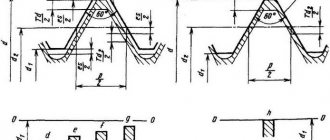
Резьба трапецеидальная однозаходная. Профиль по ГОСТ 24737 (СТ СЭВ 146)
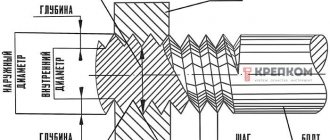
d — наружный диаметр наружной резьбы (винта); d2 — средний диаметр наружной резьбы; D2 — средний диаметр внутренней резьбы; Р — шаг резьбы; h3 — высота профиля наружной резьбы; H4 — высота профиля внутренней резьбы; d3 — внутренний диаметр наружной резьбы; D4 — наружный диаметр внутренней резьбы; R1 — радиус скругления по вершине наружной резьбы; R2 — радиус скругления по впадине наружной и внутренней резьбы; ac — зазор по вершине резьбы.
В табл. 1 приведены размеры профиля резьбы.
Примечания:
- Вместо скругления по вершине наружной резьбы допускается выполнять фаски размером не более 0,5·ac
- При накатывании резьбы профиль впадины резьбы выполнять закругленным. В этом случае внутренний диаметр наружной резьбы уменьшить на 0,15Р.
- Значения диаметров вычисляются по формулам:
D1=d-2H1=d-P
D4=d+2ac
d3=D2=d-H1=d-0,5P
d3=d-2h3
Измерение шага резьбы
Для измерения шага резьбы используют штангенциркуль или линейку. Для этого определяют длину нескольких шагов и делят ее на количество шагов. Шаг внутренней и внешней резьбы определяют резьбомером. Каждая пластинка указывает на величину шага. При этом пластинки выбирают таким образом, чтобы зубья плотно входили в резьбу. Благодаря этому шаг совпадает с шагом на пластине.
Для измерения шага резьбы используют стандартные линейки с миллиметровыми и дюймовыми делениями и резьбомеры. Результаты вычисления шага линейкой неточные, так что главной задачей при замерах является нахождение количества витков, которые приходятся на единичный шаг резьбы. Допустим, если на 1 дюйм приходится 5 витков, шаг будет равен 1/5 дюйма. Чтобы было удобно, результаты в дюймах переводят в миллиметры.
Чтобы измерить шаг резьбы корректно, необходимо быть в курсе следующих хитростей:
- следует измерять не отдельные участки, а целую часть профиля детали;
- перед измерением необходимо подсчитать целое количество витков;
- шаг резьбы определяют после замера глубины и основных параметров резьбового соединения.
Итогом измерений будет усредненное значение шага. Погрешность в расчетах зависит от того, насколько правильно нарезана резьба на деталь.
Резьбомер предоставляет наиболее точные результаты измерений шага трубной и конической резьбы, поскольку он работает с самыми маленькими расстояниями. В конструкции предусмотрены пластины из сплавов железа. Каждая пластина имеет вырезы, равные профилю нарезки и ее шагу.
Для определения величины шага резьбомер прикладывают к детали. При этом необходимо следить, чтобы пластина была параллельна оси нарезки и совпадала по размеру с отверстием резьбы.
Резьба трапецеидальная однозаходная. Диаметры и шаги по ГОСТ 24738 (СТ СЭВ 639)
В табл. 2 приведены диаметры резьбы от 8 до 640 мм, диаметры разделены на два ряда (ряд 1 и 2). Предпочтение при выборе размера резьбы следует отдавать первому ряду. Предпочтительные шаги резьб выделены полужирным шрифтом.
Примечания:
- Шаги, выделенные полужирным шрифтом, являются предпочтительными при разработке новых конструкций.
- Шаги, обозначенные *, не следует применять при разработке новых конструкций.
Измерение среднего диаметра резьбы
Для измерения среднего диаметра резьбы необходимо использовать резьбовой микрометр в комплекте с разными наконечниками (один с конусом, второй с вырезом). Предел измерения указывают обычно на самих средствах измерения. Так, маркировка М 3–5 обозначает, что комплект позволяет измерить резьбу с шагом 3; 3,5; 4; 4,5 и 5 мм.
Вставки к резьбовому микрометру
Для измерения среднего диаметра резьбы пользуются микрометром. Сменные наконечники инструмента вставляются в отверстие винта и позволяют добиться максимально точных измерений.
Если в качестве результата достаточно усредненных значений, вместо микрометра допускается использовать кронциркуль. По конструкции он представляет собой шариковые наконечники, размеры которых должны совпадать с типом и шагом резьбового соединения. Чтобы узнать средний диаметр, наконечники кронциркуля необходимо выставить по резьбовому калибру. Затем процедуру повторяют с боковыми сторонами детали. Для оценки результатов измерений используют резьбовые скобы. А точность диаметра проверяют, сравнивая полученную резьбу с шаблоном.
Для контроля среднего диаметра резьбы, состоящей максимум из двух витков, пользуются методом двух проволочек. Измерение производят следующим образом: на противоположные выступы и впадины резьбы накладывают проволоки, диаметр которых совпадает с одной из табличных единиц. При этом расстояние между концами проволочек демонстрирует средний диаметр детали. Для каждого из классов точности создаются отдельные проволоки, соответствующие ГОСТ 2475-88. При выведении конечных чисел берут во внимание возможную погрешность, потому что метод двух проволочек не позволяет добиться точных значений.
Еще один метод измерения среднего диаметра резьбы состоит в использовании микроскопа. Прибор прикладывают к боковой стороне профиля заготовки, а окуляры наводят на изображение профиля с каждой стороны, чтобы определить его размер. Значения, которые были получены в результате измерений, складывают и делят на количество сторон. Полученное среднее арифметическое — это и есть средний диаметр резьбового соединения.
Условное обозначение трапецеидальной резьбы
В условное обозначение трапецеидальной однозаходной резьбы должны входить:
- буквы Tr
- номинальный диаметр резьбы
- числовое значение шага
- буквы LH для левой резьбы
Пример условного обозначения трапецеидальной резьбы номинальным диаметром 40 мм и шагом 6 мм:
Tr40×6
То же, для левой резьбы:
Tr40×6LH
Соседние страницы
- Резьбы цилиндрические
- Резьбы конические
- Резьба метрическая
- Сбеги, недорезы, проточки и фаски по ГОСТ 10549
- Резьба упорная
- Механические свойства болтов, винтов, шпилек, гаек.
- Условные обозначения крепежных изделий по ГОСТ 1759.0 (СТ СЭВ 4203)
- Болты общего назначения с шестигранными головками
- Винты общего назначения
- Винты невыпадающие
- Винты установочные
- Болты и винты специального назначения
- Винты самонарезающие для металла и пластмасс
- Стопорение гайки относительно болта дополнительными элементами
- Стопорение гаек относительно корпуса
- Стопорение гайки относительно болта за счет дополнительного трения, сварки и пластического деформирования
- Стопорение болтов. Предохранение винтов и гаек от потери
- Стопорение винтов
- Фланцевые соединения деталей
- Фланцевые соединения труб и крышек цилиндров
- Фланцевые соединения труб металлоконструкций
- Примеры применения установочных винтов
- Клеммовые соединения
- Фрикционно-винтовые зажимы
- Стяжки и упоры
- Крепление машин к основаниям
Классификация резьбы
Таблица 1.2.1
| № | Тип | Профиль | Условное изображение | Стандарт | Примеры | Примеры |
| 1 | Метрическая | |||||
| 2 | Метрическая коническая | |||||
| 3 | Трубная цилиндрическая | |||||
| 4 | Трубная коническая | |||||
| 5 | Коническая дюймовая | — | ||||
| 6 | Трапецеидальная | |||||
| 7 | Упорная | |||||
| 8 | Круглая |
1.2.1. Метрическая резьба
Метрическая резьба (см. табл.1.2.1) является основным типом крепежной резьбы. Профиль резьбы установлен ГОСТ 9150–81 и представляет собой равносторонний треугольник с углом профиля α = 60°. Профиль резьбы на стержне отличается от профиля резьбы в отверстии величиной притупления его вершин и впадин. Основными параметрами метрической резьбы являются: номинальный диаметр – d(D) и шаг резьбы – Р, устанавливаемые ГОСТ 8724–81.
По ГОСТ 8724–81 каждому номинальному размеру резьбы с крупным шагом соответствует несколько мелких шагов. Резьбы с мелким шагом применяются в тонкостенных соединениях для увеличения их герметичности, для осуществления регулировки в приборах точной механики и оптики, с целью увеличения сопротивляемости деталей самоотвинчиванию. В случае, если диаметры и шаги резьб не могут удовлетворить функциональным и конструктивным требованиям, введен СТ СЭВ 183–75 «Резьба метрическая для приборостроения». Если одному диаметру соответствует несколько значений шагов, то в первую очередь применяются большие шаги. Диаметры и шаги резьб, указанные в скобках, по возможности не применяются. В случае применения конической метрической (см. табл.1.2.1) резьбы с конусностью 1:16 профиль резьбы, диаметры, шаги и основные размеры установлены ГОСТ 25229–82. При соединении наружной конической резьбы с внутренней цилиндрической по ГОСТ 9150–81 должно обеспечиваться ввинчивание наружной конической резьбы на глубину не менее 0,8.
1.2.2. Дюймовая резьба
В настоящее время не существует стандарт, регламентирующий основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается. Дюймовая резьба применяется при ремонте оборудования, поскольку в эксплуатации находятся детали с дюймовой резьбой. Основные параметры дюймовой резьбы: наружный диаметр, выраженный в дюймах, и число шагов на дюйм длины нарезанной части детали.
1.2.3. Трубная цилиндрическая резьба
В соответствии с ГОСТ 6367–81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т. е. равнобедренный треугольник с углом при вершине, равным 55° (см. табл.1.2.1). Резьба стандартизована для диаметров от 1/16 » до 6″ при числе шагов zот 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.
Трубную резьбу применяют для соединения труб, а также тонкостенных деталей цилиндрической формы. Такого рода профиль (55°) рекомендуют при повышенных требованиях к плотности (непроницаемости) трубных соединений. Применяют трубную резьбу при соединении цилиндрической резьбы муфты с конической резьбой труб, так как в этом случае отпадает необходимость в различных уплотнениях.
1.2.4. Трубная коническая резьба
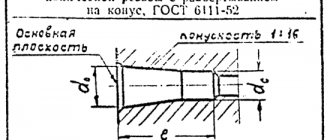
Параметры и размеры трубной конической резьбы определены ГОСТ 6211–81, в соответствии с которым профиль резьбы соответствует профилю дюймовой резьбы (см. табл.1.2.1). Резьба стандартизована для диаметров от 1/16″ до 6″ (в основной плоскости размеры резьбы соответствуют размерам трубной цилиндрической резьбы). Нарезаются резьбы на конусе с углом конусности j/2 = 1°47’24» (как и для метрической конической резьбы), что соответствует конусности 1:16. Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков.
1.2.5. Трапецеидальная резьба
Трапецеидальная резьба имеет форму равнобокой трапеции с углом между боковыми сторонами, равным 30° (см. табл.1.2.1). Основные размеры диаметров и шагов трапецеидальной однозаходной резьбы для диаметров от 10 до 640 мм устанавливают ГОСТ 9481–81. Трапецеидальная резьба применяется для преобразования вращательного движения в поступательное при значительных нагрузках и может быть одно- и многозаходной (ГОСТ 24738–81 и 24739–81), а также правой и левой.
1.2.6. Упорная резьба
Упорная резьба, стандартизованная ГОСТ 24737–81, имеет профиль неравнобокой трапеции, одна из сторон которой наклонена к вертикали под углом 3°, т. е. рабочая сторона профиля, а другая – под углом 30° (см. табл.1.2.1). Форма профиля и значение диаметров шагов для упорной однозаходной резьбы устанавливает ГОСТ 10177–82. Резьба стандартизована для диаметром от 10 до 600 мм с шагом от 2 до 24 мм и применяется при больших односторонних усилиях, действующих в осевом направлении. 1.2.7. Круглая резьба
Круглая резьба стандартизована. Профиль круглой резьбы образован дугами, связанными между собой участками прямой линии. Угол между сторонами профиля α = 30° (см. табл.1.2.1). Резьба применяется ограниченно: для водопроводной арматуры, в отдельных случаях для крюков подъемных кранов, а также в условиях воздействия агрессивной среды.
1.2.8. Прямоугольная резьба
Прямоугольная резьба (см. табл.1.2.1) не стандартизована, так как наряду с преимуществами, заключающимися в более высоком коэффициенте полезного действия, чем у трапецеидальной резьбы, она менее прочна и сложнее в производстве. Применяется при изготовлении винтов, домкратов и ходовых винтов.
1.3. Условное изображение резьбы. ГОСТ 2.311–68
Построение винтовой поверхности на чертеже – длительный и сложный процесс, поэтому на чертежах изделий резьба изображается условно, в соответствии с ГОСТ 2.311–68. Винтовую линию заменяют двумя линиями – сплошной основной и сплошной тонкой. Резьбы подразделяются по расположению на поверхности детали на наружную и внутреннюю.
1.3.1. Условное изображение резьбы на стержне
Рис.1.3.1.1
Наружная резьба на стержне (рис.1.3.1.1) изображается сплошными основными линиями по наружному диаметру и сплошными тонкими – по внутреннему диаметру, а на изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, тонкую линию проводят на 3/4 окружности, причем эта линия может быть разомкнута в любом месте (не допускается начинать сплошную тонкую линию и заканчивать ее на осевой линии). Расстояние между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше шага резьбы, а фаска на этом виде не изображается. Границу резьбы наносят в конце полного профиля резьбы (до начала сбега) сплошной основной линией, если она видна. Сбег резьбы при необходимости изображают сплошной тонкой линией.
Рис.1.3.1.2?
Из технологических соображений на части детали (стержня) может быть осуществлен недовод резьбы. Суммарно недовод резьбы и сбег представляют собой недорез резьбы (ГОСТ 10548–80). Размер длины резьбы указывается, как правило, без сбега.
1.3.2. Условное изображение резьбы в отверстии
Рис.1.3.2.1
Внутренняя резьба – изображается сплошной основной линией по внутреннему диаметру и сплошной тонкой – по наружному. Если при изображении глухого отверстия, конец резьбы располагается близко к его дну, то допускается изображать резьбу до конца отверстия. Резьбу с нестандартным профилем следует изображать.
1.3.3. Условное изображение резьбы в сборе
Рис.1.3.3.1
На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня. Штриховку в разрезах и сечениях проводят до сплошной основной линии, т.е. до наружного диаметра наружной резьбы и внутреннего диаметра внутренней.
1.4. Условное изображение резьб Таблица 1.4.1
| Тип | Условное обозначение | Размеры на чертеже | Обозначение на чертежах | |||
| на изображениях в плоскости, параллельной оси резьбы | на изображениях в плоскости, перпендикулярной оси резьбы | |||||
| на стержне | В отверстии | на стержне | В отверстии | |||
| Метрическая с крупным шагом ГОСТ 9150-81 | M | Наружный диаметр (мм) | ||||
| Метрическая с мелким шагом ГОСТ 9150-81 | M | Наружный диаметр и шаг резьбы (мм) | ||||
| Трапецеидальная однозаходная ГОСТ 9484-81 (СТ СЭВ 146-78) | Tr | Наружный диаметр и шаг резьбы (мм) | ||||
| Трубная цилиндрическая ГОСТ 6357-81 (СТ СЭВ 1157-78) | G | Условное обозначение в дюймах | ||||
| Коническая дюймовая ГОСТ 6111-52 | K | Условное обозначение в дюймах | ||||
| Трубная коническая ГОСТ 6211–81 (СТ СЭВ 1159–78): наружная и внутренняя | R Rc | Условное обозначение в дюймах | ||||
Для обозначения резьб пользуются стандартами на отдельные типы резьб. Для всех резьб, кроме конических и трубной цилиндрической, обозначения относятся к наружному диаметру и проставляются над размерной линией, на ее продолжении или на полке линии-выноски. Обозначения конических резьб и трубной цилиндрической наносят только на полке линии-выноски. Резьбу на чертеже условно обозначают в соответствии со стандартами на изображение, диаметры, шаги и т. д. Метрическая резьба обозначается в соответствии с ГОСТ 9150–81. Метрическая резьба подразделяется на резьбу с крупным шагом, обозначаемой буквой М с указанием номинального диаметра цилиндрической поверхности, на которой резьба выполнена, например М12, и резьбу с мелким шагом, обозначаемой указанием номинального диаметра, шага резьбы и поля допуска, например М24×2–6g или М12×1–6Н. При обозначении левой резьбы после условного обозначения ставят LH. Многозаходные резьбы обозначаются, например трех-заходная, М24×З(P1)LH, где М – тип резьбы, 24 – номинальный диаметр, 3 – ход резьбы, P1 – шаг резьбы. Приведенные обозначения левой и многозаходной резьб могут быть отнесены ко всем метрическим резьбам. Метрическая коническая резьба обозначается в соответствии с ГОСТ 25229–82. В обозначение резьбы включаются буквы МК. Применяются соединения внутренней цилиндрической резьбы с резьбой наружной конической. Размеры элементов профиля конической и цилиндрической резьб принимаются по ГОСТ 9150–81. Соединение такого типа должно обеспечивать ввинчивание конической резьбы на глубину не менее 0,8l (где l – длина резьбы без сбега). Обозначение внутренней цилиндрической резьбы состоит из номинального диаметра, шага и номера стандарта (например: М20×1,5 ГОСТ 25229–82).
Рис.1.4.1
Соединение внутренней цилиндрической резьбы с наружной конической (рис.1.4.1) обозначается дробью М/МК, номинальным диаметром, шагом и номером стандарта: М/МК 20×1,5LH ГОСТ 25229–82. При отсутствии особых требований к плотности соединений такого рода или при применении уплотнений для достижения герметичности таких соединений номер стандарта в обозначении соединений опускается, например: М/МК 20×1,5 LH.
Поле допуска среднего диаметра внутренней цилиндрической резьбы должно соответствовать 6Н по ГОСТ 16093–81, а предельное отклонение внутреннего диаметра и среза впадин внутренней цилиндрической резьбы принимается в пределах: верхнее предельное отклонение (+0,12) -г- (+0,15), а нижнее предельное отклонение равняется 0.
Трубная цилиндрическая резьба. Условное обозначение резьбы состоит из буквы G, обозначения размера резьбы, класса точности среднего диаметра (А или В). Для левой резьбы применяется условное обозначение LH. Например, G1½LH–В–40 длина свинчивания, указываемая при необходимости.
Соединение внутренней трубной цилиндрической резьбы класса точности А с наружной трубной конической резьбой по ГОСТ 6211–81 обозначается следующим образом: например, G/Rp–1½–А. При обозначении посадок в числителе указывается класс точности внутренней резьбы, а в знаменателе — наружной. Например: G 1½–А/В.
Трубная коническая резьба. В обозначение резьбы входят буквы: R – для конической наружной резьбы, Rc – для конической внутренней резьбы, Rp – для цилиндрической внутренней резьбы и обозначение размера резьбы. Для левой резьбы добавляются буквы LH. Условный размер резьбы, а также ее диаметры, измеренные в основной плоскости, соответствуют параметрам трубной цилиндрической резьбы, имеющей тот же условный размер. Поэтому детали с трубной конической резьбой достаточно часто применяются в соединениях с деталями с трубной цилиндрической резьбой, что обеспечивает достаточно высокую герметичность соединений. Резьбовые соединения обозначаются в виде дроби, в числителе которой указывается буквенное обозначение внутренней резьбы, а в знаменателе – наружной. Пример обозначения:
G/R * 1½ — A
внутренняя трубная цилиндрическая резьба класса точности А по ГОСТ 6357–81.
Трапецеидальная резьба. Условное обозначение трапецеидальной резьбы состоит из букв Тr, номинального диаметра, хода Рn и шага Р. Например: Tr20×4LH–8H, где LH – обозначение левой резьбы, 8Н – основное отклонение резьбы.
При необходимости вслед за основным отклонением резьбы указывается длина свинчивания L (в мм). Например: Тг40×6–8g–85; 85 – длина свинчивания.
Резьба упорная. Обозначение резьбы состоит из буквы S, номинального диаметра, шага и основного отклонения S80×10–8Н. Для левой резьбы после условного обозначения резьбы указывают буквы LH. Для многозаходной резьбы вводят дополнительно значение хода совместно с буквой Р и значение шага. Так, двухзаходная резьба с шагом 10 мм обозначается S80×2(P10).
Прямоугольная резьба не стандартизована. При изображении прямоугольной резьбы рекомендуется вычерчивать местный разрез, на котором проставляют необходимые размеры.
Специальные резьбы. Если резьба имеет стандартный профиль, но отличается от соответствующей стандартной резьбы диаметром или шагом, то резьба называется специальной. В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп.М19×1Д Резьба с нестандартным профилем изображается так, как это представлено в п.9 табл.1, с нанесением размеров, необходимых для изготовления резьбы.
Разрезанная поперек гайка с пружиной
Существует вариант выборки люфта с помощью натяжения половин гайки пружиной. Это способ работает только для небольшой нагрузки, так как при превышении усилия пружины она сжимается и узел начинает люфтить. Пружину с большим усилием в данном случае не поставить, так как возрастут потери на трение и увеличится износ винтовой пары.
В случае наличия нескольких пар таких гаек, можно попробовать подобрать пары полугаек с наименьшим люфтом, исключив из конструкции пружину вообще. Пара винт/гайка с трапециевидной резьбой работает на трении скольжения, имеет большую площадь контакта и как следствие – высокую жесткость и низкий КПД. На нагруженных винтах большого размера заметно присутствие характерного «эффекта страгивания» (рывок в начале движения). Трение ограничивает скорость вращения винта и значит скорость передачи, а так же требует более мощного двигателя. Из-за эффекта самоторможения трапвинт хорошо подходит для перемещения нагрузки по вертикали.
Перекос гайки
Перекос гайки трапецеидального винта
Регулировка перекосом очень старый способ регулировки. Как понятно из названия, осуществляется он перекосом гайки, тогда в двух противоположных краях гайки выбирается зазор (отмечено кружочком). Достаточно просто в изготовлении, но имеет не очень большой ресурс – вся нагрузка приходится лишь на небольшие участки резьбы.
Разрезанная поперек гайка трапецеидального винта
Разрезанная поперек гайка трапецеидального винта
Половинки гайки стягиваются или распираются относительно разреза, выбирая люфт, а затем фиксируются относительно друг друга.
Разрезанная поперек капролоновая гайка трапецеидального винта
Так же существует вариант прямоугольной капролоновой гайки с частичным разрезом, на обе половинки ресурс такой гайки выше.
Измерение внутреннего диаметра резьбы
Измерение внутренней резьбы производят кронциркулем. Инструмент устанавливают на шаблонную деталь по резьбовому калибру, а затем сравнивают с исходным внутренним диаметром резьбового соединения. Для получения точных значений кронциркуль необходимо расположить под углом к измеряемой оси.
Также для измерения внутреннего диаметра резьбы можно использовать приборы для цилиндрической резьбы. Это связано с тем, что внутренний диаметр обладает гладкой поверхностью и идеально подходит для формы наконечников, используемых в этих инструментах. Полученные результаты проверяют, используя калибры-пробки.
Разрезанная вдоль гайка трапецеидального винта
Разрезанная вдоль гайка трапецеидального винта
Гайка разрезается вдоль и ее половинки смыкаются на ходовом винте. Для регулировки этим способом нужно, чтобы витки резьбы не касались дна ответных частей, тогда при сжатии половинок полугаек боковые части трапеций резьбы садятся плотнее и выбирается зазор. Такие разрезные гайки и полугайки можно увидеть на ходовых винтах универсальных токарных станков, там они применяются в качестве размыкающихся маточных гаек. При этом способе разрезания узел имеет самый большой ресурс, так как осевое усилие распределяется на максимальную площадь резьбы.