2.5.1 Общие сведения
Шпоночное соединение – разъемное соединение, которое образует вал, шпонка и ступица (зубчатого колеса, шкива, звездочки и др.). Шпонка представляет собой соединительную деталь, устанавливаемую в пазы вала и ступицы. Она служит для передачи вращающего момента между валом и ступицей. Основные типы шпонок стандартизованы. Шпоночные пазы на валах получают фрезерованием дисковыми или концевыми фрезами, в ступицах – протяжками.
2.5.2 Достоинства и недостатки шпоночных соединений
Достоинства шпоночных соединений – простота конструкции и сравнительная легкость монтажа и демонтажа, поэтому их используют практически во всех отраслях машиностроения.
Недостатки шпоночных соединений – сильное ослабление вала и ступицы. Ослабление обусловлено не только уменьшением его поперечного сечения, но и значительной концентрацией напряжения, вызываемой шпоночным пазом, что приводит к снижению усталостной прочности вала.
Главное условие нормальной работы шпонок – отсутствие перекоса шпонки в пазе. Этого можно добиться, если зазор между шпонкой и пазом будет минимальным, что требует повышенной точности изготовления шпонки и паза или ручной подгонки или подбора шпонки. Это ограничивает использование соединений в крупносерийном и массовом производстве. При наличии перекоса значительно уменьшается площадь контакта рабочей поверхности шпонки и паза, и, следовательно, резко падает нагрузочная способность соединения.
Из-за пустот в зазорах между шпонкой и пазами происходит незначительное смещение центров массы относительно геометрического центра, которое приводит к биению, особенно заметному при высоких скоростях вращения. Поэтому не рекомендуется применение шпоночного соединения для быстровращающихся валов ответственного назначения.
2.5.3 Виды шпоночных соединений
Шпоночные соединения подразделяют на напряженные
и
ненапряженные
.
Клиновые шпонки
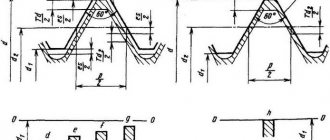
(рис. 2.40) имеют уклон верхней грани 1:100. Такую шпонку устанавливают в паз и ударным способом загоняют на место, обеспечивая напряженное соединение. Клиновая шпонка распирает соединение, вызывая силу прижатия
N
(рис. 2.40
в
), которая обеспечивает совместное вращение вала и ступицы за счет сил трения . Рабочими гранями являются верхняя и нижняя грани клиновой шпонки.
Основные недостатки клиновых шпонок: обязательная индивидуальная подгонка, что недопустимо при массовом производстве; наличие радиального смещения оси насаживаемой детали по отношению к оси вала, что вызывает дополнительное биение. Поэтому они применяются сравнительно редко – в основном в тихоходных передачах низкой точности и только для неподвижных соединений.
Привет! Продолжаем серию статей о шпонках, на сайте – SoproMats. В этой статье подробно расскажем какие существуют виды шпонок.
По форме существует несколько видов шпонок, это:
- призматическая производится по госстандарту 23360-78;
- сегментная — по ГОСТу 24071-97;
- цилиндрическая (штифт) — по ГОСТу 3128-70, 12207-79;
- клиновая — по госстандарту 24068-80;
- тангенциальная клиновая — по ГОСТу 24069-97, 24070-80.
Шпоночные соединения
Характеристика шпоночных соединений
Шпоночное соединение образуют вал, шпонка и ступица колеса (шкива, звездочки и т. п.) . Шпонка представляет собой стальной брус, устанавливаемый в пазы вала и ступицы. Она служит для передачи вращающего момента от вала к ступице и наоборот. Основные типы шпонок стандартизированы.
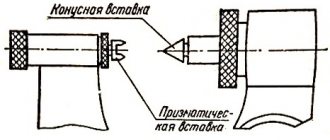
Шпоночные пазы на валах получают фрезерованием дисковыми или концевыми фрезами, в ступицах – протягиванием (см. рис. 1) .
Достоинства шпоночных соединений – простота конструкции, вследствие чего их широко применяют во всех областях машиностроения.
Недостатки – шпоночные пазы ослабляют вал и ступицу насаживаемой на вал детали. Ослабление вала обусловлено не только уменьшением его сечения, но, главное, значительной концентрацией напряжений изгиба и кручения, вызываемой шпоночным пазом.
Шпоночное соединение трудоемко в изготовлении: при изготовлении паза концевой фрезой, требуется ручная пригонка шпонки по пазу; при изготовлении дисковой фрезой – крепление шпонки в пазу винтами от возможных осевых перемещений.
Классификация шпоночных соединений
Шпоночные соединения подразделяют на ненапряженные и напряженные. Ненапряженные соединения получают при использовании призматических и сегментных шпонок. При сборке этих соединений в деталях не возникает монтажных напряжений. Для обеспечения центрирования и исключения контактной коррозии (фретинг-коррозии) ступицы устанавливают на валы с натягом.
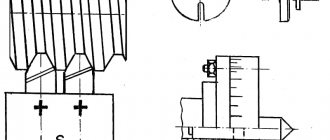
Напряженные соединения получают при применении клиновых и тангенциальных шпонок (рис. 2) . При сборке таких соединений возникают предварительные (монтажные) напряжения. Тангенциальные шпонки являются разновидностью клиновых шпонок. При запрессовке клиновых шпонок в соединении возникают распорные радиальные силы, что приводит к появлению дисбаланса. Клиновые шпонки в настоящее время применяются редко, поэтому их методика расчета на прочность здесь не рассматривается.
Читать также: Как измерить сопротивление мультиметром видео
По форме различают три основных типа шпонок (кроме клиновых и тангенциальных, рис. 2) – призматические , сегментные и круглые .
Призматические шпонки (рис. 3) изготавливают в нескольких исполнениях – с плоскими и скругленными торцами. Округление торцов шпонки облегчает монтаж конструкции. Шпонки с плоскими торцами устанавливают вблизи деталей (концевых шайб, колец и т. п.) , препятствующих ее осевому перемещению, поскольку призматическая шпонка не препятствует осевому перемещению деталей вдоль вала. Иногда для фиксации от осевого смещения призматические шпонки фиксируют распорными втулками или установочными винтами.
Сегментные шпонки (рис. 3) , как и призматические, работают только боковыми гранями. Их применяют при передаче относительно небольших вращающих моментов, так как глубокий паз значительно ослабляет вал. Сегментные шпонки и пазы для них просты в изготовлении и удобны для монтажа и демонтажа. Глубокая посадка шпонки обеспечивает ей устойчивое положение. В отличие от призматических шпонок, сегментные шпонки не нуждаются в дополнительной фиксации от осевого перемещения.
Материал шпонок и допускаемые напряжения
Стандартные шпонки изготовляют из специального сортамента среднеуглеродистой чистотянутой стали с σв≥ 600 МПа – чаще всего из сталей марок Ст6, 45, 50.
Допускаемые напряжения смятия [σ]см для шпоночных соединений зависят от материала ступицы (вал, как правило, изготовляют из стали) , типа посадки ступицы и характера нагрузки.
Так, неподвижное соединение при стальной ступице допускает напряжение 140…200 МПа, при чугунной ступице – 80…110 МПа. Большие напряжения допускаются при постоянной нагрузке, меньшие – при переменной.
Допускаемое напряжение при срезе шпонок [τ]ср= 70…100 МПа (Н/мм2). Большие допускаемые напряжения принимают для постоянной нагрузки.
Расчет шпоночных соединений
Основным критерием работоспособности шпоночных соединений является прочность. Шпонки выбирают по таблицам ГОСТов в зависимости от диаметра вала, а затем соединения проверяют расчетом на прочность. Характер напряжений, возникающих в шпоночном соединении во время работы, показан на рис. 4 . Шпонки работают на смятие и срез, а боковые стенки пазов на валах и в ступицах – на смятие.
Размеры шпонок и пазов подобраны так, что прочность их на срез и изгиб обеспечивается, если выполняется условие прочности на смятие, поэтому основной расчет шпоночных соединений – расчет на смятие шпонки. Проверку шпонок на срез в большинстве случаев не производят.
При расчете условно принимают, что напряжение σсм смятия распределяются равномерно по площади контакта боковых граней шпонок и шпоночных пазов, а прочность материала, характер соединения, режим работы учитываются при выборе допускаемого напряжения [σ]см .
Проверочный расчет соединения призматической шпонкой выполняют по условию прочности на смятие (см. рис. 4):
где: F1 – окружная сила, передаваемая шпонкой, Асм – площадь смятия шпонки (мм 2 ).
где: T = передаваемый момент (Нм); d – диаметр вала (мм).
На смятие рассчитывают выступающую из вала часть шпонки, которая имеет меньшую площадь смятия. При определении площади смятия Асм учитывают размер фаски f , который для стандартных шпонок примерно равен 0,06h (здесь h – общая высота шпонки) .
Шпонка с фаской f = 0,06h имеет расчетную площадь Асм смятия:
где: t1 – глубина шпоночного паза на валу (мм); lр – расчетная длина шпонки (мм). Для шпонок с плоскими торцами lp = l , со скругленными торцами lp = l – b .
Читать также: Тиристорный регулятор мощности постоянного тока своими руками
Подставив значения F1 и Асм в формулу проверочного расчета, получим:
В проектировочном расчете соединения, после выбора размеров b и h поперечного сечения шпонки по стандарту, определяют расчетную рабочую длину lp :
Длину ступицы lст принимают на 8…10 мм больше длины шпонки. Если длина ступицы больше величины 1,5d , то шпоночное соединение целесообразно заменить на шлицевое или соединение с натягом, чтобы избежать значительной неравномерности распределения напряжений по длине шпонки.
Проверочный расчет соединения сегментной шпонкой выполняют на смятие:
где: lp ≈ l – рабочая длина шпонки (мм); (h – t) – рабочая глубина паза в ступице (мм).
Поскольку сегментные шпонки выполняются узкими, их, в отличие от призматических, проверяют на срез. Условие прочности при срезе:
где: b – ширина шпонки (мм); [τ]сp – допускаемое напряжение на срез.
Рекомендации по конструированию шпоночных соединений
При проектировании и конструировании шпоночных соединений следует придерживаться следующих рекомендаций, основанных на опыте эксплуатации и аналитических выводах:
- Перепад диаметров ступеней вала с призматическими шпонками назначают из условия свободного прохода детали большего посадочного диаметра без удалении шпонки из паза на участке меньшего диаметра.
- При наличии нескольких шпоночных пазов на валу их располагают на одной образующей.
- Из удобства изготовления рекомендуют для разных ступеней одного и того же вала назначать одинаковые по сечению шпонки, исходя из ступени меньшего диаметра. Прочность шпоночных соединений при этом оказывается вполне достаточной, поскольку окружные силы на разных участках вала обратно пропорциональны диаметру, поэтому на участках с большим диаметром окружная сила будет меньше.
- При необходимости установки двух сегментных шпонок их ставят вдоль вала в одном пазу ступицы. Постановка нескольких шпонок в одном соединении сильно ослабляет вал, поэтому рекомендуется в этом случае перейти к шлицевому соединению.
Пример проектировочного расчета шпонки
Задача Выбрать тип стандартного шпоночного соединения стального зубчатого колеса со стальным валом и подобрать размеры шпонки. Диаметр вала d = 45 мм . Соединение передает вращающий момент Т = 210 Нм при спокойной нагрузке.
Решение Выполняем проектировочный расчет, на основании которого подбираем нужную шпонку.
Выбор соединения:
Для соединения вала с колесом принимаем широко распространенную призматическую шпонку со скругленными торцами ( исполнение I) .
Расчетные размеры шпонки и паза на валу:
По таблице стандарта, устанавливающей зависимость между диаметром вала, размером сечения шпонки и глубиной паза, принимаем для d = 45 мм :
b = 14 мм ; h = 9 мм , глубина паза на валу t1 = 5,5 мм .
Допускаемые напряжения:
По таблице стандарта, устанавливающей зависимость допускаемого напряжения от типа шпоночного соединения и материала ступицы, принимаем для стальной ступицы, неподвижного соединения и спокойной нагрузки:
Применение
Основным применением шпоночных соединений является монтаж на вал с помощью пазового соединения. В большинстве своем шпоночный паз напоминает клин. Такой тип соединения деталей позволяет валу и ступице не проворачиваться относительно оси друг друга. Фиксированное положение ступицы к валу со шпонкой позволяет добиться высокого КПД при передаче усилия.
Наиболее часто шпоночное соединение можно встретить в машиностроении, при строительстве станков. Часто она используется при производстве автомобилей и других механизмов, где требуется повышенная надежность фиксации деталей машин. Высокая надежность достигается благодаря функции предохранительного узла вала со шпоночным пазом.
Шпонка выступает предохранителем в случаях превышения максимального уровня крутящего момента. В подобных случаях происходит срез шпонки, поглощая чрезмерную нагрузку она снимает ее из вала и ступицы.
Благодаря своим свойствам она стала широко распространенной в машиностроении, она отличается высокой эффективностью, простотой изготовления и монтажа, а также низкой стоимостью. Подобные характеристики особо важны в промышленном производстве, особенно в сельском хозяйстве. В разгар сезона часто возникают случаи поломок отдельных узлов, которые нужно заменить максимально быстро. Чаще всего можно встретить в узлах пресс-подборщиков.
Учитывая все вышесказанное, выделяются основные позиции, для чего нужна шпонка:
- Обеспечение безопасность соединяемых узлов при повышенных нагрузках.
- Достижение высокой степени фиксации отдельных элементов механического узла.
- Выполняет функцию предупреждения проворачивания узла и ступицы.
- Надежность подобного соединения превышает надежность аналогов при фиксации вала с деталями.
В общем, встретить шпоночное соединение можно практически в любом сложном механизме, что обусловлено его техническими характеристиками.
Обозначения на чертежах
На чертежах обозначение призматических шпонок происходит исходя из нормативного документа ГОСТ. Они делятся на шпоночные пазы: высокие, нормальной высоты и направляющие. Рабочими гранями у них являются боковые.
На сборочном чертеже обозначение выполняется с учетом диаметра вала, крутящего момента, сечения и длины.
Например:
Шпонка 3–20Х12Х120 ГОСТ 23360-78; Где 3 – исполнение, 20Х12 – сечение, 120 – длина.
Скачать ГОСТ 23360-78
Обозначение остальных типов шпонок на изображениях выполняется таким же образом, исходя из соответствующих ГОСТов, разработанных для каждой отдельной модели. Указанное обозначение должно четко характеризировать деталь, что очень важно для получения надежного соединение. Ведь даже малейший зазор может стать причиной быстрого износа рабочих узлов и потери эффективности во время работы.
ПРИЛОЖЕНИЕ 3 Рекомендуемое
ЗАВИСИМОСТЬ ПАРАМЕТРОВ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ОТ ДОПУСКА РАЗМЕРА
| Допуск размера по квалитетам | Номинальные размеры | |||
| До 18 | Св. 18 до 50 | Св. 50 до 120 | Св. 120 до 500 | |
| IT9 | 3,2 | 3,2 | 6,3 | 6,3 |
| IT10 | 3,2 | 6,3 | 6,3 | 6,3 |
| IT11 | 6,3 | 6,3 | 12,5 | 12,5 |
| IT12, 13 | 12,5 | 12,5 | 25 | 25 |
| IT14, 15 | 12,5 | 25 | 50 | 50 |
ПРИЛОЖЕНИЕ 3. (Введено дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ 1 Справочное
Размеры в мм
| 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | 36 | 40 | 45 | 50 | 56 | 63 | 70 | 80 | 90 | 100 | |
| 9 | 11 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | 36 | 40 | 45 | 50 | 60 | 65 | 75 | 85 | 90 | |
| Теоретическая масса одной шпонки исполнения 2, кг | ||||||||||||||||||||
| 22 | 0,015 | |||||||||||||||||||
| 25 | 0,018 | |||||||||||||||||||
| 28 | 0,019 | 0,029 | ||||||||||||||||||
| 32 | 0,023 | 0,033 | ||||||||||||||||||
| 36 | 0,025 | 0,037 | 0,047 | |||||||||||||||||
| 40 | 0,028 | 0,041 | 0,052 | |||||||||||||||||
| 45 | 0,032 | 0,046 | 0,059 | 0,079 | ||||||||||||||||
| 50 | 0,035 | 0,052 | 0,066 | 0,087 | 0,112 | |||||||||||||||
| 56 | 0,039 | 0,058 | 0,073 | 0,098 | 0,126 | 0,157 | ||||||||||||||
| 63 | 0,044 | 0,065 | 0,083 | 0,110 | 0,142 | 0,176 | 0,216 | |||||||||||||
| 70 | 0,049 | 0,072 | 0,092 | 0,122 | 0,157 | 0,197 | 0,240 | 0,300 | ||||||||||||
| 80 | 0,056 | 0,082 | 0,105 | 0,139 | 0,179 | 0,225 | 0,275 | 0,343 | 0,437 | |||||||||||
| 90 | 0,063 | 0,093 | 0,118 | 0,157 | 0,202 | 0,253 | 0,309 | 0,386 | 0,491 | 0,629 | ||||||||||
| 100 | 0,070 | 0,103 | 0,131 | 0,175 | 0,225 | 0,281 | 0,343 | 0,429 | 0,546 | 0,699 | 0,897 | 1,123 | ||||||||
| 110 | 0,077 | 0,113 | 0,144 | 0,192 | 0,247 | 0,309 | 0,378 | 0,472 | 0,601 | 0,768 | 0,989 | 1,236 | 1,544 | |||||||
| 125 | 0,129 | 0,164 | 0,217 | 0,281 | 0,341 | 0,429 | 0,536 | 0,683 | 0,874 | 1,123 | 1,404 | 1,755 | 2,069 | |||||||
| 140 | 0,142 | 0,183 | 0,244 | 0,314 | 0,393 | 0,480 | 0,600 | 0,764 | 0,978 | 1,258 | 1,573 | 1,966 | 2,317 | 3,048 | ||||||
| 160 | 0,210 | 0,279 | 0,359 | 0,449 | 0,549 | 0,686 | 0,873 | 1,118 | 1,437 | 1,797 | 2,246 | 2,648 | 3,494 | 4,707 | ||||||
| 180 | 0,314 | 0,403 | 0,503 | 0,608 | 0,772 | 0,982 | 1,258 | 1,617 | 2,022 | 2,527 | 2,979 | 3,931 | 5,277 | 6,368 | ||||||
| 200 | 0,449 | 0,562 | 0,686 | 0,858 | 1,092 | 1,398 | 1,797 | 2,246 | 2,808 | 3,310 | 4,368 | 5,896 | 7,098 | 9,360 | ||||||
| 220 | 0,618 | 0,755 | 0,944 | 1,201 | 1,537 | 1,976 | 2,476 | 3,089 | 3,641 | 4,805 | 6,486 | 7,798 | 10,296 | 13,117 | ||||||
| 250 | 0,858 | 1,072 | 1,365 | 1,747 | 2,246 | 2,808 | 3,510 | 4,137 | 5,460 | 7,361 | 8,872 | 11,700 | 14,897 | 18,525 | ||||||
| 280 | 1,201 | 1,529 | 1,957 | 2,515 | 3,145 | 3,931 | 4,634 | 6,115 | 8,255 | 9,937 | 13,104 | 16,698 | 20,748 | |||||||
| 320 | 1,747 | 2,236 | 2,875 | 3,594 | 4,493 | 5,296 | 6,988 | 9,435 | 11,337 | 14,976 | 19,094 | 23,712 | ||||||||
| 360 | 2,516 | 3,235 | 4,044 | 5,054 | 5,958 | 7,852 | 10,614 | 12,776 | 16,848 | 21,481 | 26,676 | |||||||||
| 400 | 3,593 | 4,492 | 5,616 | 6,620 | 8,736 | 11,793 | 14,196 | 18,720 | 23,858 | 29,640 | ||||||||||
| 450 | 6,318 | 7,447 | 9,828 | 13,267 | 15,970 | 21,060 | 26,841 | 33,645 | ||||||||||||
| 500 | 8,275 | 10,900 | 14,742 | 17,735 | 23,400 | 29,835 | 37,050 | |||||||||||||
| Для 1000 шпонок исполнения 1 масса уменьшается на | 1,52 | 2,67 | 3,96 | 6,04 | 8,72 | 14,8 | 16,0 | 23,7 | 33,0 | 48,4 | 70,0 | 97,1 | 136,6 | 189,5 | 256,3 | 392,0 | 536,0 | 806,0 | 1160,0 | 1600,0 |
ПРИЛОЖЕНИЕ 2. (Исключено, Изм. N 2).