Токарный станок был изобретен много столетий назад. И с тех пор принцип действия этого устройства так и осталось неизменным – объект, подвергаемый обработке, вращается, одновременно модифицируясь до заданных размеров. А вот конструкции токарных станков претерпели существенные изменения – сейчас существует большое разнообразие видов этих устройств.
Современная промышленность активно использует токарные станки для разнообразных работ:
- развертывание отверстий (зенкерование);
- точение и расточка плоскостей различного типа (цилиндрических, фасонных или конических);
- сверления;
- обработка торцевых краев изделий, подрезка торцов;
- нарезания резьбы.
Сведения о производителе токарно-винторезного станка 16М05А
Производителем токарно-винторезного станка 16М05А был Одесский станкостроительный завод.
Станки, выпускаемые Одесским станкостроительным заводом (ОСЗ) и Опытно-механическим заводом (ОМЗ)
- 1П611
— станок токарно-винторезный повышенной точности, Ø 250 - 16Б05А
— станок токарно-винторезный особо высокой точности, Ø 250 - 16Б05П
— станок токарно-винторезный повышенной точности, Ø 250, Кировакан - 16М05А
— станок токарно-винторезный особо высокой точности, Ø 250 - 1601
— станок токарный настольный Ø 125 - 1604
— станок токарно-винторезный повышенной точности, Ø 200 - 1613Д
— станок токарно-винторезный прецизионный, Ø 240 х 270 - OT-4
— станок токарно-винторезный повышенной точности облегченный, Ø 250 - OT-5
— станоктокарно-винторезный повышенной точности облегченный, Ø 250
16М05А токарно-винторезный станок особо высокой точности. Назначение, область применения
Токарно-винторезный станок особо высокой точности модели 16М05А с наибольшим диаметром обработки над станиной 250мм, предназначен для выполнения различных токарных работ высокой точности, выполняемых в центрах, цанге, патроне и планшайбе, а также для нарезания метрических, дюймовых и модульных резьб.
Станок токарный модели 16М05А обеспечивает качество обрабатываемой поверхности и точности работы (точность размеров и геометрических форм) высокого класса.
Применяется на предприятиях приборостроительной, радиотехнической, инструментальной промышленности и точного машиностроения.
Токарно-винторезный станок особо высокой точности 16М05А изготовлен на базе токарно-винторезного станка повышенной точности 16Б04П.
Основные конструктивные особенности. Установка вариатора на специальной плите, не имеющей контакта с тумбой, а также независимая подвеска фартука станка обеспечивают снижение уровня вибрации при обработке и повышают качество обрабатываемой поверхности.
Коробка подач обеспечивает возможность нарезания большого количества метрических, модульных резьб и получения широкого диапазона продольных и поперечных подач без смены шестерен гитары. Шпиндель установлен в оригинальных радиальных и упорных гидростатических подшипниках, что в сочетании с жесткой конструкцией станка позволяет производить уникальную по точности токарную обработку.
Станок предназначен для использования в климатических условиях УХЛ4.1 по ГОСТ 15150-69.
В автоматическую линию не встраивается.
Класс точности станка — А по ГОСТ 8—82Е (особо высокой точности).
Разработчик — Одесское СКБ специальных станков.
Изготовитель — Одесский станкостроительный завод.
Обозначение токарного станка
1
— токарный станок (номер группы по классификации ЭНИМС)
6
– номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 — токарно-винторезный)
М
– поколение станка (А, Б, В, Д, К, Л, М, Р) или обозначение завода — производителя
05
– высота центров над станиной
Буквы в конце обозначения модели:
Г
– исполнение станка с выемкой в станине
К
– исполнение станка с гидрокопировальным устройством
М
– исполнение станка для серийного производства с гидрокопировальным устройством
П
– исполнение станка с повышенной точностью по ГОСТ 8-82
В
– исполнение станка с высокой точностью по ГОСТ 8-82
Ф1
– исполнение станка с устройством цифровой индикации УЦИ
Ф3
– исполнение станка с системой ЧПУ
Зачем необходим в быту
Можно сказать, что домашние токарные станки – это маленькие копии профессиональных, что обеспечивает легкость при изучении специфики работ на нем и сам процесс обработки.
Токарный домашний станок, конечно, не обладает размерами и техническими особенностями профессионального оборудования, используемого в крупных цехах и производствах. Но с помощью этого устройства можно легко проводить все нужные работы по обработке внешних/внутренних поверхностей, нарезать резьбы, осуществлять фрезерные операции и сверлить.
Для работы в домашней мастерской обычно используются малогабаритные станки, которые обладают меньшей мощностью и предусмотренными опциями. Но качество изделий не меняется и держится на высоком уровне.
Главными преимуществами домашнего станка по металлу становятся:
Доступная стоимость. Благодаря низкой цене необходимую для хозяйства вещь могут позволить себе многие.- Пониженный уровень шума и вибраций.
- Повышенная жесткость устройств.
- Простота при работе и дальнейшем уходе за станком.
- Наличие уже отшлифованных станин (они закрепляются на станке определенным образом).
- Отличная точность обработки. Она достигается за счет применения в конструкции роликовых прецизионных подшипников.
После приобретения такого устройства хозяину уже не придется задумываться, к кому обратиться, чтобы изготовить или обработать необходимую деталь. Что повышает окупаемость станка, ведь не нужно будет обращаться в сервисные центры, мастерские или заводы.
Став владельцев домашнего станка по обработке металла, владелец может даже не вспоминать о таких проблемах, как:
- сложности при формировании резьбы с разным шагом (внутренней либо внешней);
- трудности с выточкой объекта по заданным размерам и форме;
- вопрос, где расточить болванки;
- отделать боковые грани изделия;
- высверливать отверстия, разъемы различного диаметра;
- аккуратно обрезать лишние железные элементы.
Мнение эксперта
Левин Дмитрий Константинович
С помощью домашнего токарного станка можно сделать идеальное по размерам, форме и качеству изделие, практически не отличимое от фабричного.
16М05А Расположение составных частей токарно-винторезного станка
Расположение составных частей токарно-винторезного станка 16м05а
Перечень составных частей токарно-винторезного станка 16М05А
- Станина — 16M05A.111.000
- Тумба — 16M05A.121.000
- Бабка передняя — 16M05A .221.000
- Гитара — 16M05A.311.000
- Суппорт — 16М05А.341.000
- Агрегат гидростатики — 16М05A.071.000
- Гидрокоммуникация — 16M05A.721.000
- Электрооборудование станка — 16М05А.811.000
- Охлаждение — 16Б04П.511.000
- Ограждение — 16Б04П.611.000
- Вариатор — 16Б05А.212.000
- Бабка задняя — 16Б05А.231.000
- Коробка подач — 16Б05А.321.000
- Фартук — 16Б03А.331.000
- Щит* — 16Б05А.621.000
- Переключатель — 16Б05А.822.000
16М05А Расположение органов управления токарно-винторезным станком
Расположение органов управления токарно-винторезным станком 16м05а
Перечень органов управления токарно-винторезным станком 16М05А
- 1. Винт зажима верхней каретки
- 2. Винт зажима поворотной части суппорта
- 3. Лампа сигнальная «Фильтр засорен»
- 4. Лампа сигнальная «Осевая перегрузка шпинделя»
- 5. Лампа сигнальная «Гидростатика включена»
- 6. Лампа сигнальная «Сеть»
- 7. Кнопка «Пуск гидростатики»
- 8. Кнопка «Всё стоп»
- 9. Кнопка «Разжим цанги»
- 10. Кнопка «Зажим цанги»
- 11. Рукоятка реверса подачи и резьбы
- 12. Рукоятка звена увеличения шага резьбы
- 13. Рукоятка переключения перебора
- 14. Рукоятка переключения подач и резьб
- 15. Рукоятка переключения подач и резьб
- 16. Рукоятка переключения подач и резьб
- 17. Рукоятка переключения подач и резьб
- 18. Рукоятка включения ходового винта или валика
- 20. Рукоятка управления вариатором
- 21. Рукоятка реверса чистовых подач
- 23. Маховик ручного продольного перемещения суппорта
- 24. Маховичок изменения частоты вращения шпинделя
- 25. Рукоятка включения прямого, обратного вращения шпинделя и торможения
- 31. Рукоятка включения и выключения сети
- 33. Переключатель охлаждения
- 35. Кнопка включения маховичка и лимба продольной подачи
- 36. Рукоятка включения предохранительного устройства
- 38. Кнопка переключения продольной и поперечной подач суппорта
- 39. Рукоятка настройки тягового усилия
- 42. Рукоятка включения маточной гайки
- 43. Рукоятка ручного поперечного перемещения
- 44. Винт зажима суппорта на станине
- 45. Винт поперечного смещения задней бабки
- 46. Рукоятка перемещения верхней каретки
- 47. Маховичок перемещения пиноли задней бабки
- 48. Рукоятка зажима пиноли задней бабки
- 49. Рукоятка зажима задней бабки
- 50. Кран подачи охлаждающей жидкости
- 51. Рукоятка зажима трубы охлаждения
- 52. Рукоятка зажима резцедержателя
- 53. Рукоятке зажима клеммы ограждения
- 54. Выключатель освещения
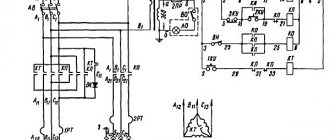
16М05А Кинематическая схема токарно-винторезного станка
Кинематическая схема токарно-винторезного станка 16м05а
Кинематическая схема станка позволяет осуществлять следующие операции:
- вращение шпинделя — привод главного движения
- перемещение резца — привод резьб и нормальных подач, привод тонких подач
- вращение насоса смазки
Привод главного движения
Электродвигатель 1 при помощи муфты 2 вращает вал 1 с ведущим шкивом вариатора 3. Вращение от ведущего шкива ведомому 4 передаётся широким клиновым ремнем. Изменение частоты вращения ведомого вала II обеспечивается изменением рабочих диаметров шкивов вариатора при перемещении управляемой части ведомого шкива и соответствующего перемещения подпружиненной части ведущего шкива.
Вращение валу III, шкиву 9 передается при помощи зубчатого блока 5, 7 и зубчатых колёс 6, 8. Шкив 9 соединён со шкивом 17 клиновыми ремнями. Вращение от втулки V передаётся шпинделю VII либо непосредственно при включении муфты 22, либо через перебор, состоящий из зубчатого колеса 18, соединенного со втулкой V зубчатых колёс 19, 20, установленных на валу VI, зубчатого колеса 21, установленного на шпинделе.
Привод резьб и нормальных подач
При нарезании резьб вращение от шпинделя VII передаётся на вал VIII при помощи зубчатых колёс 23, 24 либо, при включённом переборе (зубчатые колёса 18, 19, 20, 21), при помощи зубчатых колёс 18,24.
Вал IX получает вращение в прямом направлении при помощи зубчатых колёс 25, 27, в обратном направлении при помощи зубчатых колёс 25, 26, 27. Сменные шестерни гитары а, б, в, г передают вращение валу XI коробки подач. Коробка подач содержит следующие механизмы:
- механизм смещения ряда зубчатых колес 30, 31, 32, 33
- механизм основного ряда — зубчатые колёса 33, 34, 31, 35, 36, 37, 38, 39
- множительный механизм — зубчатые колёса 40, 42, 43,45, 51, 44, 46
После указанных механизмов, вращение передаётся либо ходовому винту 81 для нарезания резьб при отключении кулачковой муфты на зубчатом колесе 47 и на валу ХVI, либо ходовому валику XIX при помощи зубчатых колёс 47, 48, 49, 51.
От ходового валика вращение при помощи муфты 54 передается червяку 55 фартука станка. Далее вращение при помощи червячного колеса 56, планетарного редуктора, состоящего из зубчатых колёс 57, 58, 59, 60 и зубчатых колёс 61, 62 передаётся валу XXI. От вала XXI вращение передаётся либо реечной шестерне 65 при помощи зубчатых колёс 63,64 (продольное перемещение резца), либо винту 83 при помощи зубчатых колёс 62, 70 (поперечное перемещение резца)
Привод тонких (чистовых) подач
Вращение механизма коробки подач передаётся от вала III вариатора при помощи зубчатых колёс 10, 11, клиноременной передачи, шкивы 12, 28, на вал ХХV коробки подач и далее зубчатое колесо 28 передает вращение зубчатому колесу 33 механизма изменения шага коробки подач.
Изменение направления продольной или поперечной подачи обеспечивается передачей вращения ходовому валу XIX от вала ХV коробки подач через трензель, состоящий из зубчатых колёс 49, 50, 51 при переключении зубчатого колеса 49.
Планетарный механизм
Зубчатые колеса 13, 14, 15, 16 образуют планетарный механизм, обеспечивающий при перенастройке частоты вращения вариатора поворот шкалы отсчёта частот вращения шпинделя.
Виды станков Комментировать
Фрезерные станки
На фрезерных станках можно обрабатывать наружные и внутренние поверхности различной конфигурации, прорезать прямые и винтовые канавки, нарезать наружные и внутренние резьбы, обрабатывать зубчатые колеса и т.п.
Различают станки:
- консольно-фрезерные (горизонтальные, вертикальные, универсальные и широкоуниверсальные)
- вертикально-фрезерные бесконсольные,
- продольно-фрезерные (одно- и двухстоечные),
- фрезерные непрерывного действия (карусельные и барабанные),
- копировально-фрезерные (для контурного и объемного фрезерования),
- гравильно-фрезерные,
- специализированные (резьбофрезерные, шпоночно-фрезерные, шлицефрезерные и др.).
В современных фрезерных станках применяют раздельные приводы главного движения и подач, механизмы ускоренных перемещений стола (во всех направлениях), однорукояточное управление изменения скорости подач. В станках узла и детали широко унифицированы. Станки называют консольными потому, что стол станка установлен на консоли, перемещающейся вверх по направляющим станины.
К консольно-фрезерным станкам относят горизонтально-фрезерные, вертикально-фрезерные, универсальные и широкоуниверсальные. Основным размером фрезерных станков общего назначения является размер рабочей поверхности стола. У горизонтальных консольно-фрезерных станков ось шпинделя расположена горизонтально, и стол передвигается в трех взаимно перпендикулярных направлениях.
Универсальные консольно-фрезерные станки внешне почти не отличаются от горизонтальных станков, но имеют поворотный стол, который помимо возможности перемещения в трех взаимно перпендикулярных направлениях может быть повернут вокруг своей вертикальной оси на ±45º. Это позволяет обрабатывать на станке винтовые канавки и нарезать косозубые колеса.
Вертикальные консольно-фрезерные станки по внешнему виду отличаются от горизонтальных вертикальным расположением оси шпинделя и отсутствием хобота. Хобот у горизонтальных станков служит для закрепления кронштейна, поддерживающего конец фрезерной оправки.
Широкоуниверсальные консольно-фрезерные станки в отличие от универсальных имеют дополнительный шпиндель, поворачивающийся вокруг вертикальной и горизонтальной осей. Имеются также широкоуниверсальные станки с двумя шпинделями (горизонтальным и вертикальным) и столом, поворачивающимся вокруг своей оси. В широкоуниверсальных фрезерных станках шпиндель может быть установлен под любым углом к обрабатываемой заготовке.
Горизонтально-, вертикально- и универсально-фрезерные станки
Фрезерные станки непрерывного действия
При работе на фрезерных станках непрерывного действия заготовки на столах устанавливают и закрепляют без остановки движения. Производительность таких станков велика, их применяют в крупносерийном и массовом производстве.
Фрезерные станки непрерывного действия делят на карусельные и барабанные. На карусельном станке заготовки устанавливают в приспособлениях на вращающемся столе, затем их пропускают для снятия припуска под одной или двумя фрезами и снимают со стола. Цикл обработки детали может быть выполнен и за несколько оборотов стола.
Барабанный станок для непрерывной работы применяют для обработки сравнительно крупных заготовок одновременно с двух сторон. Заготовку крепят в приспособлениях, которые устанавливают на периферии медленно вращающегося массивного барабана. Обработку ведут фрезами. Устанавливают заготовки и снимают детали в процессе работы станка с противоположной относительно фрезы стороны.
Делительные головки
Делительные головки применяют при работе на консольно-фрезерных станках для установки заготовки под требуемым углом относительно стола станка, поворота ее на определенный угол, деления окружности на нужное число частей, а также для непрерывного вращения заготовки при фрезеровании винтовых канавок. Различают делительные головки для непосредственного деления (делительные приспособления), оптические делительные головки и универсальные делительные головки. Универсальные делительные головки делят на лимбовые и безлимбовые. Наиболее распространены лимбовые головки. Универсальные делительные головки могут быть использованы для простого и дифференцированного деления.
Возможности токарно-винторезных станков
Возможности токарно-винторезного станка 16м05а
На фотографии показан стальной шар, полностью изготовленный на токарном станке.
Из цельной заготовки с помощью набора инструментов возможно выточить шар в шаре, куб в кубе в кубе и в кубе, куб в додекаэдре, который в свою очередь в шаре, кольцо в кольце.
Токарные станки — высокое качество и современные технологии!
История токарных станков насчитывает уже несколько веков, и с момента их изобретения принцип работы остался прежним — обработка деталей (тел вращения) режущими инструментами (резцами). Заготовка зажимается в основном узле аппарата — шпинделе, и вращается вместе с ним на большой скорости. Резцы движутся относительно тела вращения в двух направлениях — параллельно и поперек центральной оси, снимая стружку и придавая детали нужную форму. Таким образом можно проводить все основные токарные операции: обрезку, сверление, стачивание, нанесение резьбы и т.д. Чем массивнее шпиндель и чем выше скорость его вращения, тем большей производительностью обладает токарный станок
. На самых мощных аппаратах можно обтачивать заготовки весом в несколько тонн, но для основных задач вполне хватает возможностей обычных, маломощных станков, представленных в нашем каталоге.
Основные технические характеристики станка 16М05А
| Наименование параметра | 16М05А | 16Б05А |
| Основные параметры станка | ||
| Класс точности | А | А |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 270 | |
| Наибольший диаметр заготовки устанавливаемой над суппортом, мм | 139 | 145 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 500 | 500 |
| Высота центров над плоскими направляющими станины, мм | 135 | 135 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 135 | 135 |
| Диаметр заготовки, устанавливаемой в патроне, мм | 5..160 | |
| Диаметр заготовки, устанавливаемой в цанге, мм | 4..28 | |
| Диаметр заготовки, устанавливаемой в люнете, мм | 5..50 | |
| Показатели точности обработки образцов: круглость, мкм | 1,2 | |
| Показатели шероховатости обработки образцов цветных металлов, мкм | 0,04 | |
| Показатели шероховатости обработки образцов стали, мкм | 0,63 | |
| Коэффициент повышения производительности по сравнению со станком модели 16Б05А | 1,2 | |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 32 | 26,5 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 26 | |
| Центр шпинделя по ГОСТ 13214-67 | Морзе 5 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4К | 4К |
| Число ступеней частот прямого вращения шпинделя | б/с регулирование | б/с регулирование |
| Частота прямого вращения шпинделя, об/мин | 25..2500 | 25..2500 |
| Торможение шпинделя | есть | есть |
| Блокировка рукояток | ||
| Суппорт. Подачи | ||
| Наибольшее продольное перемещение суппорта, мм | 520 | 520 |
| Наибольшее поперечное перемещение суппорта, мм | 160 | 160 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,02 | 0,02 |
| Количество подач суппорта продольных | 28 | 28 |
| Количество подач суппорта поперечных | 28 | 28 |
| Пределы подач суппорта продольных (в скобках — при использовании звена увеличения шага), мм/об | 0,01..0,35 (0,01..2,8) | 0,01..0,35 (0,01..2,8) |
| Пределы подач суппорта поперечных (в скобках — при использовании звена увеличения шага), мм/об | 0,005..0,175 (0,005..1,4) | 0,005..0,175 (0,005..1,4) |
| Шаги нарезаемых метрических резьб, мм | 0,2..28 | 0,2..28 |
| Шаги нарезаемых модульных резьб, мод | 0,1..14 | 0,1..14 |
| Шаги нарезаемых дюймовых резьб, ниток на дюйм | 5..96 | 5..96 |
| Скорость быстрых перемещений, мм/мин | нет | нет |
| Резцовые салазки | ||
| Наибольшая длина перемещения резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,02 | 0,02 |
| Наибольший угол поворота резцовых салазок, град | ±45° | ±45° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 16 х 16 | 16 х 16 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 16 | 16 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли, мм | ||
| Конус отверстия пиноли задней бабки по ГОСТ 2847-67 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли, мм | 85 | 85 |
| Перемещение пиноли на одно деление лимба, мм | 0,02 | 0,02 |
| Перемещение пиноли на одно линейки, мм | 1 | 1 |
| Величина поперечного смещения корпуса бабки, мм | ±10 | ±10 |
| Электрооборудование | ||
| Количество электродвигателей, установленных на станке | 3 | 3 |
| Электродвигатель главного привода, кВт | 1,5 | 1,5 |
| Электродвигатель насоса гидростанции, кВт | 2,2 | 0,75 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, установленных на станке, кВт | 3,82 | 2,37 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 1550 х 1350 х 1400 | 1530 х 910 х 1385 |
| Масса станка, кг | 1400 | 1365 |
- Станок токарно-винторезный особо высокой точности 16М05А. Руководство по эксплуатации 16М05А.000.000 РЭ, 1989
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник заводов производителей токарных станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Как выбрать вариант для дома
Грамотно выбранный домашний токарный станок также станет полезным и при обслуживании транспортного средства, значительно упростит задачи по уходу за приусадебным участком.
При наличии такого оборудования всегда можно выточить любую необходимую деталь для ремонта. Чтобы не ошибиться в выборе домашнего станка, учитывайте следующие нюансы:
- Бюджет. Зачастую для домашнего пользования приобретайте модель базовой комплектации. А различный дополнительный функционал комплектуется уже по мере необходимости.
- Качество. Перед оформлением покупки тщательно осмотрите модель на наличие возможных поломок. И не совершайте такие сделки в системе онлайн (на заказ и доставку). Ведь в этом случае не будет возможности пощупать, посмотреть и проверить станок.
- Разновидности. Выбор токарного домашнего станка зависит от цели его дальнейшего использования.
Мнение эксперта
Левин Дмитрий Константинович
Если позволят финансовые возможности, лучше покупайте универсальный станок, который обладает большим запасом функций.
По своему предназначению все подобные модели подразделяются на 4 основные разновидности:
- Настольные. Отличаются компактными размерами и малой массой. Самая миниатюрная модель будет весить около 10-12 кг. Такой тип станков предназначен для обработки небольших деталей и операций: подрезать края, отшлифовать, расширить или сделать новые отверстия, обточить детали, нанести на них резьбу и пр.
- Универсальные. Предназначены для выполнения сразу нескольких функций. Отличиями становятся повышенный размер диаметра обрабатываемой детали и увеличенное расстояние между двумя вращающимися центрами. Станки универсального типа обладают неприхотливостью при уходе и легкостью в использовании.
- Токарно-винтовые. Эти модели пользуются особенной популярностью. Ведь с их помощью можно обработать практически любое изделие, даже весом в 10 тонн, а центровое расстояние способно варьироваться в пределах 7-8 м.
- Школьные. Самые простые по функциональности устройства, работать на которых под силу каждому. Эти модели способны обрабатывать практически любую деталь, независимо от формы. С их помощью легко можно нарезать резьбу, делать отверстия и придавать объекту нужную форму. А при необходимости производить и затачивание, шлифовку или закатку домашних инструментов. А, приобретя дополнительное оборудование, можно значительно расширить возможности устройства и сделать станок пригодным для фрезерования или нарезки зубьев. Такие модели малогабаритны и компактны.
Токарные станки школьного исполнения способны работать не только по металлу. С их помощью можно легко обрабатывать древесину и пластик.
Но помните, что станки, предназначенные для домашнего использования, все же не так совершенны, как профессиональные. Главное неудобство – это время, которое приходится затрачивать на обработку. Но все недостатки покрывает гарантированно высокое качество итогового результата.