Выбор токарного станка является индивидуальной задачей. При этом важно учитывать несколько факторов, например, назначение на производстве. От размеров заготовок, количества операций и длины обрабатываемых деталей будут зависеть вес и размеры станка. При его покупке для обработки крупных партий лучше предпочесть оборудование с ЧПУ и многошпиндельной головкой, что особенно важно, когда деталь должна обрабатываться несколькими резцами.
Для того чтобы сделать правильный выбор, следует рассмотреть несколько вариантов, начать нужно с одной из множества, которое представлено современным ассортиментом соответствующих магазинов. Среди прочих следует выделить «Корвет 403», о котором и пойдет речь в статье.
Сведения о производителе токарно-винторезного станка Корвет-403
Поставщиком настольного токарно-винторезного станка Корвет-403 является Энкор-Инструмент-Воронеж, ООО, основанное в 1992 году. Адрес сайта: https://www.enkor.ru/, сайт интернет-магазина www.enkor24.ru.
Производитель — компания Shanghai Joye Import & Export Co., Ltd., Китай, г. Шанхай, основанная в июле 2003 года.
Станки, выпускаемые предприятием Энкор-Инструмент-Воронеж
- Корвет-10
— станок круглопильный деревообрабатывающий переносной - Корвет-21
— станок рейсмусовый деревообрабатывающий переносной - Корвет-24
— станок строгальный деревообрабатывающий переносной - Корвет-27
— станок рейсмусовый деревообрабатывающий переносной - Корвет-31
— станок ленточнопильный вертикальный по дереву переносной - Корвет-42
— станок сверлильный настольный Ø 6 х 60 - Корвет-51
— станок шлифовальный ленточный переносной - Корвет-71
— станок токарный по дереву Ø 250 х 420 - Корвет-82
— станок фрезерный деревообрабатывающий переносной - Корвет-88
— лобзик электрический - Корвет-320
— станок многофункциональный деревообрабатывающий переносной - Корвет 400
— станок токарно-винторезный настольный Ø 180 х 300 - Корвет 401
— станок токарно-винторезный настольный Ø 180 х 300 - Корвет 402
— станок токарно-винторезный настольный Ø 220 х 500 - Корвет 403
— станок токарно-винторезный настольный Ø 220 х 750 - Корвет 407
— станок токарно-фрезерный настольный Ø 220 х 750
Related Posts via Categories
- Характеристики 1К62 – особенности станка в цифрах
- 1М63 – солидный инструмент для токаря и мастера резьбы
- Школьный токарный станок – почему он популярен не только на уроках труда?
- Токарный мини-станок – незаменимое оборудование для миниатюрной обработки
- ДИП-500 – токарно-винторезный станок для единичных работ
- Токарный станок JET BD-7 – настольный агрегат для бытового использования
- Приспособления для токарного станка – как сделать агрегат более функциональным?
- ИЖ-250 – легендарный токарный станок Ижмаша
- TRENS SE 320 и другие станки известного европейского производителя
- Станок DIY 0714 – недорогой настольный токарник из Китая
Корвет-403 станок токарно-винторезный настольный. Назначение, область применения
Токарный станок по металлу Корвет 403 предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения.
Станок Корвет 403 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ:
- проточка и расточка цилиндрических, фасонных и конических поверхностей
- сверление, снятие фасок
- растачивание
- отрезка
- нарезание метрической резьбы
- нарезание дюймовой резьбы
- подрезка торцов
- для обработки заготовок большого диаметра возможна установка обратных кулачков в самоцентрирующийся патрон
- для обработки заготовок большой длины возможна установка подвижного и неподвижного люнета
- при установке планшайбы можно выполнять токарную операцию со смещением от центра вращения
- широкий диапазон регулировки частоты вращения и скорости продольной подачи увеличивает арсенал применяемого режущего инструмента
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками — он прост в эксплуатации, надежен и долговечен.
Токарный станок Корвет 403 работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
Станок Корвет 403 может эксплуатироваться в следующих условиях:
- температура окружающей среды от 1 до 35 °С
- относительная влажность воздуха до 80 % при температуре 25 °С
Особенности конструкции токарного станка по металлу Корвет 403:
- На станок установлен асинхронный двигатель
- Ременная передача делает работу станка малошумной и предохраняет двигатель от перегрузки
- Магнитный пускатель исключает самопроизвольный пуск после временного отключения электропитания
- Реверс вращения шпинделя
- Ступенчатая регулировка частоты вращения шпинделя
- Коробка передач для изменения скорости автоматической подачи суппорта
- Комплект сменных шестерен дает возможность нарезать метрическую и дюймовую резьбу практически с любым шагом
- Станок имеет таблицу для настройки станка при нарезании резьбы
- Для точного попадания резца в ручей предшествующего прохода при нарезании резьбы имеется индикатор нарезания резьбы
- Для точной подачи суппортов имеются лимбы с делением шкалы 0.025мм
- Продольное и поперечное перемещение суппортов по салазкам типа «ласточкин хвост» с возможностью регулировки плавности хода и устранения люфта
- Поворотный суппорт для конического точения деталей небольшой длины
- Для конического точения деталей большой длины задняя бабка имеет боковое смещение, которое выставляется по шкале
- Станок комплектуется поддоном
- Для безопасной работы имеется защитный кожух с концевым выключателем
- Большой выбор оснастки
Техника безопасности
Перед включением станка важно убедиться в том, что все инструменты удалены с оборудования. Рабочее место следует содержать в чистоте, а во время эксплуатации оборудования следует огородить агрегат. Важно исключить загромождение рабочего пространства посторонними предметами. Не следует начинать эксплуатацию, если пол в помещении скользкий, например, засыпан натертым воском или опилками. Можно убедиться в том, что относительная влажность воздуха не более 80%, если вы планируете включить оборудование.
Важно позаботиться о хорошей освещенности рабочего места. Вокруг станка следует обеспечить свободу передвижения. Устройство не следует перегружать. Прочитав отзывы о «Корвет 403», вы поймете, что важно контролировать исправность деталей и правильность регулировки подвижных узлов, а также соединений. Неисправная деталь должна быть отремонтирована или заменена. Перед тем как начинать работы по настройке или техническому обслуживанию, следует отсоединить вилку питания от розетки электросети. Комплектующие должны быть рекомендованы производителем.
Расположение составных частей токарно-винторезного станка Корвет-403
Спецификация составных частей токарно-винторезного станка Корвет-403
- Ручка переключения направления автоматической подачи
- Кожух гитары
- Таблица настройки гитары
- Рычаг натяжения ремня
- Передняя бабка
- Переключатель направления вращения шпинделя
- Аварийный выключатель
- Кулачки трёхкулачкового патрона
- Трёхкулачковый самоцентрирующийся патрон
- Резцедержатель
- Ручка фиксации резцедержателя
- Суппорт поворотный
- Поперечный суппорт
- Центр задней бабки
- Пиноль задней бабки
- Ручка фиксации положения пиноли
- Задняя бабка
- Маховик перемещения пиноли
- Гайка фиксации положения задней бабки
- Станина
- Поддон для стружки
- Ходовой винт подачи каретки
- Индикатор нарезания резьбы
- Каретка
- Ручка управления разъёмной гайкой ходового винта
- Рычаг включения автоматической подачи
- Маховик подачи поворотного суппорта
- Маховик подачи поперечного суппорта
- Маховик ручной подачи каретки
- Шпиндель
- Защитный щиток
- Ручка переключения скорости автоматической подачи
- Таблица нарезания резьбы
Меры безопасности во время работы
Если в работе станка вам что-то показалось ненормальным, следует прекратить его эксплуатацию. Нужно оберегать шнур от нагревания и попадания воды и масла, а также его перетирания об острые кромки. Как только станок будет запущен, следует позволить ему поработать некоторое время на холостом ходу. Если в это время вы услышите посторонние шумы или почувствуете излишне сильную вибрацию, станок необходимо выключить, соединив вилку от розетки.
Оборудование не следует включать до выявления и устранения причины неисправности. Инструкция для «Корвет 403» гласит, что выполнять токарные операции, если не установлены крышки вращающихся узлов или защитные кожухи, нельзя. За один проход нельзя осуществлять точение глубже чем 0,3 мм. Резцы в держателях должны быть хорошо закреплены. На резец не должна наматывается стружка, как и на обрабатываемую заготовку. Стружка не должна попадать на ходовой винт. Обрабатываемую деталь перед началом работы необходимо надежно укрепить. Станок нужно останавливать, чтобы проверить положение сопрягаемых деталей и состояние креплений, а также механизмов и узлов после 50 часов наработки.
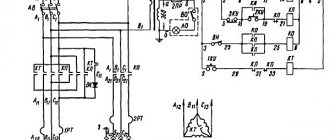
Описание работы электрической схемы токарного станка Корвет-403
Станок подключается к розетке сети 220В, 50Гц с помощью вилки с заземляющим контактом. Перед подключением необходимо проверить надёжность соединения станка с заземляющим контактом вилки.
Для включения станка необходимо:
- установить защитный щиток в рабочее положение (в крайне нижнее) SB2
- освободить кнопку аварийного отключения станка SB1, сдвинув крышку в сторону
- выбрать направление вращения кулачкового патрона переключателем SA1
- включить станок нажатием зелёной кнопки SB
Выключить станок можно четырьмя способами:
- переключатель SA1 установить в нейтральное положение
- откинуть защитный щиток в верхнее положение
- нажать кнопку аварийного отключения
- отключить сетевую вилку из розетки
Монтаж и сборка
Характеристики «Корвет 403» — это еще не все, что следует знать перед началом работы. Например, устройство следует установить на тяжелом прочном верстаке, который имеет достаточную высоту. Оператор не должен наклоняться в процессе работы. Важно соблюдать осторожность, перемещая станок с учетом его массы. Оборудование должно быть хорошо закреплено на прочном верстаке. Это будет гарантировать безопасность и стабильность работы. На рабочей поверхности верстака необходимо просверлить 4 отверстия, осуществив крепление болтами с шайбами, которые не поставляются в комплекте. Станок крепится к верстаку с поддоном.
Технические характеристики станка Корвет-403
| Наименование параметра | Корвет-400 | Корвет-401 | Корвет-402 | Корвет-403 |
| Основные параметры станка | ||||
| Наибольший диаметр заготовки над станиной, мм | 180 | 180 | 220 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | ||||
| Наибольшая длина заготовки в центрах (РМЦ), мм | 300 | 300 | 500 | 750 |
| Рекомендуемая глубина точения за один проход, мм | 0,1 | 0,1 | 0,2 | 0,2 |
| Максимальная глубина точения за один проход, мм | 0,2 | 0,2 | 0,3 | 0,3 |
| Максимальный размер державки резца, мм | 8 х 8 | 10 х 10 | 13 х 13 | 13 х 13 |
| Максимальная масса заготовки обрабатываемой в патроне, мм | 123,5 | |||
| Максимальная масса заготовки обрабатываемой в центрах, мм | 120,5 | |||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 20 | 20 | 20 | 20 |
| Конус Морзе шпинделя | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Число ступеней частот прямого вращения шпинделя | Б/с | Б/с | 6 | 6 |
| Частота прямого вращения шпинделя, об/мин | 0..1100, 0..2500 | 0..1100, 0..2500 | 100, 250, 350, 500, 900, 1800 | 100, 250, 350, 500, 900, 1800 |
| Число ступеней частот обратного вращения шпинделя | Б/с | Б/с | 6 | 6 |
| Частота обратного вращения шпинделя, об/мин | 0..1100, 0..2500 | 0..1100, 0..2500 | 100, 250, 350, 500, 900, 1800 | 100, 250, 350, 500, 900, 1800 |
| Диаметр токарного патрона, мм | 80 | 80 | 100 | 100 |
| Наибольшее радиальное биение шпинделя, мм | 0,01 | 0,01 | 0,01 | 0,01 |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение каретки суппорта, мм | 405 | |||
| Перемещение суппорта продольное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 |
| Наибольшее поперечное перемещение суппорта, мм | 65 | 65 | 110 | 110 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение верхних (резцовых) салазок (поворотного суппорта), мм | 35 | 35 | 50 | 50 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,25 | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±45° | ±45° |
| Число ступеней продольных подач суппорта | Б/с | Б/с | ||
| Пределы продольных рабочих подач суппорта, мм/об | Б/с | Б/с | 0,12..0,33 | 0,11..0,30 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет | нет |
| Количество нарезаемых резьб метрических | 9 | 9 | 12 | 12 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,4..2,0 | 0,5..2,5 | 0,5..3,0 | 0,5..3,0 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | 8..56 | 8..56 |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Задняя бабка | ||||
| Конус Морзе задней бабки | №2 | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 40 | 40 | 40 | 40 |
| Электрооборудование | ||||
| Номинальное напряжение питания, В | 220 в 50 Гц | 220 в 50 Гц | 220 в 50 Гц | 220 в 50 Гц |
| Электродвигатель главного привода, кВт | 0,4 коллекторный | 0,5 коллекторный | 0,75 | 0,75 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 770 х 330 х 330 | 850 х 305 х 320 | 1030 х 480 х 475 | 1250 х 480 х 475 |
| Масса станка, кг | 37 | 38 | 105 | 120 |