Производитель токарно-винторезного станка 1624М — Фрунзенский машиностроительный завод им. В.И. Ленина, основанный в 1941 году. В настоящее время Бишкекский машиностроительный завод.
Отсчет своей истории завод ведет с ноября 1941 года, когда в центре города Фрунзе заработал эвакуированный завод из Ворошиловграда (ныне Луганск) специализирующийся на выпуске патронов.
В дальнейшем, за годы своего существования, завод стал многофункциональным предприятием с развитой инфраструктурой. Имея в своем распоряжении станкостроительное, кузнечно-литейное, электротехническое и другие мощности завод выпускал разнообразную продукцию: патроны для стрелкового оружия мелкого калибра, механические пресса, токарные станки с ЧПУ, термопластавтоматы, АРЛ, таль электрические, токарные патроны, цепи для комбайнов, а так же товары народного потребления.
Станки, выпускаемые Фрунзенским машиностроительным заводом
- 1А625
— станок токарно-винторезный облегченный с увеличенным диаметром обработки Ø 500 - 6В11
— станок вертикальный консольно-фрезерный 250 х 1000 - 16Б25ПСп
— станок токарно-винторезный универсальный с АКП Ø 500 - 1624М
— станок токарно-винторезный универсальный Ø 500 - КВ-235
— пресс однокривошипный листоштамповочный 630 кН - ФТ-11
— станок токарно-винторезный универсальный с АКП Ø 500
Сведения о производителе токарно-винторезного станка 1604
Производителем токарного станка 1604 является Одесский опытно-механический завод, основаный в 1946 году.
Разработчик токарного станка 1604 — Одесский станкостроительный завод.
Станки, выпускаемые Одесским станкостроительным заводом (ОСЗ) и Опытно-механическим заводом (ОМЗ)
- 1П611
— станок токарно-винторезный повышенной точности, Ø 250 - 16Б05А
— станок токарно-винторезный особо высокой точности, Ø 250 - 16Б05П
— станок токарно-винторезный повышенной точности, Ø 250, Кировакан - 16М05А
— станок токарно-винторезный особо высокой точности, Ø 250 - 1601
— станок токарный настольный Ø 125 - 1604
— станок токарно-винторезный повышенной точности, Ø 200 - 1613Д
— станок токарно-винторезный прецизионный, Ø 240 х 270 - OT-4
— станок токарно-винторезный повышенной точности облегченный, Ø 250 - OT-5
— станоктокарно-винторезный повышенной точности облегченный, Ø 250
Общий вид токарно-винторезного станка 1604
Фото токарного станка 1604
Фото токарного станка 1604
Посадочные и присоединительные базы токарного станка 1624М
Посадочные и присоединительные базы токарного станка 1624м
Станина токарно-винторезного станка 1624м
Расположение узлов и органов управления токарно-винторезным станком 1604
Расположение узлов и органов управления токарно-винторезным станком 1604
Спецификация основных узлов токарно-винторезного станка 1604
- 14. Вариатор
- 15. Тумба
- 25. Передняя бабка
- 30. Гитара
- 40. Фартук
- 45. Суппорт
- 50. Задняя бабка
- 55. Охлаждение
- 65. Ограждение
- 75. Принадлежности
- 82. Переключатель
- 83. Электрооборудование
- 95. Устройство для смазки
Расположение органов управления токарно-винторезным станком 1604
- Рукоятка изменения вращения шпиндели и торможения
- Кнопка «Все стоп»
- Переключатель изменения величины продольной подачи
- Рукоятка перебора
- Маховичок зажима цанги
- Рукоятка трензеля
- Выключатель освещения
- Рукоятка ручного поперечного перемещения суппорта
- Рукоятка включения и выключения маточной гайки
- Рукоятка зажима пиноли
- Рукоятка зажима бабки
- Маховичок перемещения пиноли
- Рукоятка перемещения верхней каретки
- Вводной выключатель
- Выключатель охлаждения
- Рукоятка перегрузочного механизма
- Переключатель изменения направления подачи и ускоренного перемещения суппорта
- Маховичок ручного продольного перемещения суппорта
- Маховичок изменения числа оборотов шпинделя
1624М Станок токарно-винторезный универсальный. Назначение и область применения
По своей конструции станок 1624м наиболее близок к конструкции станка 1А625
производства этого же завода, разработанного на московсом заводе Красный Пролетарий.
Токарно-винторезный станок 1624м предназначен для выполнения широкого круга токарных работ на чистовых и получистовых режимах. На черновых и обдирочных режимах использовать его не рекомендуется. Высокие скорости шпинделя делают пригодным станок для работы на скоростных режимах, при этом обеспечивается рациональное использование современных марок твердых сплавов. Станок приспособлен к нарезанию основных четырех типов резьб, а при сокращенной кинематической цепи коробки подач (прямое включение ходового винта) дает возможность производить нарезание нестандартных резьб. Конструкция станка предусматривает наличие двух диапазонов скоростей.
Наличие преселективного управления скоростями шпинделя облегчает и ускоряет процесс изменения чисел оборотов шпинделя и тем самым уменьшает непроизводительные потери времени.
Конструкция токарно-винторезного станка 1604
Вариатор токарно-винторезного станка 1604
Вариатор токарно-винторезного станка 1604
Привод вращения шпинделя выполнен в виде бесступенчатого клиноременного вариатора с раздвижными шкивами 1 2, 5, 6, перемещающимися по валам 3 и 7 (рис. 8).
Валы смонтированы на подшипниках качения в расточках кронштейна 8, к которому прикреплен электродвигатель 9.
Изменение числа оборотов шпинделя осуществляется только на ходу станка поворотом маховика 10. валика 11, червяка 12, зацепляющегося с червячным колесом — гайкой 13, приводящего к осевому перемещению винта — валика, на котором укреплена вилка 4, перемещающая подвижные диски 2-5
Передняя бабка токарно-винторезного станка 1604
Передняя бабка устанавливается и закрепляется слева сверху станины на плоскости (рис, 9). В передней бабке собраны шпиндель 6} перебор 5, привод для нарезания резьб 1, трензель 11 и механизм управления 8.
Вращение шпинделю передается от шкива 4 непосредственно через зубчатую муфту 3, либо через перебор 5. Передаточное отношение перебора 1 : 8. В передней опоре шпинделя установлены роликовый двухрядный подшипник 7, воспринимающий радиальные нагрузки, и два упорных шарикоподшипника 9, воспринимающих осевые нагрузки. В задней опоре шпинделя установлен радиальный шарикоподшипник. Задняя опора шпинделя 6 и приводного шкива 4 расположены в кронштейне, прилитом к корпусу 12 передней бабки, что позволяет менять ремни без разборки шпинделя. Привод нарезания резьбы получает вращение от шпиндельной шестерни 10 и снижает скорость вращения первого вала гитары 2 и втрое по отношению к шпинделю, а также позволяет осуществить реверсирование гитары при нарезании правых и левых резьб.
С помощью рукоятки 13 на передней крышке бабки привод нарезания резьб при продольной механической подаче полностью отключается.
Гитара токарно-винторезного станка 1604
Гитара (рис. 10) состоит из корпуса 4, прикрепленного к передней бабке, приклона 2 и крышки 1. Приклон поворачивается на фланце выводного валика 5 передней бабки и закрепляется в нужном положении болтом 3. В пазу приклона закрепляется ось 7 сменных шестерен 6.
Фартук токарно-винторезного станка 1604
Фартук (рис. 11) служит для передачи движения суппорту от ходового винта при нарезании резьбы и для продольной подачи от отдельного электродвигателя 4, укрепленного на боковой стенке фартука.
Движение от ходового винта передается при включении маточной гайки 1.
Продольная подача осуществляется посредством электродвигателя постоянного тока с приводом от магнитного усилителя (диапазон регулирования 1 : 14). Вращение двигателя передастся через червячную передачу 2, 3 и три пары шестерен 8, 9, 10, 11, 13, 14 на реечную шестерню 5. В фартуке имеется перегрузочная муфта 12, маслонасос для смазки механизмов фартука, на наружной стенке размещен лимб продольной подачи 6 и маховичок ручного перемещения 7.
Включение подачи и маточной гайки сблокировано.
Задняя бабка станка 1604
Задняя бабка имеет отдельные направляющие на станине и зажимается на ней при помощи эксцентрика 7 (рис. 12).
Пиноль 4 задней бабки имеет постоянное направление в корпусе 3 и перемещается с помощью винтовой пары 1, 2 На пиноли нанесены деления, позволяющие отсчитывать длину перемещения при сверлении. Зажим пиноли осуществляется рукояткой 5, поворотом которой притягивается прижимная планка 8 к плоскости станины.
Поперечное смещение бабки производится винтами 9 и фиксируется в нужном положении.
Суппорт станка 1604
Суппорт станка — обычный, крестовой конструкции, обеспечивающий перемещение резца в продольном и поперечном направлениях (рис. 13).
Люфт в винтовой паре 1 выбирается с помощью разрезной гайки 2. Резец устанавливается в 4-местном резцедержателе 3.
Устройство для смазки
Устройство для смазки (рис. 14) укрепляется на передней стенке тумбы 1 и состоит из чугунного литого корпуса 2, в кагором размещен маслонасос 3 с приводом от эксцентрика 4. Вращение эксцентрик получает от первого вала 5 вариатора через ременную передачу 6.
Ограждение
На суппорте укрепляется стойка 3, по которой перемещается ползун 2, несущий козырек 1.
В нужном положении он закрепляется винтами 4 (рис. 15).
Переключатель
Переключатель устанавливается в нише тумбы на плите 8, на которой укреплен конечный выключатель 1 (рис. 16).
Поворотом рукоятки 9 вправо и влево планка 6 и плунжер 4 замыкают контакты конечных выключателей 2 и 3 для получения правого или левого вращения шпинделя. Пружины 5 возвращают рукоятку в походное положение, обеспечивая нулевую защиту. При повороте рукоятки 9 на себя, плунжер 11 воздействует на конечный выключатель 10, при этом происходит отключение а торможение двигателя. Возврат рукоятки 9 в исходное положение производится пружиной 12.
Плунжер 7, в зависимости от направления включения двигателя, занимает нижнее или верхнее фиксируемое положение. Конечный выключатель 1 определяет направление вращения двигателя.
Для каких работ применяется
Применяется на чистовых и получистовых режимах. Не стоит использовать на черновых и обдирочных работах. На станке выполняются все стандартные токарные операции, а также возможно проведение нестандартных работ в зависимости от длины кинематической цепи.
Нарезание резьбы
На станке есть возможность нарезать резьбу. В зависимости от установленных параметров есть возможность нарезать метрическую, дюймовую, модульную и питчевую резьбу, а также несколько видов нестандартных резьбы.
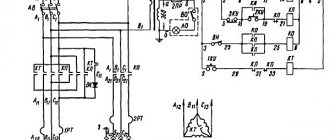
Схема электрическая принципиальная токарно-винторезного станка 1604
Электрическая схема токарно-винторезного станка 1604
Электрооборудование станка содержит:
- Асинхронные 3-фазные короткозамкнутые электродвигатели привода шпинделя 1M, наcoca охлаждения 2М;
- Регулируемый электропривод подачи, работающий по схеме: магнитный усилитель — двигатель постоянного тока;
- Аппаратуру управления и защиты;
- Местное освещение.
Защита электрооборудования станка:
- Защита двигателей и схемы ПМУ от перегрузки осуществляется тепловыми реле;
- Защита от токов короткого замыкания осуществляется автоматическими выключателями либо предохранителями;
- Нулевая защита осуществляется катушками пускателя Кл, Кпр;
- Станок заземлить на цеховый контур заземления.
Технические характеристики токарно-винторезного станка 1604
| Наименование параметра | 1604 |
| Основные параметры станка | |
| Класс точности по ГОСТ 8-82 | П |
| Наибольший диаметр заготовки над станиной, мм | 200 |
| Наибольший диаметр заготовки над суппортом, мм | 110 |
| Наибольшая длина заготовки (РМЦ), мм | 350 |
| Наибольшая длина обточки заготовки, мм | 350 |
| Высота центров над станиной, мм | 108 |
| Шпидель | |
| Диаметр сквозного отверстия в шпинделе, мм | 21 |
| Наибольший диаметр обрабатываемого прутка в патроне, мм | 20 |
| Наибольший диаметр обрабатываемого прутка в цанге, мм | 12 |
| Число ступеней частот прямого вращения шпинделя | 14 |
| Частота прямого вращения шпинделя без перебора, об/мин | 375..3000 |
| Частота прямого вращения шпинделя с перебором, об/мин | 47..375 |
| Размер внутреннего конуса в шпинделе, М | Мозе 4 |
| Торможение шпинделя | есть |
| Суппорт | |
| Наибольшее перемещение суппорта продольное/ поперечное, мм | 350/ 115 |
| Число ступеней продольных подач | |
| Пределы рабочих подач продольных, мм/об | |
| Пределы рабочих подач поперечных, мм/об | |
| Скорость быстрых перемещений суппорта, продольных, мм/мин | 190 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет |
| Количество нарезаемых резьб метрических | 18 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..3,0 |
| Количество нарезаемых резьб дюймовых | 13 |
| Пределы шагов нарезаемых резьб дюймовых | 40..8 |
| Количество нарезаемых резьб модульных | 7 |
| Пределы шагов нарезаемых резьб модульных | 0,3..1,0 |
| Перемещение на одно деление лимба в продольном/ поперечном направлении, мм | 0,5/ 0,02 |
| Диаметр и шаг ходового винта, мм | |
| Диаметр ходового вала, мм | |
| Выключающие упоры продольные | есть |
| Выключающие упоры поперечные | нет |
| Верхние салазки | |
| Наибольшее перемещение салазок, мм | 78 |
| Перемещение салазок на одно деление лимба, мм | 0,02 |
| Перемещение салазок на один оборот лимба, мм | 2,0 |
| Угол поворота салазок, град | ±45 |
| Наибольшее сечение державки резца, мм | 12 х 12 |
| Расстояние от опорной поверхности резца до линии центров, мм | 12 |
| Задняя бабка | |
| Наибольшее перемещение пиноли задней бабки, мм | 70 |
| Конус пиноли задней бабки, мм | Морзе 2 |
| Диаметр пиноли задней бабки, мм | |
| Наибольшее поперечное смещение задней бабки, мм | ±8 |
| Перемещение пиноли на одно деление линейки, мм | 1 |
| Электрооборудование | |
| Количество электродвигателей на станке | 2 |
| Электродвигатель главного привода, кВт | 1,0 |
| Электродвигатель насоса охлаждения, кВт | 0,12 |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 1310 х 690 х 1280 |
| Масса станка, кг | 440 |
- Универсальный токарно-винторезный станок повышенной точности 1604. Руководство, 1973
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Головин Г.М., Пешков Е.О. Специальные станки в приборостроении, 1952
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пекелис Г. Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник заводов производителей токарных станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители