Отверстия
ГОСТ предусматривает отверстия для резьбы с крупным шагом <1 =
1,0 — 2,2 мм.
26. Pазмеры и предельные отклонения диаметров отверстий резъб с мелким шагом.
Размеры, мм
| Номинальный диаметр резьбы d | Шаг резьбы Р | Диаметр отверстая под резьбу с полем допуска | ||||
| 4Н5Н; 5Н; 5Н6Н; 6Н; 7Н | 6G; 7G | 4Н5Н; 5Н | 5Н6Н; 6Н; 6G | 7Н; 7G | ||
| Номинал | Отклонения | |||||
| 2,5 3 3,5 | 0,35 | 2,15 2,65 3,15 | 2,17 2,67 3,17 | +0,05 | +0,07 | — |
| 4 4,5 5 5,5 | 0,5 | 3,50 4,00 4,50 5,00 | 3,52 4,02 4,52 5,02 | +0,08 | +0,10 | +0,14 |
| 6 | 0,5 0,75 | 5,50 5,20 | 5,52 5,23 | +0,08 +0,11 | +0,10 +0,17 | +0,14 +0,22 |
| 8 | 0,5 0,75 1 | 7,50 7,20 6,95 | 7,52 7,23 7,00 | +0,08 +0,11 +0,17 | +0,10 +0,17 +0,20 | +0,14 +0,22 +0,26 |
| 10 | 0,5 0,75 1 1,25 | 9,50 9,20 8,95 8,70 | 9,53 9,23 9,00 8,75 | +0,08 +0,11 +0,17 +0,17 | +0,10 +0,17 +0,20 +0,20 | +0,14 +0,22 +0,26 +0,26 |
| 12 | 0,5 0,75 1 1,25 1,5 | 11,50 11,20 10,99 10,70 10,43 | 11,52 11,23 11,00 10,75 10,50 | +0,08 +0,11 +0,17 +0,17 +0,19 | +0,10 +0,17 +0,17 +0,20 +0,22 | +0,14 +0,22 +0,26 +0,26 +0,30 |
| 14 | 0,5 0,75 1 1,25 1,5 | 13,50 13,20 12,95 12,70 12,43 | 13,52 13,23 13,00 12,75 12,50 | +0,08 +0,11 +0,17 +0,17 +0,19 | +0,10 +0,17 +0,20 +0,20 +0,22 | +0,14 +0,22 +0,26 +0,26 +0,30 |
| 16 | 0,5 0,75 1 1,5 | 15,50 15,20 14,95 14,43 | 15,52 15,23 15,00 14,50 | +0,08 +0,11 +0,17 +0,19 | +0,10 +0,17 +0,20 +0,22 | +0,14 +0,22 +0,26 +0,30 |
| 18 | 0,5 0,75 1 1,5 2 | 17,50 17,20 16,95 16,43 15,90 | 17,52 17,23 17,00 16,50 15,95 | +0,08 +0,11 +0,17 +0,19 +0,24 | +0,10 +0,17 +0,20 +0,22 +0,30 | +0,14 +0,22 +0,26 +0,30 +0,40 |
| 20 | 0,5 0,75 1 1,5 2 | 19,50 19,20 18,95 18,43 17,90 | 19,52 19,23 19,00 18,50 17,95 | +0,08 +0,11 +0,17 +0,19 +0,24 | +0,10 +0,17 +0,20 +0,22 +0,30 | +0,14 +0,22 +0,26 +0,30 +0,40 |
| 22 | 0,5 0,75 1 1,5 2 | 21,50 21,20 20,95 20,43 19,90 | 21,52 21,23 21,00 20,50 19,95 | +0,08 +0,11 +0,17 +0,19 +0,24 | +0,10 +0,17 +0,20 +0,22 +0,30 | +0,14 +0,22 +0,26 +0,30 +0,40 |
| 24 | 0,75 1 1,5 2 | 23,20 22,95 22,43 21,90 | 23,23 23,00 22,50 21,95 | +0,11 +0,17 +0,19 +0,24 | +0,17 +0,20 +0,22 +0,30 | +0,22 +0,26 +0,30 +0,40 |
| 27 | 0,75 1 1,5 2 | 26,20 25,95 25.43 24,90 | 26,23 26,00 25,50 24,95 | +0,11 +0,17 +0,19 +0,24 | +0,17 +0,20 +0,22 +0,30 | +0,22 +0,22 +0,30 +0,40 |
| 30 | 0,75 1 1,5 2 3 | 29,20 28,95 28,43 27,90 26,85 | 29,23 29,00 28,50 27,95 26,90 | +0,11 +0,17 +0,19 +0,24 +0,30 | +0,17 +0,20 +0,22 +0,30 +0,40 | +0,22 +0,26 +0,30 +0,40 +0,53 |
| 33 | 0,75 1 1,5 2 3 | 32,20 31,95 31,43 30,90 29,85 | 32,23 32,00 31,50 30,95 29,90 | +0,11 +0,17 +0,19 +0,24 +0,30 | +0,17 +0,20 +0,22 +0,30 +0,40 | +0,22 +0,26 +0,30 +0,40 +0,53 |
| 36 | 1 1,5 2 3 | 34,95 34,43 33,90 32,85 | 35,00 34,50 33,95 32,90 | +0,17 +0,19 +0,24 +0,30 | +0,20 +0,22 +0,30 +0,40 | +0,26 +0,30 +0,40 +0,53 |
| 39 | 1 1,5 2 3 | 37,95 37,43 36,90 35,85 | 38,00 37,50 36,95 35,90 | +0,17 +0,19 +0,24 +0,30 | +0,20 +0,22 +0,30 +0,40 | +0,26 +0,30 +0,40 +0,53 |
| 42 | 1 1,5 2 3 4 | 40,95 40,43 39,90 38,85 37,80 | 41,00 40,50 39,95 38,90 37,85 | +0,17 +0,19 +0,24 +0,30 +0,36 | +0,20 +0,22 +0,30 +0,40 +0,48 | +0,26 +0,30 +0,40 +0,53 +0,62 |
| 45 | 1 1,5 2 3 4 | 43,95 43,43 42,90 41,85 40,80 | 44,00 43,50 42,95 41,90 40,85 | +0,17 +0,19 +0,24 +0,30 +0,36 | +0,20 +0,22 +0,30 +0,40 +0,48 | +0,26 +0,30 +0,40 +0,53 +0,62 |
ГОСТ предусматривает отверстия для резьб с Д = 1,0 — 200 мм и для с1
3-го ряда. ГОСТ предусматривает методику определения диаметров отверстий под нарезание метрической резьбы для материалов повышенной вязкости.
27. Диаметры отверстий под нарезание дюймовой конической резьбы с углом профиля 60° по ГОСТ 6111-52
Размеры отверстий под нарезание резьбы распространяются на металлы и сплавы, не обладающие повышенной вязкостью.
Размеры, мм
| С развертыванием на конус | Без развертывания на конус |
| Размер резьбы, дюймы | Число шагов на 1″ | Шаг резьбы Р | Внутренний диаметр резьбы d1 | Диаметр отверстия с развертыванием на конус | Глубина сверления L | Диаметр отверстия без развертывания на конус | ||||
| dc | do | |||||||||
| Номинал | Отклонения | Номинал | Отклонения | Номинал | Отклонения | |||||
| 1/16 1/8 | 27 | 0,941 | 6,389 8,766 | 6,00 8,30 | +0,16 +0,20 | 6,39 8,76 | +0,09 | 13 14 | 6,3 8,7 | +0,14 |
| 1/4 3/8 | 18 | 1,411 | 11,314 14,797 | 10,70 14,25 | +0,24 | 11,31 14,80 | +0,13 | 20 21 | 11,2 14,7 | +0,24 |
| 1/2 3/4 | 14 | 1,814 | 18,321 23,666 | 17,50 22,90 | +0,28 | 18,32 23,66 | +0,17 | 26,5 | 18,25 23,50 | +0,24 +0,28 |
| 1 11/4 | 111/2 | 2,209 | 29,694 38,451 | 28,75 37,43 | +0,28 +0,34 | 29,69 38,45 | 33,5 34,5 | 29,6 38,5 | +0,28 +0,34 | |
| 11/8 | 44,520 | 43,50 | +0,34 | 44,52 | 34,5 | 44,5 | +0,34 | |||
28. Диаметры отверстий под нарезание трубной цилиндрической резьбы (по ГОСТ 21348-75)
Диаметры отверстий под нарезаиие трубной цилиндрической резьбы по ГОСТ 6357-81 в изделиях из сталей по ГОСТ 380-94, ГОСТ 4543-71, ГОСТ 1050-88 и ГОСТ 5632-72 (кроме сплавов на никелевой основе) и меди по ГОСТ 859-78.
| Номинальный размер резьбы, дюймы | Число шагов на 1″ | Шаг | Диаметр отверстия под резьбу | Номинальный размер резьбы, дюймы | Число шагов на 1″ | Шаг | Диаметр оэтверстия под резьбу | ||||
| Номинал | Отклонения для классов точности | Номинал | Отклонениядля классов точности | ||||||||
| А | В | ||||||||||
А
Диаметр отверстия под резьбу ГОСТ (Таблица)
Справочные таблицы содержат размеры диаметров отверстий под нарезания резьбы по ГОСТ 9150—59, ГОСТ 6357-52, ГОСТ 6111-52 и ГОСТ 6211-52
1. Таблицы являются справочными, выпущены на основании руководящего материала завода 01.2РМ31—65 и нормалей МН5384—5389-64 и предназначаются для мастеров, технологов и рабочих основного и вспомогательного производств.
2. Величины отверстий под резьбу с крупными шагами выделены жирным текстом.
3. Диаметр отверстий, указанных без допусков, выполняется по 4 классу точности.
Диаметры отверстий под нарезание резьбы по ГОСТ 9150—59
| Номинальный диаметр резьбы | Диаметры отверстий под нарезание резьбы по ГОСТ 9150—59 | |||||||||||||
| Шаги резьбы S | ||||||||||||||
| 0,2 | 0,25 | 0,3 | 0,35 | 0,4 | 0,45 | 0,5 | 0,6 | 0,7 | 0,75 | 0,8 | 1 | 1,25 | 1,5 | |
| 1 | 0,8 | 0,75 | ||||||||||||
| 1,4 | 1,1 | |||||||||||||
| 1,6 | 1,25 | |||||||||||||
| 2,0 | 1,75 | 1,6 | ||||||||||||
| 2,5 | 2,15 | 2,05 | ||||||||||||
| 3 | 2,65 | 2,5 | ||||||||||||
| 3,5 | 3,15 | 2,9 | ||||||||||||
| 4 | 3,5 | 3,3 | ||||||||||||
| 4,5 | 4 | 3,8 | ||||||||||||
| 5 | 4,5 | 4,2 | ||||||||||||
| 6 | 5,5 | 5,2 | 5 | |||||||||||
| 8 | 7,5 | 7,2 | 7 | 6,7 | ||||||||||
| 10 | 9,5 | 9,2 | 9 | 8,7 | 8,5 | |||||||||
| Номинальный диаметр резьбы | Диаметр отверстий под нарезание резьбы по ГОСТ 9150—59 | |||||||||
| Шаги резьбы S | ||||||||||
| 0,75 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2,5 | 3 | 3,5 | 4 | |
| 12 | 11,2 | 11 | 10,7 | 10,5 | 10,2 | |||||
| 14 | 13,2 | 13 | 12,7 | 12,5 | 11,9А5 | |||||
| 16 | 15,25 | 15 | 14,5 | 14 | ||||||
| 18 | 17 | 16,5 | 16 | 15,35А5 | ||||||
| 20 | 18,95 | 18,45 | 18 | 17,35А5 | ||||||
| 22 | 20,95 | 20,45 | 20 | 19,35А5 | ||||||
| 24 | 22,45 | 21,85А5 | 20,85А5 | |||||||
| 27 | 25,45 | 25 | 23,85А5 | |||||||
| 30 | 28,45 | 28 | 26,85А5 | |||||||
| 33 | 29,85А5 | 29,35А5 | ||||||||
| 36 | 32,8А5 | 31,8А5 | ||||||||
| 39 | 34,8A5 | |||||||||
| Номинальный диаметр резьбы | Диаметры отверстий под нарезание резьбы по ГОСТ 9150—59 | |||||||||
| Шаги резьбы S | ||||||||||
| 1 | 1,5 | 2 | 3 | 4 | 4,5 | 5 | 5,5 | 6 | ||
| 42 | 40,95 | 40,45 | — | 38,9 | 37,8A5 | 37,ЗA5 | — | — | — | |
| 45 | 43,95 | 43,45 | 42,95 | 41,9 | 40,8A5 | 40,ЗA5 | — | — | — | |
| 48 | 46,95 | 46,45 | 45,95 | 44,9 | 43,8A5 | 42,8A5 | — | — | ||
| 52 | 50,43 | 45,95 | 48,9 | 47,8A5 | — | 46,8A5 | — | — | ||
| 56 | 54,43 | 53,9 | 52,9 | 51,9 | — | — | 50,ЗA5 | — | ||
| 60 | 58,4 | 57,9 | 56,9 | 55,9 | — | — | 54,ЗA5 | — | ||
| 64 | 62,4 | 61,9 | 60,9 | 59,9 | — | — | — | 57,8A5 | ||
| 68 | 66,4 | 65,9 | 64,9 | 63,9 | — | — | — | 61,8A5 | ||
| 72 | 70,4 | 69,9 | 68,9 | 67,9 | — | — | — | 65,8A5 | ‘ | |
| 76 | 74,4 | 73,9 | 72,9 | 71,9 | — | — | — | 69,8A5 | ||
| 80 | 78,4 | 77,9 | 76,9 | 75,9 | — | — | — | 73,8A5 | ||
| 85 | 83,4 | 82,9 | 81,9 | 80,9 | — | — | — | 78,8A5 | ||
| 90 | 88,4 | 87,9 | 86,9 | 85,9 | — | — | — | 83,75A5 | ||
| Для металлов повышенной вязкости /(алюминие-магниевые сплавы) | ||||||||||||||
| Номинальный диаметр резьбы | Диаметр для отверстий под нарезание резьбы по ГОСТ 9150-59 | |||||||||||||
| Шаги резьбы S | ||||||||||||||
| 0,25 | 0,3 | 0,35 | 0,4 | 0,45 | 0,5 | 0,6 | 0,7 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | |
| 1 | 0,8 | |||||||||||||
| 1,4 | 1.15 | |||||||||||||
| 1,6 | 1,3 | |||||||||||||
| 2 | 1,65 | |||||||||||||
| 2,5 | 2,15 | |||||||||||||
| 3 | 2,6 | |||||||||||||
| 3,5 | 3 | |||||||||||||
| 4 | 3,35 | |||||||||||||
| 5 | 4,25 | |||||||||||||
| 6 | 5,1 | |||||||||||||
| 8 | 6,8 | |||||||||||||
| 10 | 8,6 | |||||||||||||
| 12 | 10,8 | 10,6 | ||||||||||||
| 14 | 12,6 | 12,1 | ||||||||||||
Диаметры отверстий под нарезание трубной цилиндрической резьбы по ГОСТ 6357-52
| Диаметры отверстий под нарезание трубной цилиндрической резьбы по ГОСТ 6357-52 | ||
| Обозначение резьбы, дюймы | диаметр сверл, мм | |
| класс точности резьбы | ||
| 2 | 3 | |
| 1/8 | 8,65А4 | 8,7А5 |
| 1/4 | 11,5А4 | 11,5А5 |
| 3/8 | 15А4 | 15А5 |
| 1/2 | 18,7А, | 18,7А5 |
| 5/8 | 20,7+0,12 | 20,7А5 |
| 3/4 | 24,2+0,15 | 24,2А5 |
| 7/8 | 28+0,12 | 28А5 |
| 1 | 30,43+0,16 | 30,43+0,29 |
| 1·1/8 | 35А4 | 35А5 |
| 1·1/4 | 39А4 | 39А5 |
| 1·3/8 | — | 41,5А5 |
| 1·1/2 | — | 45А5 |
Диаметры отверстий под нарезание резьбы по ОСТ НКТП 1260
| Диаметры отверстий под нарезание дюймовой резьбы по ОСТ НКТП 1260 | |||
| Обозначение резьбы, дюймы | Диаметр сверла, мм | Обозначение резьбы, дюймы | Диаметр сверла, мм |
| 3/16 | 3,6 | 1 | 22 |
| 1/4 | 5 | 1·1/8 | 24,75 |
| 5/16 | 6,4 | 1·1/4 | 27,75 |
| 3/8 | 7,8 | 1·3/8 | 30,25 |
| 7/16 | 9,1 | 1·1/2 | 33,5 |
| 1/2 | 10,4 | 1·5/8 | 35,75 |
| 9/16 | 12 | 1·3/8 | 39 |
| 5/8 | 13,3 | 1·7/8 | 41,5 |
| 3/4 | 16,25 | 2 | 44,5 |
| 7/8 | 19,25 | ||
Диаметр отверстий ГОСТ 6111-52
| Диаметр отверстий под нарезание дюймовой конической резьбы с развертыванием на конус, ГОСТ 6111-52 | ||||
| Диаметр резьбы | Число ниток на 1″ | dc | do | Глубина сверлен. е мм |
| 1/8 | 27 | 8,ЗА5 | 8,76А4 | 15 |
| 1/4 | 18 | 10,7А5 | 11,31А4 | 20 |
| 3/8 | 14,25А5 | 14,8А4 | 22 | |
| 1/2 | 14 | 17,5А5 | 18,32А4 | 28 |
| 3/4 | 22,9А5 | 23,66А4 | 28 | |
| 1 | 11·1/2 | 28,75А5 | 29,69А4 | 35 |
| 1·1/4 | 37,43А5 | 38,45А4 | 36 | |
| 1·1/2 | 43,5А5 | 44,52А4 | 36 | |
| 2 | 55,5А4 | 56,54А4 | 37 | |
Диаметр отверстий ГОСТ 6211-52
| Диаметр отверстий под нарезание трубной конической резьбы с развертыванием на конус, ГОСТ 6211-52 | ||||
| Диаметр резьбы | Число ниток на 1″ | dc | d° | Глубина сверленю. е мм |
| 1/8 | 28 | 8,1А5 | 8,57А4 | 15 |
| 1/4 | 19 | 10,8А5 | 11,45А4 | 20 |
| 3/8 | 14,25А5 | 14,95+0,1 | 24 | |
| 1/2 | 14 | 17,9А5 | 18,63+0,1 | 29 |
| 3/4 | 23,25А5 | 24,12+0,1 | 31 | |
| 1 | 11 | 29,25А5 | 30,30А3а | 37 |
| 1·1/4 | 37,75А5 | 38,95А3а | 40 | |
| 1·1/2 | 43,5А5 | 44,83А3а | 42 | |
| 2 | 55А5 | 56,54А3а | 44 | |
Источник информации: ПО „Машзавод им. Октябрьской революции» 1986 год.
II. ДОПУСКИ
2. Резьбу трубы (наружную) проверяют по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485. Осевое смещение основной плоскости трубы (черт.2) относительно номинального расположения не должно превышать (шаг резьбы).
Черт.2 — Резьба трубы (наружная)
3. Резьбу муфты (внутреннюю) проверяют по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485. Осевое смещение основной плоскости муфты (черт.3) относительно номинального расположения не должно превышать (шаг резьбы).
Черт.3 — Резьба муфты (внутренняя)
(Измененная редакция, Изм. N 1, 2).
4. Разность размеров должна быть не менее разности указанных в табл.1 номинальных размеров и .
5. Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы ( и по черт.4) не должны превышать приведенных в табл.2.
Таблица 2
| Обозначение размера резьбы | |
Черт.4 — Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы
Черт.4
(Измененная редакция, Изм. N 2).
6. Отклонения половины угла профиля, угла уклона () и отклонение по шагу резьбы (отклонения расстояний между любыми витками) не должны превышать приведенных в табл.3.
Таблица 3
| Обозначение размера резьбы | Пред. откл. | ||||
| половины угла профиля | угла уклона | по шагу резьбы | |||
| для наружной резьбы | для внутренней резьбы | на длине до 10 мм | на длине св. 10 мм | ||
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60°
ГОСТ 6111-52
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Утвержден Управлением по стандартизации при Совете Министров Союза ССР 10 января 1952 г. Срок введения установлен
с 01.10.52
Проверен в 1984 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков. Примечание. 1. В трубопроводах из стальных водо-газопроводных труб по ГОСТ 3262-75 соединения с конической резьбой должны выполняться по ГОСТ 6211-81. 2. (Исключен, Изм. № 2).
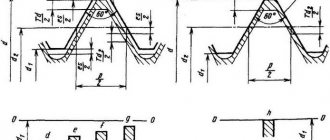
1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать черт. 1 и табл. 1.
Таблица 1
| Обозначение, размера резьбы | Число ниток на 1 ¢ ¢ | Размер в мм | Шаг резьбы | Длина резьбы | диаметр резьбы в основной плоскости | Внутренний диаметр резьбы у торца трубы | Рабочая высота витка | от торца трубы до основной плоскости | наружный | внутренний | d 2 = | d = | d 1 = | |||||||||||
Примечания: 1. При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты. 2. Размер d T
справочный. 3. Вместо резьбы 1 / 16 ¢ ¢ допускается применять резьбу М6 ´ 1 коническую по ГОСТ 19853-74. 4. Число витков с полным профилем в резьбовом сопряжении не должно быть менее двух. 5. Допускается уменьшать размер
l
2 (расстояние от основной плоскости до торца трубы), при этом должно быть соблюдено требование п. 4 настоящего стандарта о разности размеров
l
1
—l
2 .
Шаг резьбы измеряется параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна к оси резьбы.
Условное обозначение конической резьбы 3/
4 ¢ ¢
:
К
3
/
4 ¢ ¢
ГОСТ 6111-52(Измененная редакция, Изм. № 2).
2. Резьба трубы (наружная резьба) проверяется по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485-69. Осевое смещение основной плоскости трубы D
l
2 (черт. 2) относительно номинального расположения не должно превышать
±Р
(шаг резьбы).
Черт. 2
(Измененная редакция, Изм. № 1, 2).
3. Резьба муфты (внутренняя резьба) проверяется по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение основной плоскости муфты D
l
2 (черт. 3) относительно номинального расположения не должно превышать
±Р
(шаг резьбы).
(Измененная редакция, Изм. № 1, 2).
4. Разность размеров
l
1 —
l
2 должна быть не менее разности указанных в табл. 1 номинальных размеров
l
1 и
l
2 .5. Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы (d
h
1 и d
h
2 по черт. 4) не должны превышать:
Таблица 2
| Обозначение размера резьбы | h 1 = | d h 1 = d |
| 1 / 16 и 1 / 8 ¢ ¢ | ||
| 1 / 4 и 3 / 8 ¢ ¢ | ||
| 1 / 2 и ¾ ¢ ¢ | ||
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Дата введения 01.10.52
Настоящий стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Примечания.
1. В трубопроводах из стальных водо-газопроводных труб по ГОСТ 3262 соединения с конической резьбой должны выполняться по ГОСТ 6211-81 .
2. (Исключен, Изм. № 2).
ГОСТ 6111-52
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60°
ГОСТ 6111-52
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60° | ГОСТ 6111-52* Взамен ОСТ 20010-38 |
Утвержден Управлением по стандартизации при Совете Министров Союза ССР 10 января 1952 г. Срок введения установлен
с 01.10.52
Проверен в 1984 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Примечание.
1. В трубопроводах из стальных водо-газопроводных труб по ГОСТ 3262-75 соединения с конической резьбой должны выполняться по ГОСТ 6211-81.
2. (Исключен, Изм. № 2).
I. РАЗМЕРЫ
1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать черт. 1 и табл. 1.
Таблица 1
| Обозначение, размера резьбы | Число ниток на 1¢¢ | Размер в мм | |||||||
| Шаг резьбы | Длина резьбы | диаметр резьбы в основной плоскости | Внутренний диаметр резьбы у торца трубы | Рабочая высота витка | |||||
| рабочая | от торца трубы до основной плоскости | ||||||||
| средний | наружный | внутренний | |||||||
| дюймы | n | Р | l 1 | l 2 | d 2= | d = | d 1= | dT | H |
| 1/16 | 27 | 0,941 | 6,5 | 4,064 | 7,142 | 7,895 | 6,389 | 6,135 | 0,753 |
| 1/8 | 27 | 0,941 | 7,0 | 4,572 | 9,519 | 10,272 | 8,766 | 8,480 | 0,753 |
| ¼ | 18 | 1,411 | 9,5 | 5,080 | 12,443 | 13,572 | 11,314 | 10,997 | 1,129 |
| 3/8 | 18 | 1,411 | 10,5 | 6,096 | 15,926 | 17,055 | 14,797 | 14,416 | 1,129 |
| ½ | 14 | 1,814 | 13,5 | 8,128 | 19,772 | 21,223 | 18,321 | 17,813 | 1,451 |
| ¾ | 14 | 1,814 | 14,0 | 8,611 | 25,117 | 26,568 | 23,666 | 23,128 | 1,451 |
| 1 | 11½ | 2,209 | 17,5 | 10,160 | 31,461 | 33,228 | 29,694 | 29,059 | 1,767 |
| 1¼ | 11½ | 2,209 | 18,0 | 10,668 | 40,218 | 41,985 | 38,451 | 37,784 | 1,767 |
| 1½ | 11½ | 2,209 | 18,5 | 10,668 | 46,287 | 48,054 | 44,520 | 43,853 | 1,767 |
| 2 | 11½ | 2,209 | 19,0 | 11,074 | 58,325 | 60,092 | 56,558 | 55,866 | 1,767 |
Примечания:
1. При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
2. Размер dT
справочный.
3. Вместо резьбы 1/16¢¢ допускается применять резьбу М6´1 коническую по ГОСТ 19853-74.
4. Число витков с полным профилем в резьбовом сопряжении не должно быть менее двух.
5. Допускается уменьшать размер l
2 (расстояние от основной плоскости до торца трубы), при этом должно быть соблюдено требование п. 4 настоящего стандарта о разности размеров
l
1
—l
2.
Черт. 1
Шаг резьбы измеряется параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна к оси резьбы.
Условное обозначение конической резьбы 3/
4¢¢
:
К
3
/
4¢¢
ГОСТ 6111-52
(Измененная редакция, Изм. № 2).
II. ДОПУСКИ
2. Резьба трубы (наружная резьба) проверяется по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485-69. Осевое смещение основной плоскости трубы Dl
2 (черт. 2) относительно номинального расположения не должно превышать
±Р
(шаг резьбы).
Черт. 2
(Измененная редакция, Изм. № 1, 2).
3. Резьба муфты (внутренняя резьба) проверяется по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение основной плоскости муфты Dl
2 (черт. 3) относительно номинального расположения не должно превышать
±Р
(шаг резьбы).
Черт. 3
(Измененная редакция, Изм. № 1, 2).
4. Разность размеров l
1-
l
2 должна быть не менее разности указанных в табл. 1 номинальных размеров
l
1 и
l
2.
5. Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы (dh
1 и d
h
2 по черт. 4) не должны превышать:
Таблица 2
| Обозначение размера резьбы | h 1= | dh 1=d |
| мм | ||
| 1/16 и 1/8¢¢ | 0,3765 | -0,045 |
| 1/4 и 3/8¢¢ | 0,5645 | -0,065 |
| 1/2 и ¾¢¢ | 0,7255 | -0,085 |
| 1 — 2¢¢ | 0,8835 | -0,085 |
Черт. 4
(Измененная редакция, Изм. № 2).
6. Отклонения половины угла профиля, угла уклона (j/2) и отклонение по шагу резьбы (отклонения расстояний между любыми витками) не должны превышать:
Таблица 3
| Обозначение размера резьбы дюймы | Предельное отклонение | ||||
| половины угла профиля | угла уклона | по шагу резьбы | |||
| для наружной резьбы | для внутренней резьбы | на длине до 10 мм | на длине св. 10 мм | ||
| мм | |||||
| 1/16 и 1/8¢¢ | ±1° | +12¢ | -12¢ | ±0,02 | ±0,04 |
| -6¢ | +6¢ | ||||
| 1/4 — 2¢¢ | ±45¢ | +10¢ | -10¢ | ||
| -5¢ | +5¢ | ||||
(Измененная редакция, Изм. № 1, 2).
ОСНОВНЫЕ РАЗМЕРЫ
2.1. Обозначение размера резьбы, шаги и номинальные значения основных размеров конической (наружной и внутренней) резьбы должны соответствовать указанным на черт. 2 и в табл. 2.
l
1
—
рабочая длина резьбы;
l
2 — длина наружной резьбы от торца до основной плоскости.
Черт. 2
Таблица 2
Размеры в мм
| Обозначение размера резьбы | Шаг Р | Диаметры резьбы в основной плоскости | Длина резьбы | |||
| d = D | d 2 = | d 1 = | l 1 | l 2 | ||
| 1/16 | 0,907 | 7,723 | 7,142 | 6,561 | 6,5 | 4,0 |
| 1/8 | 9,728 | 9,147 | 8,566 | |||
| 1/4 | 1,337 | 13,157 | 12,301 | 11,445 | 9,7 | 6,0 |
| 3/8 | 16,662 | 15,806 | 14,950 | 10,1 | 6,4 | |
| 1/2 | 1,814 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 |
| 3/4 | 26,441 | 25,279 | 24,117 | 14,5 | 9,5 | |
| 1 | 2,309 | 33,249 | 31,770 | 30,291 | 16,8 | 10,4 |
| 11/4 | 41,910 | 40,431 | 38,952 | 19,1 | 12,7 | |
| 11/2 | 47,803 | 46,324 | 44,845 | |||
| 2 | 59,614 | 58,135 | 56,656 | 23,4 | 15,9 | |
| 21/2 | 75,184 | 73,705 | 72,226 | 26,7 | 17,5 | |
| 3 | 87,884 | 86,405 | 84,926 | 29,8 | 20,6 | |
| 31/2 | 100,330 | 98,851 | 97,372 | 31,4 | 22,2 | |
| 4 | 113,030 | 111,551 | 110,072 | 35,8 | 25,4 | |
| 5 | 138,430 | 136,951 | 135,472 | 40,1 | 28,6 | |
| 6 | 163,830 | 162,351 | 160,872 | |||
Допускается применять более короткие длины резьб.
2.2. Числовые значения диаметров d
2 и
d
1 вычисляют по следующим формулам
d
2 =
D
2 =
d
— 0,640327
P
, ()
d
1 =
D
1 =
d
— 1,280654
P
. ()
Числовые значения диаметра d
установлены эмпирически.
2.3. Разность действительных размеров l
1 —
l
2 должна быть не менее разности номинальных размеров
l
1 и
l
2, указанных в табл. 2.
2.4. Длина внутренней конической резьбы должна быть не менее 0,8 (l
1 — D1
l
2), где D1
l
2 — в соответствии с табл. 3.
2.5. Обозначение размеров резьбы, шаги и номинальные значения наружного, среднего и внутреннего диаметров внутренней цилиндрической резьбы должны соответствовать указанным на черт. 3 и в табл. 2.
2.6. Конструкция деталей с внутренней резьбой (конической и цилиндрической) должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее (l
1 + D1
l
2).
Черт. 3
Not Found
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
| РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60° | ГОСТ 6111-52* |
Дата введения 01.10.52
Настоящий стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Примечание.
1. В трубопроводах из стальных водо-газопроводных труб по ГОСТ 3262-75 соединения с конической резьбой должны выполняться по ГОСТ 6211-81.
2. (Исключен, Изм. № 2).
1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать черт. 1 и табл. 1.
Черт. 1
Шаг резьбы измеряется параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна к оси резьбы.
Пример условного обозначения конической резьбы 3/
4¢¢
:
K
3
/
4¢¢
ГОСТ 6111-52
(Измененная редакция, Изм. № 2).
Таблица 1
Размеры в миллиметрах
| Обозначение, размера резьбы, дюймы | Число ниток на 1¢¢ n | Шаг резьбы Р | Длина резьбы | Диаметр резьбы в основной плоскости | Внутренний диаметр резьбы у торца трубы dT | Рабочая высота витка H | |||
| рабочая l 1 | от торца трубы до основной плоскости l 2 | средний d 2= | наружный d = | внутренний d 1= | |||||
| 1/16 | 27 | 0,941 | 6,5 | 4,064 | 7,142 | 7,895 | 6,389 | 6,135 | 0,753 |
| 1/8 | 7,0 | 4,572 | 9,519 | 10,272 | 8,766 | 8,480 | |||
| ¼ | 18 | 1,411 | 9,5 | 5,080 | 12,443 | 13,572 | 11,314 | 10,997 | 1,129 |
| 3/8 | 10,5 | 6,096 | 15,926 | 17,055 | 14,797 | 14,416 | |||
| ½ | 14 | 1,814 | 13,5 | 8,128 | 19,772 | 21,223 | 18,321 | 17,813 | 1,451 |
| ¾ | 14,0 | 8,611 | 25,117 | 26,568 | 23,666 | 23,128 | |||
| 1 | 11½ | 2,209 | 17,5 | 10,160 | 31,461 | 33,228 | 29,694 | 29,059 | 1,767 |
| 1¼ | 18,0 | 10,668 | 40,218 | 41,985 | 38,451 | 37,784 | |||
| 1½ | 18,5 | 46,287 | 48,054 | 44,520 | 43,853 | ||||
| 2 | 19,0 | 11,074 | 58,325 | 60,092 | 56,558 | 55,866 | |||
Примечания:
1. При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
2. Размер dT
справочный.
3. Вместо резьбы 1/16¢¢ допускается применять резьбу М6´1 коническую по ГОСТ 19853-74.
4. Число витков с полным профилем в резьбовом сопряжении не должно быть менее двух.
5. Допускается уменьшать размер l
2 (расстояние от основной плоскости до торца трубы), при этом должно быть соблюдено требование п. 4 настоящего стандарта о разности размеров
l
1
—l
2.
2. Резьба трубы (наружная резьба) проверяется по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485-69. Осевое смещение основной плоскости трубы Dl
2 (черт. 2) относительно номинального расположения не должно превышать
±Р
(шаг резьбы).
Черт. 2
(Измененная редакция, Изм. № 1, 2).
3. Резьба муфты (внутренняя резьба) проверяется по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение основной плоскости муфты Dl
2 (черт. 3) относительно номинального расположения не должно превышать
±Р
(шаг резьбы).
Черт. 3
(Измененная редакция, Изм. № 1, 2).
4. Разность размеров l
1-
l
2 должна быть не менее разности указанных в табл. 1 номинальных размеров
l
1 и
l
2.
5. Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы (dh
1 и d
h
2 по черт. 4) не должны превышать:
Таблица 2
| Обозначение размера резьбы | h 1= | dh 1=d |
| мм | ||
| 1/16 и 1/8¢¢ | 0,3765 | -0,045 |
| 1/4 и 3/8¢¢ | 0,5645 | -0,065 |
| 1/2 и ¾¢¢ | 0,7255 | -0,085 |
| 1 — 2¢¢ | 0,8835 | |
Черт. 4
(Измененная редакция, Изм. № 2).
6. Отклонения половины угла профиля, угла уклона (j/2) и отклонение по шагу резьбы (отклонения расстояний между любыми витками) не должны превышать приведенных в табл. 3.
Таблица 3
| Обозначение размера резьбы дюймы | Предельное отклонение | ||||
| половины угла профиля | угла уклона | по шагу резьбы | |||
| для наружной резьбы | для внутренней резьбы | на длине до 10 мм | на длине св. 10 мм | ||
| мм | |||||
| 1/16¢¢ и 1/8¢¢ | ±1° | +12¢ | -12¢ | ±0,02 | ±0,04 |
| -6¢ | +6¢ | ||||
| ¼¢¢ – 2¢¢ | ±45¢ | +10¢ | -10¢ | ||
| -5¢ | +5¢ | ||||
(Измененная редакция, Изм. № 1, 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроения
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Управлением по стандартизации при Совете Министров СССР от 10.01.52 г.
3. ВЗАМЕН ОСТ 20010-38
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 3262-75 | Вводная часть |
| ГОСТ 6211-81 | » |
| ГОСТ 6485-69 | 2, 3 |
| ГОСТ 19853-74 | 1 |
5. Ограничение срока действия снято по Постановлению Госстандарта от 18.12.84 № 4538 (ИУС 3-85)
6. ИЗДАНИЕ с Изменениями № 1, 2, утвержденными в декабре 1969 г., декабре 1984 г. (ИУС 1-70, 3-85)
I. РАЗМЕРЫ
1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать черт. 1 и табл. 1.
Таблица 1
| Обозначение, размера резьбы | Число ниток на 1¢¢ | Размер в мм | |||||||
| Шаг резьбы | Длина резьбы | диаметр резьбы в основной плоскости | Внутренний диаметр резьбы у торца трубы | Рабочая высота витка | |||||
| от торца трубы до основной плоскости | |||||||||
| наружный | внутренний | ||||||||
| d 2 = | d = | d 1 = | |||||||
Примечания:
1. При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
2. Размер d T
справочный.
3. Вместо резьбы 1 / 16 ¢¢ допускается применять резьбу М6´1 коническую по ГОСТ 19853 .
4. Число витков с полным профилем в резьбовом сопряжении не должно быть менее двух.
5. Допускается уменьшать размер l
2 (расстояние от основной плоскости до торца трубы), при этом должно быть соблюдено требование п. 4 настоящего стандарта о разности размеров
l
1
-l
2 .
Шаг резьбы измеряется параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна к оси резьбы.
Условное обозначение конической резьбы 3 /
4 ¢¢
:
II. ДОПУСКИ
2. Резьба трубы (наружная резьба) проверяется по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485 . Осевое смещение основной плоскости трубы Dl
2 (черт. 2) относительно номинального расположения не должно превышать
±Р
(шаг резьбы).
3. Резьба муфты (внутренняя резьба) проверяется по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69 . Осевое смещение основной плоскости муфты Dl
2 (черт. 3) относительно номинального расположения не должно превышать
±Р
(шаг резьбы).
(Измененная редакция, Изм. № 1, 2).
4. Разность размеров l
1 —
l
2 должна быть не менее разности указанных в табл. 1 номинальных размеров
l
1 и
l
2 .
5. Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы (dh
1 и d
h
2 по черт. 4) не должны превышать:
Таблица 2
(Измененная редакция, Изм. № 2).
6. Отклонения половины угла профиля, угла уклона (j/2) и отклонение по шагу резьбы (отклонения расстояний между любыми витками) не должны превышать:
Таблица 3
(Измененная редакция, Изм. № 1, 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроения
Сын артиллериста читать онлайн Был у майора деева товарищ
2022-01-06 19:34:46
Можно ли построить отношения с нарциссом?
2022-01-06 19:34:46
Любовь прошла, завяли помидоры
2022-01-06 19:34:46
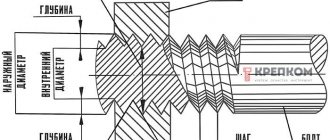
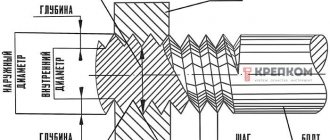
Разновидности и параметры резьбы
Параметрами, по которым резьбу разделяют на различные типы, являются:
- единицы исчисления диаметра (метрическая, дюймовая и др.);
- количество заходов ниток (одно-, двух- или трехзаходная);
- форма, в которой выполнены элементы профиля (треугольная, прямоугольная, круглая, трапециевидная);
- направление подъема витков (правая или левая);
- место размещения на изделии (наружная или внутренняя);
- форма поверхности (цилиндрическая или коническая);
- назначение (крепежная, крепежно-уплотнительная, ходовая).
Параметры метрической резьбы
В зависимости от вышеперечисленных параметров различают следующие виды резьбы:
- цилиндрическая, которая обозначается буквами MJ;
- метрическая и коническая, обозначаемые соответственно M и MK;
- трубная, для обозначения которой используются буквы G и R;
- с круглым профилем, названная в честь Эдисона и маркируемая буквой E;
- трапецеидальная, обозначаемая Tr;
- круглая, используемая для монтажа сантехнической арматуры, – Кр;
- упорная и упорная усиленная, маркируемые как S и S45 соответственно;
- дюймовая резьба, которая также может быть цилиндрической и конической, – BSW, UTS, NPT;
- используемая для соединения труб, монтируемых в нефтяных скважинах.
Типы резьбы по ГОСТ-ам
I. РАЗМЕРЫ
I. РАЗМЕРЫ
1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать черт.1 и табл.1.
Черт.1 — Коническая дюймовая резьба
; ; ; конусность Черт.1
Шаг резьбы измеряют параллельно оси резьбы. Биссектриса угла профиля перпендикулярна к оси резьбы.
Пример условного обозначения конической резьбы :
K
ГОСТ 6111-52
Таблица 1 Размеры в миллиметрах
| Обозначение, размера резьбы, дюймы | Число ниток на | Шаг резьбы | Длина резьбы | Диаметр резьбы в основной плоскости | Внутренний диаметр резьбы у торца трубы | Рабочая высота витка | |||
| от торца трубы до основной плоскости | наружный | внутренний | |||||||
Примечания:
1. При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
2. Размер справочный.
3. Вместо резьбы допускается применять коническую резьбу М6х1 по ГОСТ 19853.
4. Число витков с полным профилем в резьбовом сопряжении не должно быть менее двух.
5. Допускается уменьшать размер (расстояние от основной плоскости до торца трубы), при этом должно быть соблюдено требование п.4 в отношении размеров .