Сведения о производителе шпоночно-фрезерного станка 692Д
Производитель специального шпоночно-фрезерного станка 692Д Дмитровский завод фрезерных станков, основанный в 1940 году.
Основной продукцией завода, в настоящее время, являются универсальные консольно-фрезерные станки гаммы «6К» и «6ДМ».
Станки, выпускаемые Дмитровским заводом фрезерных станков, ДЗФС
- 6Д12
станок консольно-фрезерный вертикальный 320 х 1250 - 6Д81Ш
станок консольно-фрезерный широкоуниверсальный 250 х 1000 - 6Д82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6К11
станок консольно-фрезерный вертикальный 250 х 1000 - 6К12
станок консольно-фрезерный вертикальный 320 х 1250 - 6К81Ш
станок консольно-фрезерный широкоуниверсальный 250 х 1000 - 6К82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Н11
станок консольно-фрезерный вертикальный 250 х 1000 - 6Н81
станок консольно-фрезерный универсальный 250 х 1000 - 6Н81А
станок консольно-фрезерный универсальный 250 х 1000 - 6Н81Г
станок консольно-фрезерный горизонтальный 250 х 1000 - 6Р11
станок консольно-фрезерный вертикальный 250 х 1000 - 6Р81
станок консольно-фрезерный универсальный 250 х 1000 - 6Р81Г
станок консольно-фрезерный горизонтальный 250 х 1000 - 6Р81Ш
станок консольно-фрезерный широкоуниверсальный 250 х 1000 - 692Д
станок шпоночно-фрезерный вертикальный - 692Р
станок шпоночно-фрезерный вертикальный - 692М
станок шпоночно-фрезерный вертикальный
Область применения ручного фрезера
Фрезерные приспособления в основном используются для обработки дерева и выполнения столярных работ, однако, современные фрезеры способны работать с цветными металлами, пластмассой, камнем и стеклом. Изначально для фрезеровки применялись стационарные модели, которые занимали много места и использовались в основном на массовом производстве. Ручные фрезеры компактные и универсальные. Ручные фрезеры подходят для самостоятельных работ дома, они укомплектованы разными фрезами и насадками для создания отверстий. Ручной фрезер применяется:
- для создания отверстий на обрабатываемой поверхности;
- для создания выемок необходимой формы;
- для выреза дверных петель;
- для создания декоративных узоров;
- для подгонки соединяемых деталей по размеру.
Различают разные виды ручных фрезеровочных станков. Каждый вид применяется в определенной области работ. Рассмотрим подробнее виды и область их применения.
- Вертикальный или погружной фрезер
. Применяется для вырезки отверстий, пазов, углублений и тд. Простой в использовании инструмент, не требует особых навыков при работе. - Окантовочный фрезер
. Снятие фаски с поверхности, создание выемок и выбор пазика. Отличием от других видов является способность обрабатывать поверхности с ламинатом. Чаще всего используется в производстве. - Ротационный фрезер
способен обрабатывать кромки, а также вырезать отверстия на металле, стекле и гипсокартоне. - Лемельный фрезер
используется исключительно для подбора и подгона пазов. - Фрезер присадочного типа
используется среди специалистов в области столярного дела, вырезает двойные отверстия для подгона по шканты.
Из вышерассмотренных видов фрезеров универсальным считается вертикальный фрезер, он понятен в использовании и способен выполнять многие работы.
692Д Станок шпоночно-фрезерный вертикальный. Назначение, область применения
Специальный шпоночно-фрезерный станок 692Д консольного типа с вертикально расположенным шпинделем сконструирован на базе модели 692р запущенной в серию примерно в 1974 году.
Специализированные фрезерные станки 692Д применяют в серийном производстве для обработки деталей, сходных по конфигурации, но различных по размеру.
Шпоночно-фрезерный станок 692Д предназначен для обработки шпоночных пазов на валах мерными и немерными концевыми и шпоночными и фрезами, изготовленными по ТУ2-035-858—82.
На станке 692Д могут обрабатываться шпоночные пазы шириной от 4 до 28 мм в полуавтоматическом цикле.
Обработка пазов от 4 до 6 мм ведется маятниковым циклом мерным инструментом, а с 6 до 28 мм – на полную глубину за один проход с последующей калибровкой ширины немерным инструментом.
Применение имеющегося на станке устройства калибровки обрабатываемого паза обеспечивается соблюдение точности ширины шпоночного паза независимо от точности диаметра применяемых фрез (начиная с диаметра 6 мм).
На станке 692Д диапазон частот вращения шпинделя позволяет вести обработку шпоночных пазов как быстрорежущими фрезами, так и твердосплавными на всем диапазоне ширины пазов с высокой производительностью.
Особенности конструкции станка
Продольная подача осуществляется перемещением фрезерной головки по направляющим головки станины.
Вертикальная подача — пинолью шпинделя.
Калибровка паза осуществляется путем поперечного перемещения стола.
Привод всех перечисленных движений гидравлический. Кроме того, на станке имеются установочные ручные перемещения:
- продольное стола;
- вертикальное стола;
- вертикальное пиноли шпинделя;
- поперечное головки станины.
Привод шпинделя от асинхронного электродвигателя мощностью 2,2 кВт через коробку скоростей и двухступенчатые шкивы клиноременной передачи. Регулирование частоты вращения шпинделя производится переключением рукояток коробки скоростей и переводом клинового ремня на ступенчатых шкивах из одного ручья в другой.
Маятниковый цикл шпоночно-фрезерного станка 692Д
Шпоночные пазы шириной 4—6 мм обрабатываются на станке с маятниковой подачей на врезание (маятниковый цикл).
Шпоночные пазы шириной 6—25 мм обрабатываются со сверлильной подачей на полную глубину и за один проход на длину паза (однопроходный цикл).
Для обработки точных шпоночных пазов станок имеет цикл обработки паза с калибровкой его ширины по двум стенкам.
Для обработки менее точных пазов существует цикл обработки паза с калибровкой его ширины по одной стенке.
Станок 692Д имеет также цикл обработки паза без калибровки, когда ширина паза обеспечивается фрезой.
При обработке пазов на полную глубину сверлильная подача может быть прерывистой, что предотвращает образование длинной сливной стружки и наматывание ее на фрезу.
При маятниковом цикле фреза ускоренно подводится к заготовке и с рабочей подачей перемещается вдоль заготовки. При каждом реверсе продольного перемещения инструмент получает периодическую вертикальную подачу врезания, величина которой задается по лимбу и может иметь величину от 0 до 0,5 мм/ход. После нескольких продольных проходов, число которых будет зависеть от величины вертикальной периодической подачи, паз будет прорезан на полную глубину. Имеется возможность обработки паза без калибровки, с калибровкой ширины паза по одной стенке, с калибровкой ширины паза по двум стенкам. Выбирается вид обработки переключателем на пульте станка при наладке.
Цикл без калибровки заканчивается после прорезки паза на заданную глубину, когда инструмент ускоренно выводится из паза и перемещается в начало паза.
Цикл с калибровкой ширины паза по одной стенке заключается в том, что после прорезки паза на заданную глубину, заготовка смещается перпендикулярно своей оси на величину калибровки, затем включается продольная калибрирующая подача и инструмент обрабатывает одну стенку по всей ее длине, после чего ускоренно выводится из паза.
Цикл с калибровкой паза по двум стенкам отличается от предыдущего тем, что после прорезки паза на заданную глубину, заготовка смещается на половину калибрующего перемещения, инструмент обрабатывает одну стенку на всю ее длину, затем заготовка смещается в другую сторону на полную величину калибрующего перемещения и инструмент обрабатывает другую стенку шпоночного паза, после чего фреза ускоренно идет вверх, фрезерная головка ускоренно идет в исходное положение, заготовка перемещается в среднее положение, цикл закончен.
Однопроходный цикл отличается от маятникового тем, что инструмент после ускоренного подвода к валу с непрерывной подачей фрезерует вал на полную глубину паза, а затем с рабочей подачей прорезает паз на заданную длину.
После того как паз прорезан на заданную длину, имеются три возможности обработки, аналогичные тем, что имеются и в маятниковом цикле: без калибровки; с калибровкой ширины паза по одной стенке; с калибровкой ширины паза по двум стенкам шпоночного паза.
Продолжение циклов после прорезки паза такое, как и в маятниковом цикле.
Частота вращения и мощность привода главного движения, диапазон подач и достаточная жесткость станка позволяют обрабатывать шпоночные пазы немерными шпоночными фрезами, оснащенными твердым сплавом по типу фрез по ГОСТ 6396—78, что значительно повышает производительность по сравнению с обработкой пазов быстрорежущими фрезами.
Климатическое исполнение и категория размещения станка УХЛ4 по ГОСТ 15150—69.
Модификации шпоночно-фрезерного станка 692
692д — 1990 год. Ширина шпоночного паза от 4 до 25 мм в полуавтоматическом цикл, диаметр вала 12..75 мм
692р-1 — 1976 год. Станок шпоночно-фрезерный
6д92р-1 — станок шпоночно-фрезерный с горизонтальным шпинделем
692р — 1975 год. Ширина шпоночного паза от 4 до 25 мм, глубина до 26 мм, длина 5..300 мм. Диаметр вала 12..75 мм
6д92 — 1973 год. Ширина шпоночного паза от 6 до 32 мм. Горизонтальный шпиндель. Диаметр вала до 120 мм.
692м — 1965 год. Ширина шпоночного паза от 4 до 24 мм, глубина до 40 мм, длина 5..300 мм
692а — 1954 год. Ширина шпоночного паза от 3 до 20 мм, глубина до 26 мм, длина 5..300 мм
Как работает фрезерный станок?
24 Сентября 2019
Фрезерный станок
предназначен для обработки ровных и неровных поверхностей: кромок, пазов, канавок.
Фрезер незаменим при создании высокохудожественных изделий из любых пород дерева, фанеры, пластика, оргстекла, мягких металлов и др.
Чтобы разобраться, как работает фрезерный станок рассмотрим его конструкцию на примере нашей модели Orson 1325.
Конструкция фрезерного станка ЧПУ Orson 1325:
1. Станина – основание, на которое устанавливается стол и портал. Чем больше ребер жесткости имеет станина и толще сталь, тем дольше и точнее будет работать станок.
2. Стол – поверхность, куда крепится заготовка для обработки. Стол может быть:
- алюминиевый с покрытием бакелит и креплением Т-паз;
- вакуумный с ячеистой поверхностью с креплением присосками и вакуумной помпой;
- гибридный вакуумный стол с креплением Т-паз.
Для обработки металла и камня используется алюминиевый стол, во всех остальных случаях покупатели отдают предпочтение гибридному столу, т.к. он лучше закрепляет заготовки.
3. Портал – конструкция, установленная на рабочий стол. Передвигается по направляющим с помощью двигателей (шаговых или серво).
4. Шпиндель – вал, куда устанавливается фреза в цанге. Шпиндель бывает с водяным и воздушным охлаждением и крепится на портале станка.
5. Блок управления – специальный шкаф, куда устанавливаются драйверы, инвертор, контроллеры, системы электрораспределения.
6. Программа управления – устанавливается на персональный компьютер и подключается к блоку управления фрезера. Для управления 3х-осевым станком используют программу NC Studio, для 4-х, 5-ти осевых, с асинхронной работой шпинделей, автосменой инструмента применяется Syntec.
Принцип работы фрезерного станка. 7 фактов.
- Обработка материала производится с помощью фрезы, которая устанавливается в цангу. Фреза способна шлифовать, сверлить, гравировать, раскраивать заготовку. В комплекте со станком обычно поставляется набор от 5-ти фрез для черновой и чистовой обработки.
- Цанга с фрезой устанавливается в шпиндель, который крепится на портале.
- Портал передвигает шпиндель с фрезой по трем осям над заготовкой, расположенной на рабочем столе.
- Движение шпинделя и портала по осям обеспечивают двигатели (обычно шаговые, в количестве 3 шт).
- Для того, чтобы механическая часть выполняла нужные команды используется управляющая программа (NC Studio), поддерживающая 3 оси, 3 концевых датчика и управление шпинделем. Состоит из интерфейсной платы, платы развязки и программного обеспечения, которое устанавливается на ПК.
- Перед началом производства оператор ЧПУ создает проект изделия в графическом редакторе (AutoCad, ArtCam, CorelDraw) и сохраняет в G-коде.
- Далее файл загружается в NC Studio, которая его визуализирует и подает соответствующие команды механической части.
Таким образом, принцип работы фрезерного станка с ЧПУ заключается в том, что:
- оператор создает команду в программе на ПК,
- программа передает импульс на фрезу
- фреза обрабатывает материал по заданной команде.
ЧПУ автоматизирует процессы обработки, повышает скорость производства и минимизирует брак. От того как работает фрезер зависит качество изделий, и, в итоге, ваша прибыль.
Нужна консультация?
Оставьте заявку, инженер перезвонит вам течение 5-ти минут.
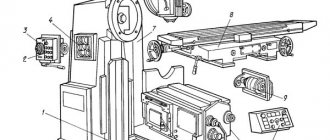
Общий вид шпоночно-фрезерного станка 692Д
Фото шпоночно-фрезерного станка 692Д
Фото шпоночно-фрезерного станка 692Д
Фото шпоночно-фрезерного станка 692Д
Фото шпоночно-фрезерного станка 692Д
Фото шпоночно-фрезерного станка 692Д
Фрезерные станки по металлу
Процесс обработки металлических заготовок, при котором режущий инструмент выполняет вращательное движение, а заготовка, закрепленная на столе, возвратно-поступательное, получил название фрезерование. Станки, которые могут использоваться с учетом приведенных условий обработки, называют фрезерными. Официально принято считать, что первый фрезерный станок по металлу был изобретен в 1818 году. Эли Уитни первый получил патент на изобретение, которое стало основой для создания целой группы в сфере металлообработки.
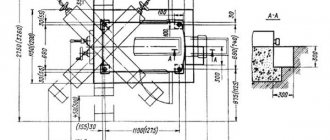
Расположение составных частей шпоночно-фрезерного станка 692Д
Расположение основных узлов шпоночно-фрезерного станка 692Д
Расположение основных узлов шпоночно-фрезерного станка 692Д
Составные части шпоночно-фрезерного станка 692Д
- станина:
- коробка скоростей;
- переключение коробки скоростей;
- фрезерная головка;
- кожух;
- гидрооборудование;
- гидростанция;
- гидроцилиндр;
- консоль;
- упор;
- стол;
- охлаждение;
- электрооборудование;
- электрошкаф;
- принадлежности.
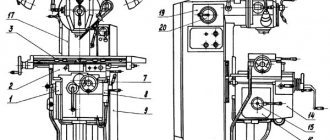
Общее устройство фрезерного станка
Каждый вид фрезерного станка имеет свои специфические нюансы в конструкции, но общее устройство у них аналогично. Можно выделить наиболее важные узлы и механизмы, обеспечивающие важнейшие функции.
Схема фрезерного станка
Большинство фрезерных станков имеет унифицированную конструкцию. В них задействована универсальная кинематическая схема. Вращательное движение обеспечивает асинхронный электродвигатель достаточной мощности. Крутящий момент на вал передается цепной передачей через муфту полужесткого типа. Далее предусмотрена коробка передач, включающая до 8 зубчатых колес. Она позволяет обеспечить вращение рабочего вала по нескольким схемам. Вертикальная подача имеет диапазон от 8 до 267 мм/мин, а поперечная и продольная – от 25 до 800 мм/мин.
Универсальность конструкции создает обгонная муфта на реверсную коробку. Крутящие моменты поступают на шариковую предохранительную муфту, настроенную на максимально допустимую скорость. В конструкцию станков входят нижеследующие основные узлы.
Основание
Агрегат устанавливается на чугунное цельнолитое основание, обеспечивающее его устойчивость при работе. В нем предусмотрено корыто для сбора отработанной охлаждающей жидкости. На основании устанавливается электронасос для подачи жидкости к рабочему инструменту. Данная деталь имеет простую форму для удешевления производства.
Станина
На основании с помощью болтов надежно закрепляется станина. Это важнейшая деталь (по сути, корпус), на которой монтируются основные узлы. Часть узлов установлена внутри станины (шпиндель, электродвигатель, коробка передач), а некоторые детали станка размещены снаружи. Вверху располагаются горизонтальные направляющие для передвижения ползуна, а спереди – вертикальные направляющие консоли или бабки шпинделя. Для повышения жесткости конструкции внутренняя полость усилена ребрами. Обычно станина изготавливается из стали или чугуна. Она может быть литой или сварной.
Ползун
Для фиксации и поддержки оснастки применяется ползун или хобот. В горизонтальных и универсальных станках он является обязательным элементом, а на вертикальных может отсутствовать. Узел устанавливается на конце горизонтальных направляющих станины. В вертикальных станках хобот может являться подвижной частью фрезерной головки для перемещения фрезы в вертикальном направлении.
Консоль
Работа всего фрезера во многом зависит от качества изготовления консоли. Эта деталь изготавливается из чугуна методом литья. Устанавливается на вертикальных направляющих станины. В задачу консоли входит перемещение горизонтальных направляющих для салазок. Прочность узла обеспечивается стойкой с винтом телескопического типа, регулирующим высоту, а также боковыми поддержками.
Салазки
Взаимосвязь между осями X и Y устанавливают салазки. На них крепятся верхние направляющие для передвижения рабочего стола в продольном направлении. Снизу монтируются направляющие для перемещения самих салазок по консоли. В горизонтальных станках салазки используются для горизонтального перемещения детали.
На столе установлены зажимы для обрабатываемой детали. Он монтируется на салазках и перемещается на них. Вместе с консолью и салазками стол отвечает за подачу заготовки в рабочую зону. Он может двигаться в продольном, поперечном и вертикальном направлении. На станках, как правило, обеспечивается ручное и механическое управление подачей. У большинства станков предусмотрена функция ускорения движения стола (быстрый ход). Рабочие подачи регулируются многоступенчатым переключателем (коробка переключения). Их режим выбирает работник с учетом типа материала и вида фрезы.
Технические характеристики станка 692Д
| Наименование параметра | 692Д | 692Р | 692М |
| Основные параметры станка | |||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр устанавливаемой заготовки, мм | 12..75 | ||
| Ширина обрабатываемого паза, мм | 4..25 | 4..25 | 4..24 |
| Наибольшая глубина обрабатываемого паза при соблюдении требований ГОСТ 23360—78 (ГОСТ 7257-58, ГОСТ 8788-68), мм | 9 | 10 | |
| Наибольшая полная глубина обрабатываемого паза, мм | 26 | 26 | 40 |
| Наибольший диаметр фрезы, устанавливаемой на станке, мм | 25 | ||
| Продольное перемещение фрезерной головки, мм | 5..400 | 5..300 | 5..300 |
| Наибольшее перемещение гильзы шпинделя от руки, мм | 100 | 100 | 100 |
| Наибольшее перемещение гильзы шпинделя от гидропривода, мм | 40 | 40 | 40 |
| Ускоренное перемещение перемещение гильзы шпинделя от гидропривода, мм | 14 | 14 | — |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1000 х 250 | 1000 х 250 | 800 х 200 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | 3 |
| Размеры Т-образного среднего паза, мм | 14Н8 | 14А3 | |
| Размеры Т-образных крайних пазов, мм | 14Н11 | 14А4 | |
| Установочное продольное/ вертикальное/ поперечное перемещение стола вручную, мм | 650/ 350 | 630/ 300/ 300 | 440/ 300/ 160 |
| Поперечное перемещение стола от гидропривода (Величина разбивки обрабатываемого паза при калибровке), мм | 0,01..1,0 | 0,01..1,0 | — |
| Поперечное установочное перемещение оси шпинделя от среднего паза стола в обе стороны, мм | ±5 | ±5 | |
| Внутренний конус шпинделя 7:24, по ГОСТ 24644—81 (ГОСТ 15945-70) | 40 | 40 | КМ3 |
| Число ступеней частот вращения шпинделя | 11 | 11 | 12 |
| Частота вращения шпинделя, об/мин | 400..4000 | 315..3150 | 375..3750 |
| Рабочие подачи фрезерной головки — продольная, мм/мин | 20..1400 | 250..1200 | 450..1200 |
| Рабочие подачи фрезерной головки — вертикальная при однопроходном цикле, мм/мин | 16..140 | ||
| Рабочие подачи гильзы шпинделя на врезание — при маятниковом цикле, мм/мин | 0,05..0,5 | 0,05..0,5 | 0,05..0,5 |
| Скорость быстрого перемещения гильзы шпинделя (подвод, отвод), мм/мин | 200 | 200 | |
| Привод | |||
| Количество электродвигателей на станке | 3 | 3 | 2 |
| Электродвигатель привода главного движения, кВт (об/мин) | 2,2 (1500) | 2,2 | 1,1/ 1,6 (950/ 1440) |
| Электродвигатель насоса гидравлики, кВт (об/мин) | 1,1 (1000) | 1,1 | — |
| Электродвигатель насоса охлаждающей жидкости, кВт (об/мин) | 0,12 (3000) | 0,12 | 0,125 (2800) |
| Суммарная мощность электродвигателей, кВт | 3,42 | 3,42 | |
| Габарит и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1615 х 1600 х 2210 | 2080 х 1640 х 1860 | 1520 х 1400 х 1750 |
| Масса станка, кг | 2250 | 1800 | 1250 |
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973, с.141
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
Работаем с фрезером станком правильно
Первоначально необходимо подобрать максимально подходящую фрезу. Она должна соответствовать выполняемой задаче и материалу, который предназначается в обработку.
После чего насадку фиксируют на станке в специальном «патроне». Фиксация должна быть плотной.
Проводятся настройки инструмента: глубина фрезерования, скорость и все прочие. Станки с ЧПУ программируются и это довольно сложный процесс.
Рукоятку ставим в нужное положение и запускаем станок в работу.
Фрезер можно держать в руках, если он ручной, или зафиксировать его в специальной стойке, которую нетрудно изготовить самостоятельно. Она является универсальной и с успехом применяется, как основа того же сверлильного станка и многих других в домашней мастерской.
Рабочая часть его, при стационарной установке, должна находиться сверху. Не забывайте для безопасной и более качественной работы использовать лекало.