МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
| Основные нормы взаимозаменяемости РЕЗЬБА ТРАПЕЦЕИДАЛЬНАЯ МНОГОЗАХОДНАЯ Basic norms of interchangeability. Trapezoidal multystart screw thread | ГОСТ 24739-81 |
Дата введения 01.01.82
Настоящий стандарт распространяется на трапецеидальную многозаходную резьбу и устанавливает номинальные диаметры, шаги, ходы и допуски.
ОСНОВНЫЕ РАЗМЕРЫ
3.1. Номинальный диаметр, ход, шаг и число заходов резьбы должны соответствовать указанным в табл. .
Таблица 1
Размеры в мм
| Номинальный диаметр резьбы d | Шаг Р | Число заходов п | |||||
| 2 | 3 | 4 | 6 | 8 | |||
| Ряд 1 | Ряд 2 | Ход резьбы Р h | |||||
| 10 | 1,5 | 3 | 4,5 | 6* | 9* | 12* | |
| 2 | 4 | 6* | 8* | 12* | 16* | ||
| 12 | 2 | 4 | 6 | 8* | 12* | 16* | |
| 3 | 6* | 9* | 12* | 18* | — | ||
| 16 | 2 | 4 | 6 | 8 | 12* | 16* | |
| 4 | 8* | 12* | 16* | 24* | — | ||
| 20 | 2 | 4 | 6 | 8 | 12* | 16* | |
| 4 | 8 | 12* | 16* | 24* | 32* | ||
| 24 | (2) | 4 | 6 | 8 | 12 | 16* | |
| 3 | 6 | 9 | 12 | 18 | 24 | ||
| 5 | 10 | 15* | 20* | 30* | — | ||
| 8 | 16* | 24* | 32* | — | — | ||
| (2) | 4 | 6 | 8 | 12 | 16* | ||
| 3 | 6 | 9 | 12 | 18* | 24* | ||
| 28 | 5 | 10 | 15* | 20* | 30* | 40* | |
| 8 | 16* | 24* | 32* | — | — | ||
| 32 | 3 | 6 | 9 | 12 | 18* | 24* | |
| 6 | 12 | 18 | 24* | 36* | 48* | ||
| 10 | 20* | 30* | 40* | — | — | ||
| 3 | 6 | 9 | 12 | 18 | 24* | ||
| 36 | 6 | 12 | 18 | 24* | 36* | 48* | |
| 10 | 20* | 30* | 40* | — | — | ||
| 40 | 3 | 6 | 9 | 12 | 18 | 24* | |
| (6) | 12 | 18 | 24* | 36* | 48* | ||
| 7 | 14 | 21* | 28* | 42* | 56* | ||
| 10 | 20* | 30* | 40* | 60* | — | ||
| 44 | 3 | 6 | 9 | 12 | 18 | 24* | |
| 7 | 14 | 21 | 28* | 42* | 56* | ||
| (8) | 16 | 24* | 32* | 48* | 64* | ||
| 12 | 24* | 36* | 48* | — | — | ||
| 48 | 3 | 6 | 9 | 12 | 18 | 24 | |
| 8 | 16 | 24 | 32* | 48* | 64* | ||
| 12 | 24* | 36* | 48* | 72* | — | ||
| 3 | 6 | 9 | 12 | 18 | 24 | ||
| 50 | 8 | 16 | 24 | 32* | 48* | 64* | |
| 12 | 24* | 36* | 48* | 72* | — | ||
| 52 | 3 | 6 | 9 | 12 | 18 | 24 | |
| 8 | 16 | 24 | 32* | 48* | 64* | ||
| 12 | 24 | 36* | 48* | 72* | — | ||
| 3 | 6 | 9 | 12 | 18 | 24 | ||
| (8) | 16 | 24 | 32* | 48* | 64* | ||
| 55 | 9 | 18 | 27 | 36* | 54* | 72* | |
| (12) | 24 | 36* | 48* | 72* | — | ||
| 14 | 28* | 42* | 56* | 84* | — | ||
| 60 | 3 | 6 | 9 | 12 | 18 | 24 | |
| (8) | 16 | 24 | 32* | 48* | 64* | ||
| 9 | 18 | 27 | 36* | 54* | 72* | ||
| (12) | 24 | 36* | 48* | 72* | 96* | ||
| 14 | 28 | 42* | 56* | 84* | — | ||
| 4 | 8 | 12 | 16 | 24 | 32 | ||
| 70 | 10 | 20 | 30 | 40* | 60* | 80* | |
| 16 | 32* | 48* | 64* | 96* | — | ||
| 80 | 4 | 8 | 12 | 16 | 24 | 32 | |
| 10 | 20 | 30 | 40 | 60* | 80* | ||
| 16 | 32 | 48* | 64* | 96* | 128* | ||
| 4 | 8 | 12 | 16 | 24 | 32 | ||
| (5) | 10 | 15 | 20 | 30 | 40 | ||
| 90 | 12 | 24 | 36 | 48* | 72* | 96* | |
| 18 | 36 | 54* | 72* | 108* | 144* | ||
| (20) | 40 | 60* | 80* | 120* | — | ||
| 100 | 4 | 8 | 12 | 16 | 24 | 32 | |
| (5) | 10 | 15 | 20 | 30 | 40 | ||
| 12 | 24 | 36 | 48 | 72* | 96* | ||
| 20 | 40 | 60* | 80* | 120* | 160* | ||
| 120 | 6 | 12 | 18 | 24 | 36 | 48 | |
| 14 | 28 | 42 | 56 | 84* | 112* | ||
| (16) | 32 | 48 | 64* | 96* | 128* | ||
| 22 | 44 | 66* | 88* | 132* | 176* | ||
| (24) | 48 | 72* | 96* | 144* | 192* | ||
| 6 | 12 | 18 | 24 | 36 | 48 | ||
| 140 | 14 | 28 | 42 | 56 | 84* | 112* | |
| (16) | 32 | 48 | 64 | 96* | 128* | ||
| 24 | 48 | 72 | 96* | 144* | 192* | ||
| 160 | 6 | 12 | 18 | 24 | 36 | 48 | |
| (8) | 16 | 24 | 32 | 48 | 64 | ||
| 16 | 32 | 48 | 64 | 96* | 128* | ||
| (24) | 48 | 72 | 96* | 144* | 192* | ||
| 28 | 56 | 84* | 112* | 168* | 224* | ||
| 8 | 16 | 24 | 32 | 48 | 64 | ||
| 18 | 36 | 54 | 72 | 108* | 144* | ||
| 180 | (20) | 40 | 60 | 80 | 120* | 160* | |
| 28 | 56 | 84 | 112* | 168* | 224* | ||
| (32) | 64 | 96* | 128* | 192* | 256* | ||
| 200 | 8 | 16 | 24 | 32 | 48 | 64 | |
| (10) | 20 | 30 | 40 | 60 | 80 | ||
| 18 | 36 | 54 | 72 | 108* | 144* | ||
| (20) | 40 | 60 | 80 | 120* | 160* | ||
| 32 | 64 | 96 | 128* | 192* | 256* | ||
| 8 | 16 | 24 | 32 | 48 | 64 | ||
| (10) | 20 | 30 | 40 | 60 | 80 | ||
| 220 | 20 | 40 | 60 | 80 | 120* | 160* | |
| (32) | 64 | 96 | 128* | 192* | 256* | ||
| 36 | 72 | 108 | 144* | 216* | 288* | ||
| 240 | 8 | 16 | 24 | 32 | 48 | 64 | |
| 22 | 44 | 66 | 88 | 132* | 176* | ||
| 36 | 72 | 108 | 144* | 216* | 288* | ||
| 12 | 24 | 36 | 48 | 72 | 96 | ||
| 250 | 22 | 44 | 66 | 88 | 132 | 176* | |
| (24) | 48 | 72 | 96 | 144* | 192* | ||
| 40 | 80 | 120 | 160* | 240* | 320* | ||
| 12 | 24 | 36 | 48 | 72 | 96 | ||
| 260 | 22 | 44 | 66 | 88 | 132 | 176* | |
| 40 | 80 | 120 | 160* | 240* | 320* | ||
| 280 | 12 | 24 | 36 | 48 | 72 | 96 | |
| 24 | 48 | 72 | 96 | 144 | 192* | ||
| 40 | 80 | 120 | 160* | 240* | 320* | ||
| 12 | 24 | 36 | 48 | 72 | 96 | ||
| 300 | 24 | 48 | 72 | 96 | 144 | 192* | |
| 44 | 88 | 132 | 176* | 264* | 352* | ||
| 320 | 12 | 24 | 36 | 48 | 72 | 96 | |
| 48 | 96 | 144 | 192* | 288* | 384* | ||
Примечания:
1. Шаги, заключенные в рамки, являются предпочтительными.
2. Шаги, указанные в скобках, при разработке новых конструкций применять не рекомендуется.
3. Резьба, у которой значение хода обозначено знаком *, имеет угол подъема более 10°. Для этой резьбы необходимо учитывать отклонение формы профиля в соответствии с п. 4.5.
4. Резьбу, для которой не указано числовое значение хода Р
h, применять не допускается. Угол подъема этой резьбы превышает 30°.
5. В технически и экономически обоснованных случаях допускается применять другие значения номинальных диаметров резьбы по ГОСТ 24738.
При выборе диаметров резьбы следует предпочитать первый ряд второму.
3.2. Номинальные размеры наружного, среднего и внутреннего диаметров резьбы — по ГОСТ 24737.
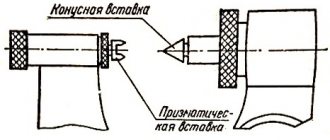
Нарезание многозаходной резьбы
Для нарезания требуется соблюдения определённых правил на металлорежущем оборудовании. Операция требует точного соблюдения угловых делений в момент последовательного перехода от одного шага к другому. Это позволяет выдержать точное число заходов резьбы.
Нарезание производится следующими способами:
- постепенным поворотом закреплённой детали на заданный угол в поводковом патроне;
- фрезерованием изделия дисковыми или гребенчатыми фрезами (обработка производиться непрерывно или последовательно путём деления на составные части).
Настройку станка производят не на шаг, как для однозаходной конструкции, а на величину хода. В этом случае шаг и ход определяют расстояние, которое должен проходить резец или фреза за один оборот вращения заготовки. Например, для нарезания трёхзаходной системы на болт диаметром 20 миллиметров величина шага должна составлять два миллиметра. На станках, оборудованных для проведения таких операций, на коробке передач предусмотрены специальные положения. Нарезание многозаходной конструкции с указанными параметрами, производится установкой рычага управления коробки передач на передней бабке на шаг с индексами 2х3. На других станках величину хода настраивают при помощи специального звена по изменению шага.
После завершения первой канавки осуществляют расчёт положения второй. С этой целью значения полной окружности 360° делят на число указанных заходов.
Полученный результат позволяет определить количество секторов и угол, на который необходимо повернуть заготовку, закрепив заново в шпинделе. В некоторых станках для решения этой задачи предусмотрены делительные устройства. Они позволяют точно выставить необходимый угол. Например, для нарезания трёхзаходной резьбы его поворачивают по часовой стрелке на двадцать делений. Для чётырёхзаходной необходимо осуществить поворот на 15 делений. Чем больше количество необходимых нарезок, тем меньшее количество делений следует выставить.
Если такое устройство не предусмотрено, используют отверстия, предусмотренные в шпинделе. Они позволяют производить изменение угла, начиная с 30° с изменяемым шагом в 15 и 30 градусов. Они соответствуют наиболее часто используемым количествам заходов от 12 до 2.
ОСНОВНЫЕ ПОЛОЖЕНИЯ СИСТЕМЫ ДОПУСКОВ
4.1. Система допусков резьбы предусматривает:
— допуски диаметров резьбы;
— положения полей допусков диаметров резьбы;
— классификацию длин свинчивания;
— поля допусков резьбы и их выбор с учетом длин свинчивания и классов точности.
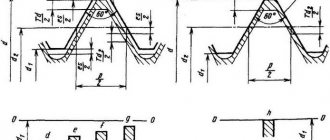
4.2. Схемы полей допусков наружной и внутренней резьбы приведены на черт. .
1
— номинальный профиль
Черт. 2
Отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
4.3. Допуски диаметров резьбы устанавливаются по степеням точности, обозначаемым цифрами.
Степени точности диаметров резьбы приведены в табл. .
Допуски среднего диаметра резьбы являются суммарными.
Таблица 2
| Вид резьбы | Диаметр резьбы | Степень точности |
| Наружная резьба | d | 4; 6 |
| d 1 | 7; 8; 9; 10 | |
| d 3 | ||
| Внутренняя резьба | D 2 | 7; 8; 9 |
| D 1 | 4 |
Примечания:
1. Степень точности 6 диаметра d
допускается применять для резьбы, изготовляемой накатыванием.
2. Степень точности диаметра d
3должна соответствовать степени точности диаметра
d
2.
Допуски диаметра D
4не устанавливаются.
4.4. Диаметральная компенсация отклонений шага не должна превышать 30 % допуска среднего диаметра для обеспечения равномерного зацепления всех витков резьбы.
Данная норма не подлежит обязательному контролю, если это не оговорено особо.
4.5. Для резьбы с углом подъема более 10° суммарный допуск не включает диаметральной компенсации отклонения от прямолинейности боковых сторон профиля в осевом сечении.
Выбором соответствующего метода изготовления резьбы (например, изготовления выпуклых боковых поверхностей резьбы) должно быть обеспечено прилегание боковых сторон профиля наружной и внутренней резьбы в их средней части.
4.6. Положение полей допусков диаметра резьбы определяется основным отклонением (верхним es — для наружной резьбы и нижним EI — для внутренней) и обозначается буквами латинского алфавита (строчной для наружной резьбы и прописной — для внутренней).
Положения полей допусков приведены на черт. , основные отклонения — в табл. .
Таблица 3
| Вид резьбы | Диаметр резьбы | Основное отклонение |
| Наружная резьба | d | h |
| d 2 | с; е; g | |
| d 3 | h | |
| Внутренняя резьба | D 4 | H |
| D 2 | ||
| D 1 |
4.7. Длины свинчивания подразделяются на две группы: нормальные N
и длинные
L.
4.8. Поле допуска диаметра резьбы образуется сочетанием допуска и основного отклонения.
Поле допуска наружной резьбы образуется сочетанием полей допусков наружного, среднего и внутреннего диаметров.
Поле допуска внутренней резьбы образуется сочетанием полей допусков среднего и внутреннего диаметров.
4.9. Расчетные формулы и правила округления числовых значений допусков, основных отклонений и длин свинчивания приведены в обязательном приложении .
Резьба многозаходная
Одним из параметров, определяющим вид резьбы, является количество заходов. Оно варьируется в зависимости от степени сложности решаемых задач. Одной из самых технологических сложных является резьба многозаходная. Это число может равняться двум, трём, четырём или более (встречается достаточно редко). Чем больше значение данного параметра, тем сложнее она в исполнении. Наиболее сложной и трудоёмкой в производстве является четырёхзаходная резьба.
Не зависимо от числа она имеет равномерно расположенные заходы. Их располагают на одинаковом расстоянии друг от друга, разбивая внешнюю окружность детали на равное количество секторов. Например, двухзаходная резьба будет иметь два захода, расположенные симметрично, через сто восемьдесят градусов. Для неё ходом считается расстояние, которое измеряется вдоль оси изделия (болта, гайки, вала и так далее) между витками, выполненными в одном заходе, пропуская другие витки. При однозаходной, понятия шаг и ход являются идентичными, для многозаходной они имеют свой технический смысл. Ход всегда равен шагу, умноженному на количество выполненных заходов.
Кроме числа заходов вид многозаходной резьбы определяется формой вырезаемых зубьев.
Если зуб имеет форму классической трапеции, она называется многозаходная трапецеидальная резьба. В поперечном сечении винт с многозаходной резьбой представляет фигуру с заданным значением выступов. Их число равно количеству нарезанных элементов.
С помощью многозаходной резьбы решают следующие задачи:
- увеличивают прочность соединения (во многих специализированных соединениях);
- изменяют передаточное число (в редукторах различного назначения);
- создать значительное смещение гайки вдоль стержня винта при незначительном количестве произведенных оборотов (например, в тормозной системе шахтных электровозов).
Многозаходные системы имеют следующую последовательность маркировки. На первом месте расположена буква. Она означает принадлежность к конкретному виду резьбы: М – метрическая, Уп или Сп специальные многозаходные. Далее проставлено число, которое указывает номинальный диаметр. После этого числа отмечается количество заходов, например Х2 –значит два захода. В круглых скобках число с индексом «Р» означает значение шага. Например, маркировка многозаходной резьбы М30Х2(Р15) свидетельствует, что она является метрической, диаметром 30 миллиметров с числом заходов равным двум и шагом в 15 миллиметров.
Для специальных видов маркировка может иметь вид Уп 22,5х(3х4,5). Первое число 22,5 означает величину наружного диаметра, 3 – указывает на число заходов, 4,5 – величину шага. Для многозаходной конструкции с такими характеристиками величина хода будет равна произведению 3 и 4,5 мм, что составляет 13,5 мм. Число заходов можно определить визуально, если подсчитать количество витков на торце гайки, винта или вала.
По международной системе обозначения может быть указано направление резьбы: L – левая, R — правая. Сама многозаходная резьба обозначается латинской буквой S.
ОБОЗНАЧЕНИЯ
5.1. В условное обозначение трапецеидальной многозаходной резьбы должны входить: буквы Tr, номинальный диаметр резьбы, числовое значение хода и в скобках буква P и числовое значение шага, буквы LH для левой резьбы.
Пример условного обозначения трапецеидальной многозаходной резьбы номинальным диаметром 20 мм, числовым значением хода 8 мм и шагом 4 мм:
Тr 20∙8
(
Р4
)
То же, левой :
Тr 20∙8
(
Р4
)
LH
5.2. Обозначение поля допуска многозаходной трапецеидальной резьбы состоит из обозначения поля допуска среднего диаметра, т.е. цифры, обозначающей степень точности, и буквы, обозначающей основное отклонение.
Например: 8е, 8Н.
Поле допуска 4h диаметра d
и поле допуска 4Н диаметра
d
1в условном обозначении резьбы не указывают.
В тех случаях, когда для наружного диаметра d
назначают поле допуска 6h, то его дополнительно указывают в условном обозначении поля допуска резьбы:
| Например: | 8e 6h |
5.3. В условном обозначении резьбы обозначение поля допуска должно следовать за обозначением размера резьбы.
Например:
Тr 20∙8
(
Р4
)-
8е
Тr 20∙8
(
Р4
)
—8Н
Тr 20∙8
(
Р4
)
LH-8e
5.4. Длина свинчивания, если она отличается от длины резьбы, указывается в миллиметрах в конце обозначения резьбы, например:
(Измененная редакция, Изм. № 1).
5.5. Посадку в резьбовом соединении обозначают дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе — обозначение поля допуска наружной резьбы.
Например:
Tr 20∙8
(
Р4
)
—8Н
/
8е
Tr 20∙8
(
Р4
)
LH-8H
/
8e
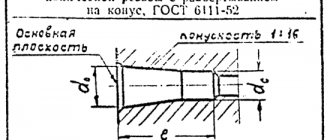
Резьба коническая дюймовая с углом профиля 60°
ГОСТ 6111-52
Диаметр от 1/16 до 2 дюймов
Условное обозначение конической резьбы 3/4»: К 3/4» ГОСТ 6111-52
Взаимозаменяема с резьбой дюймовой трубной конической американской NPT/NPTF (National Pipe Tapered) NPTF National Pipe Tapered Fuel — национальная трубная коническая топливная резьба. NPTF — герметичная резьба. Уплотнение происходит за счёт смятия резьб. Трубная коническая топливная резьба описана стандартом ANSI/ASME B1.20.3 Коническая резьба NPT описана стандартом ANSI/ASME B1.20.1
ДОПУСКИ
6.1. Числовые значения допусков диаметров d
и
D
1по ГОСТ 9562-81.
6.2. Числовые значения допусков диаметров d
2 и
D
2 должны соответствовать указанным в табл. , а диаметра
d
3 — в табл. .
Таблица 4
| Номинальный диаметр резьбы d , мм | Шаг Р , мм | Наружная резьба | Внутренняя резьба | |||||
| Степень точности | ||||||||
| 7 | 8 | 9 | 10 | 7 | 8 | 9 | ||
| Допуск, мкм | ||||||||
| Св. 5,6 до 11,2 | 1,5 | По ГОСТ 9562 | 335 | По ГОСТ 9562 | ||||
| 2 | 375 | |||||||
| Св. 11,2 до 22,4 | 2 | 400 | ||||||
| 3 | 450 | |||||||
| 4 | 530 | |||||||
| Св. 22,4 до 45 | 2 | 425 | ||||||
| 3 | 500 | |||||||
| 5 | 600 | |||||||
| 6 | 670 | |||||||
| 7 | 710 | |||||||
| 8 | 750 | |||||||
| 10 | 800 | |||||||
| 12 | 850 | |||||||
| Св. 45 до 90 | 3 | 530 | ||||||
| 4 | 600 | |||||||
| 5 | 630 | |||||||
| 8 | 800 | |||||||
| 9 | 850 | |||||||
| 10 | 850 | |||||||
| 12 | 950 | |||||||
| 14 | 1000 | |||||||
| 16 | 1060 | |||||||
| 18 | 1120 | |||||||
| 20 | 1120 | |||||||
| Св. 90 до 180 | 4 | 630 | ||||||
| 5 | 710 | |||||||
| 6 | 750 | |||||||
| 8 | 850 | |||||||
| 12 | 1000 | |||||||
| 14 | 1060 | |||||||
| 16 | 1120 | |||||||
| 18 | 1180 | |||||||
| 20 | 1180 | |||||||
| 22 | 1250 | |||||||
| 24 | 1320 | |||||||
| 28 | 1400 | |||||||
| 32 | 1500 | |||||||
| Св. 180 до 355 | 8 | 900 | ||||||
| 10 | 1000 | |||||||
| 12 | 1060 | |||||||
| 18 | 1250 | |||||||
| Св. 180 до 355 | 20 | 1320 | ||||||
| 22 | 1320 | |||||||
| 24 | 1400 | |||||||
| 32 | 1600 | |||||||
| 36 | 1700 | |||||||
| 40 | 1700 | |||||||
| 44 | 1800 | |||||||
| 48 | 1900 | |||||||
Таблица 5
| Номинальный диаметр резьбы d , мм | Шаг Р , мм | Основное отклонение диаметра d 2 | Номинальный диаметр резьбы d , мм | Шаг Р , мм | Основное отклонение диаметра d 2 | |||||||||||
| c | e | g | c | e | g | |||||||||||
| Степень точности | Степень точности | |||||||||||||||
| 8 | 9 | 10 | 7 | 8 | 7 | 8 | 9 | 10 | 7 | 8 | 7 | |||||
| Допуск , мкм | Допуск , мкм | |||||||||||||||
| Св. 5,6 до 11,2 | 1,5 | По ГОСТ 9562 | 559 | По ГОСТ 9562 | Св. 90 до 180 | 4 | По ГОСТ 9562 | 978 | По ГОСТ 9562 | |||||||
| 2 | 619 | 5 | 1100 | |||||||||||||
| Св. 11,2 до 22,4 | 2 | 650 | 6 | 1174 | ||||||||||||
| 3 | 733 | 8 | 1328 | |||||||||||||
| 4 | 853 | 12 | 1585 | |||||||||||||
| Св. 22,4 до 45 | 2 | 682 | 14 | 1680 | ||||||||||||
| 3 | 795 | 16 | 1775 | |||||||||||||
| 5 | 962 | 18 | 1875 | |||||||||||||
| 6 | 1074 | 20 | 1900 | |||||||||||||
| 7 | 1138 | 22 | 2013 | |||||||||||||
| 8 | 1203 | 24 | 2125 | |||||||||||||
| 10 | 1300 | 28 | 2250 | |||||||||||||
| 12 | 1398 | 32 | 2405 | |||||||||||||
| Св. 45 до 90 | 3 | 833 | Св. 180 до 355 | 8 | 1390 | |||||||||||
| 4 | 940 | 10 | 1550 | |||||||||||||
| 5 | 1000 | 12 | 1660 | |||||||||||||
| 8 | 1265 | 18 | 1963 | |||||||||||||
| 9 | 1343 | 20 | 2075 | |||||||||||||
| 10 | 1363 | 22 | 2100 | |||||||||||||
| 12 | 1523 | 24 | 2225 | |||||||||||||
| 14 | 1605 | 32 | 2530 | |||||||||||||
| 16 | 1700 | 36 | 2685 | |||||||||||||
| 18 | 1800 | 40 | 2725 | |||||||||||||
| 20 | 1825 | 44 | 2880 | |||||||||||||
| 48 | 3045 | |||||||||||||||
ПОЛЯ ДОПУСКОВ
9.1. Поля допусков наружной и внутренней резьбы, установленные в классах точности (точный, средний и грубый), должны соответствовать указанным в табл. .
Таблица 6
| Класс точности | Наружная резьба | Внутренняя резьба | ||
| Длина свинчивания | ||||
| N | L | N | L | |
| Поле допуска | ||||
| Точный | 7е, 7g | 8е | 7Н | 8Н |
| Средний | 8с,8e | 9с | 8h | 9Н |
| Грубый | 9с | 10с | 9Н | 9Н |
Примечания:
1. При повышенных требованиях к точности для длин свинчивания L
допускается применять поля допусков, установленные для длин свинчивания
N
.
2. Поля допусков, заключенные в рамки, являются предпочтительными.
9.2. Поля допусков наружной и внутренней резьбы, указанные в табл. , являются ограничительным отбором из всей совокупности полей допусков, которые могут быть получены различным сочетанием степеней точности по табл. и основных отклонений по табл. .
Поля допусков, не предусмотренные табл. , являются специальными. Их применение допускается в технически и экономически обоснованных случаях, если поля допусков по табл. не могут обеспечить требования, предъявляемые к изделию.
9.3. Предельные отклонения наружной и внутренней резьбы, соответствующие полям допусков, установленным в табл. , приведены в ГОСТ 9562 и в обязательном приложении .
9.4. В посадках допускаются любые сочетания полей допусков наружной и внутренней резьбы, установленные настоящим стандартом. Предпочтительней сочетать поля допусков одного класса точности.
Применение
Трапецеидальная резьба, благодаря тормозящим свойствам и большой силой трения, не требует дополнительной фиксации. Благодаря этой особенности, она активно применяется в подъемных технологиях. Чаще всего трапецеидальная резьба выступает в роли ходового винта и привода для винтовых прессов. Она выполняет следующий набор операций:
- подача движений на токарных станках;
- контроль перемещения подъемных устройств;
- передвижение изделий на сборочных контейнерах;
- движение конструкций пресса в вертикальном направлении.
Также она применяется при изготовлении станков и регулировочных механизмов. Основными сферами применения являются автомобиле строение (изготовление устройств для моторных редукторов), паровозостроение (создание тормозных устройств для шахтных локомотивов, функционирующих при помощи электрической энергии) и иные производственные сферы машиностроения.
ПРИЛОЖЕНИЕ 1 Обязательное
РАСЧЕТНЫЕ ФОРМУЛЫ, ПРИНЯТЫЕ В СИСТЕМЕ ДОПУСКОВ ТРАПЕЦЕИДАЛЬНОЙ МНОГОЗАХОДНОЙ РЕЗЬБЫ
Формулы расчета числовых значений допусков степеней точности 4 — 9, основных отклонений длин свинчивания, а также правила округления — по ГОСТ 9562.
Числовые значения допусков 10-й степени точности для диаметра d
2рассчитаны по формуле
| , | (1) |
для диаметра d
3- по формуле
| . | (2) |
(Измененная редакция, Изм. № 1).