical and organic bonds are used for refining and sharpening turning tools, milling cutters and other devices made from hard raw materials. The Russian market for diamond wheels is represented by products of various shapes:
- plate;
- cup;
- profile;
Which disk to use in each specific case must be determined individually, based on the proposed workpiece, surface, area and manufacturability. If a circular saw requires a circle plate, which, thanks to its sharp edge, can work between the teeth, then a straight profile or cup would be more suitable for a knife. To restore the original quality of turning cutters, drills and other devices, it is necessary to use reliable sharpeners.
Diamond blade shapes
Grinding wheels are also distinguished by grain size:
- 100/80 – fine fraction;
- 125/100 – average;
- 160/125 - large;
- 200/160 – larger;
Products with fine grain are used for final finishing of turning tools, knives, blades, etc. Using products with a medium grain, you can achieve the required sharpness of the cutting part of the device. The coarse grain structure allows, for example, to remove part of the metal and align the cutting part of the part. Products with fine and medium grains are the most common; they are also used in everyday life.
The sharpening disc is distinguished by diameter (125–300 mm). Therefore, you need to select it based on the size of the existing sharpener. The thickness and width of the diamond layer is considered important in such products. A wide layer will allow you to conveniently process a part of a decent area or a large diameter with a drill; in addition, the wear of the diamond coating will be prolonged.
Diamond sharpening wheels are universal; they can restore the cutting capabilities of a product that has failed, and after completing this procedure, return it to the technological process. It is used for sharpening end and disk mills, cutters, drills of different diameters; such a tool, after processing, is distinguished by decent cutting abilities and accuracy.
A distinctive feature of such a grinding wheel is the presence of a fine fraction of diamond grain on the working part; it has been proven in practice that it is capable of performing precise finishing of the cutting part of a cutter, plate, knife and other tools. Depending on the purpose of use, the choice of diamond wheel for sharpening is made. For finishing, they use a straight profile sharpener.
How to choose a diamond blade for an angle grinder
When selecting a diamond blade, you need to pay attention to the type of material for which the disk is intended, its size, bore diameter and rotation speed of the disk.
Material to be worked with
Most diamond wheels are designed to work on non-metallic materials. They are most often used for cutting concrete, ceramics, glass, brick and asphalt. But there are a number of blades designed to cut metals of varying hardness. When purchasing, remember that different types of diamond blades are designed to work with different materials. There are discs designed to work with concrete, ceramic tiles, marble, granite, sandstone, stone and asphalt.
There is a certain rule for choosing a disc - for soft materials, discs with a hard diamond surround are selected, and for hard materials, with a soft one. This is determined by the degree of wear of the artificial diamonds located on the rim of the circle.
When cutting hard materials, they wear out faster and the next ones take their place from a fairly soft cutting strip. Soft materials have little effect on diamond; it must remain in its place for as long as possible, which is ensured by the solid substance in which the mineral is embedded.
In addition, different artificial diamonds are used for different wheels.
Two types of diamonds are produced industrially:
- Monocrystalline, representing one spatial structure of regular shape;
- Polycrystalline, consisting of several smaller single crystals tightly interconnected.
The former are very durable and are used for cutting hard materials and metals, the latter can be destroyed upon contact with them, therefore they are used on cheaper tools designed for relatively soft materials.
Diamond blade sizes
The maximum depth of cut and, in some cases, the speed of work depend on the size of the disc. The main diameters are 115, 125, 180 and 230 mm, which corresponds to abrasive wheels for angle grinders of the most common brands. Diamond blades with a diameter of 150, 300 and more millimeters can also be found on sale. Large diameters are installed on powerful cutting machines - gas cutters, stationary cutting machines, etc.
The most common disk mounting holes can be 22.2 mm or 25.4 mm. Buy only the size blade for which your tool is designed.
Never install a large blade on a grinder that is designed to work with a smaller blade without first removing the protective cover. This is very dangerous, since if the metal disk breaks, you can cause fatal damage to your health. If you have such ideas, then find on the Internet photos of the consequences of working with a diamond blade without a protective casing and you will forever stop wanting to work without protection.
Disk rotation speed
The maximum rotation speed and linear speed are also indicated on the discs. If the capabilities of your tool exceed the characteristics of the disk, then you cannot install it - centrifugal forces will simply tear it apart.