16Д20 — Станок токарно-винторезный
Технические характеристики:
Станки модели 16д20 предназначены для разнообразных токарных работ в центрах и патроне.
Длина, мм 3880 Ширина, мм 1270 Высота, мм 1605 Класс точности станка по ГОСТ 8-82, ( Н, П, В, А, С ) Н Мощность двигателя главного движения, кВт 11 Масса станка, кг 3 100 Тип УЧПУ и емкость инструментального магазина — Частота вращения шпинделя min/max, об/мин 8,5/2 000 Диаметр детали над суппортом, мм 210 Диаметр обрабатываемой детали над станиной, мм 400 Длина обрабатываемой детали, мм 1 500
Характеристики станков
- токарные станки
- сверлильные станки
- расточные станки
- шлифовальные станки
- заточные станки
- электро станки
- зубообрабатывающие станки
- резьбообрабатывающие станки
- фрезерные станки
- строгальные станки
- долбежные станки
- протяжные станки
- отрезные станки
- прочее оборудование
Характеристики КПО
- прессы механические
- прессы гидравлические
- машины гибочные и правильные
- машины и вальцы ковочные
- ножницы
- автоматы кузнечно-прессовые
- молоты
- комплексы оборудования на базе кузнечно-прессовых машин
- автоматические производственные линии
- устройства механизации и автоматизации к кузнечно-прессовому оборудованию
- Разное кузнечно прессовое оборудование
Характеристики импортного оборудования
- Токарные станки
- Сверлильные станки
- Расточные станки
- Шлифовальные станки
- Заточные станки
- Электроэррозионные станки
- Зубообрабатывающие станки
- Фрезерные станки
- Кузнечно-прессовое оборудование
- Прочее оборудование
- Трубообрабатывающие станки
- Ленточнопильные станки
- Обрабатывающие центры
- Хонинговальные станки
Характеристики Электротехнического оборудования
- Аппараты высокого напряжения (свыше 1000 В)
- Аппараты низкого напряжения
- Изделия порошковой металлургии
- Кабельные изделия
- Комплексные устройства управления электроприводами. Электропривод
- Комплектные устройства управления, распределения электрической энергии и защиты на напряжение до 1000 В
- Медицинская техника
- Оборудование насосное (насосы, агрегаты и установки насосные)
- Оборудование для кондиционирования воздуха и вентиляции
- Полупроводниковые приборы и преобразователи на их основе
- Приборы и средства автоматизации общепромышленного назначения
- Светотехнические изделия
- Силовые конденсаторы и конденсаторные установки
- Технологическое оборудование
- Трансформаторы (автотрансформаторы). Комплектные трансформаторные подстанции. Реакторы
- Тяговое и крановое электрооборудование
- Ультразвуковое оборудование
- Химические и физические источники тока
- Электрические машины
- Электроизоляционные материалы
- Электрокерамические изделия, изоляторы
- Электросварочное оборудование
- Электротермическое оборудование
- Электроугольные изделия
Характеристики насосного оборудования
- Вакуумные насосы
- Дренажные, песковые, шламовые насосы
- Насосные станции, установки и мотопомпы
- Насосы для бочек
- Насосы для воды
- Насосы для скважин и колодцев
- Насосы для топлива
- Насосы химические и для агрессивных сред
- Фекальные насосы
- Прочие поверхностные насосы
- Прочие погружные насосы
- Прочие самовсасывающие и циркуляционные насосы
- Прочие насосы
Марки стали и сплавов
- Черные металлы, стали, чугун
- Цветные металлы и сплавы
- Прочие стали и сплавы
- Зарубежные аналоги
Прочее оборудование
Новости
10.02.19 — Добавлены характеристики на холодильное оборудование
01.11.17 — Добавлены характеристики на насосное оборудование
16.02.17 — Обновлены характеристики на пресс КА4537
Делитесь информацией
Не нашли на портале характеристики на нужное вам оборудование? Отправьте нам модель отсутствующего у нас оборудования, и мы Вас оповестим, как только добавим характеристики этого оборудования на сайт.
Токарный станок 16д20 технические характеристики
Токарно-винторезные станки 16Д20, 16Д20П, 16Д20Г, 16Д25, 16Д25Г могут применяться в различных отраслях промышленности на всевозможных операциях для обработки разных материалов. Обслуживание станков следует осуществлять с учетом специфики их эксплуатации.
Станок предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне. Класс точности станка Н, П. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б. Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм. Станок заменяет модель 1К62. По всем качественным показателям (производительности, точности, долговечности, надежности, удобству обслуживания, безопасности работы и т. д.) превосходит станок модели 1К62. Жесткая коробчатой формы станина с калеными шлифованными направляющими установлена на монолитном основании. Шпиндель смонтирован на прецизионных подшипниках качения. На суппорте имеются масштабные линейки с визирами для удобства определения величины перемещения резцовых и поперечных салазок в процессе работы. Новая конструкция резцедержателя улучшает стабильность фиксации. Фартук станка снабжен оригинальным механизмом выключения подачи суппорта, обеспечивающим высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке. Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах. Станки 16Д20П, 16Д20Г, 16Д25, 16Д25Г выполнены на базе основной 16Д20 с максимальной унификацией, имеют одинаковые кинематические схемы и унифицированную конструкцию.
Кинематическая схема
Вращение шпинделя осуществляется от реверсивного электродвигателя Ml через АКП и переборную коробку соединенными поликлиновыми ременными передачами. Установленная на станке АКП имеет шесть электромагнитных муфт, включение которых в определенной последовательности позволяет получить девять ступеней скорости и тормозить шпиндель станка. Переборная коробка дает с помощью включений зубчатых колес 16, 19, 20 и 22 -первую ступень, зубчатых колес 18, 25, 26 и 21 -вторую ступень, зубчатых колес 17, 24, 26 и 21 -третью ступень частоты вращения. Таким образом, шпиндель имеет 27 скоростей вращения. Кинематическая цепь подачи начинается от шпинделя станка. Величина подачи или шаг резьбы определяется на один оборот шпинделя. От шпинделя через передачу 21, 26, 23, 29 и основной набор сменных шестерен К, L, М, N вращение передается на входной вал коробки подач. Далее движение подачи проходит через коробку подач и приводит во вращение ходовой винт при нарезании резьбы или ходовой вал при всех остальных видах обработки. Через передачу 23, 28 и 27, 29 получаем все левые резьбы. Через передачу 26, 32 получаем удвоение подач и правых резьб. Через передачи 17, 24 и 23, 29 при выведенной из зацепления шестерни 26 получаем подачи, увеличенные в 16 раз. Дополнительно при зацеплении 23, 30, получаем II ниток на I»; при 23, 31, получаем 19 ниток на I». Вращательное движение ходового винта или ходового вала преобразуется механизмом фартука в продольные и поперечные подачи. Пользуясь табл.4, 5, производят установку величин подач и настройку станка для нарезки различных резьб.
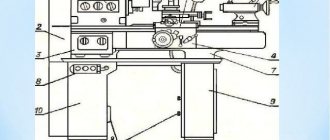
Станина
Станина станка коробчатой формы с П-образными ребрами, имеет две призматические и две плоские направляющие. На станине устанавливаются шпиндельная бабка, коробка подач, кронштейн 5 ходового винта 2 и ходового велика 4, а также рейка 3.
В нише правого торца станины размещен на подмоторной плите 6 электродвигатель быстрых перемещений суппорта. Плита может перемещаться по скалкам 7.
У станков 16Д20Г и 16Д25Г станина выполнена с выемкой, позволяющей обработать детали соответственно диаметром 630 и 700 мм. В этом случае станина имеет вкладыш I. При необходимости обработки деталей большего диаметра вкладыш снижается. Для этого нужно вывернуть пробки I , удалить винты 2 и штифты 4. Во избежание нанесения забоин вкладыш 3 необходимо положить на подкладку из мягкого материала и для предотвращения коррозии покрыть тонким слоем масла. Перед установкой вкладыша на станину следует тщательно протереть посадочные поверхности станины и вкладыша, осмотреть и убедиться в отсутствии на них забоин.
Схема расположения составных частей токарно-винторезного станка 16Д20, 16Д20П, 16Д20Г
Расположение основных узлов токарно-винторезного станка 16д20
Спецификация составных частей токарно-винторезного станка 16Д20, 16Д20П, 16Д20Г
- Кожух левый 16Д20.420000.000
- Пульт управления 16Д20.181000.000
- Ограждение патрона 16Д20.421000.000
- Каретка 16Д20.050000.000; 16Д20П.050000.000
- Резцедержатель четырехпозиционный 16Д20.041.001
- Электрооборудование 16Д20.180000.000
- Суппорт 16Д20.040000.000; 16Д20П.040000.000
- Охлаждение 16Д20.410000.000
- Ограждение заднее 16Д20.425000.000
- Пневмооборудование задней бабки 16Д20.120000.000
- Бабка задняя 16Д20.030000.000
- Фартук 16Б20П.061000
- Основание 16Д20.016000.000; 16Д20Г.018.000.000
- Бабка шпиндельная 16Д20.020000.000-01
- Коробка подач 16Д20.070000.000
- Коробка переборная 16Д20.028000.000
- Облицовка коробки подач 16Д20.071000.000
- Коробка передач 16Д20.080000.000
- Шкаф управления 16Д20.190000.000
- Панель 16Д20.200000.000
- Ограждение суппорта 16Д20.423000.000
- Станция смазки 16Д20.401000.000
- Установка моторная 16Д20.150000.000
- Шкивы и таблицы 16Д20.157000.000
- Автоматическая коробка передач 16Д20.083000.000
16Д20 Станок токарно-винторезный универсальный
Характеристики
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 400 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 |
| Наибольший диаметр заготовки обрабатываемой над выемкой (обозначение Г), мм | 630 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 750, 1000, 1500 |
| Наибольшая масса обрабатываемого изделия в центрах, кг | 1300 |
| Диаметр отверстия в шпинделе, мм | 63 |
| Инструментальный конус шпинделя, мм | М80 |
| Фланец шпинделя, мм | 6М |
| Мощность привода главного движения, кВт | 11 |
| Частота вращения шпинделя, об/мин | 8,5..2000 |
| Количество прямых скоростей шпинделя | 27 |
| Количество скоростей, переключаемых без остановки шпинделя | 9 |
| Наибольший крутящий момент на шпинделе, кН*м | 2 |
| Высота резца, мм/об | 25 |
| Диапазон продольных подач, мм/об | 0,05..10,7 |
| Диапазон поперечных подач, мм/об | 0,025..5,35 |
| Количество подач продольных/ поперечных | 32/ 32 |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | 4/ 2 |
| Пределы шагов метрических резьб, мм | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 0,25..56 |
| Пределы шагов модульных резьб, модуль | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,25 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | М5 |
| Наибольшее перемещение пиноли, мм | 150 |
| Количество электродвигателей на станке | 3 |
| Электродвигатель главного движения, кВт | 11 |
| Электродвигатель быстрых перемещений, кВт | 0,75 |
| Электродвигатель насоса СОЖ, кВт | 0,125 |
| Электродвигатель гидростанции, кВт | — |
| Габариты станка (длина ширина высота) (РМЦ = 1000), мм | 2880 х 1270 х 1605 |
| Масса станка, кг | 2800 |
Описание
Комплектация
Аналоги
Задать вопрос
Данные станки сняты с производства,но мы обязательно подберем для вас аналоги!
Разработчик и изготовитель токарно-винторезного станка 16Д20 — Алма-Атинский станкостроительный завод, основанный в 1932 году как чугунолитейный завод № 1 областного отдела легкой промышленности.
16Д20, 16Д20П, 16Д20Г Станок токарно-винторезный универсальный. Назначение и область применения:
Токарно-винторезные станки 16Д20, 16Д20П, 16Д20Г, 16Д25, 16Д25Г могут применяться в различных отраслях промышленности на всевозможных операциях для обработки разных материалов. Обслуживание станков следует осуществлять с учетом специфики их эксплуатации.
Станок предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Вы можете задать любой интересующий Вас вопрос по товару или работе нашей компании.
Наши квалифицированные специалисты обязательно Вам помогут.
Сведения о производителе токарно-винторезного станка 16Д20
Разработчик и изготовитель токарно-винторезного станка 16Д20 — Алма-Атинский станкостроительный завод, основанный в 1932 году как чугунолитейный завод № 1 областного отдела легкой промышленности.
С апреля 1942 года после объединения с литейно-механическим , эвакуированным из Луганска, стал называться Алма-Атинским механическим заводом N21 им. 20-летия Октября Наркомата среднего машиностроения СССР.
В 1945 году переименован в Алма-Атинскии станкостроительный завод им. 20-летия Октября.
Завод выпускал станки токарно-винторезные: 16Д20, 16Д20П, 16Д20ПФ1, ТВ16, 16Д25, 1Д95, 1Е95, 1М95.
Станки завода Алма-Атинский станкостроительный завод им. 20-летия Октября
- 1Д95
— станок токарно-винторезный комбинированный Ø 400 - 1Е95
— станок токарно-винторезный комбинированный Ø 400 - 1М95
— станок токарно-винторезный комбинированный Ø 500 - 16Д20
— станок токарно-винторезный Ø 400 - 16Д25
— станок токарно-винторезный Ø 500 - 16Е20
— станок токарно-винторезный Ø 400 - ТВ-16
станок токарный настольный Ø 160
Технические характеристики и схемы токарно-винторезного станка 16В20
Универсальный токарно-винторезный станок 16В20. Максимальным диаметр обточки — 445 мм, вариант с выемкой в станине — до 620 мм. Подробности в статье.
Токарно-винторезный станок 16в20 можно назвать прямым потомком знаменитого первенца советского станкостроения ДИП-200, первым «наследником» которого является токарный станок 1А62. В 1949 году производство 1А62 было передано с флагмана советского станкостроения московского на вновь созданный Астраханский станкостроительный завод. Спустя семь лет предприятие прекратило выпуск своего первенца и приступило к производству разработанной на его базе модели нового токарного станка, которая имели две модификации: 16В20 и 1В62Г.
16В20 выпускался в рамках советских народно-хозяйственных планов и предназначался для использования в небольших ремонтных предприятиях и мастерских колхозов и совхозов. В инструкциях по эксплуатации 80-90-х годов прямо указано его назначение: использование «на ремонтных или … сельскохозяйственных предприятиях». 16В20 является одним из долгожителей многочисленного семейства советских станков: он до сих пор выпускается тем же заводом и под таким же индексом. Правда, теперь в его документации токарного станка написано, что он предназначен для использования на «различных … предприятиях, в том числе и ремонтных».
Основные технические характеристики
Винторезный станок 16В20 выпускался в трех типоразмерах с межцентровыми расстояниями 750, 1000, 1500 мм. Другие технические характеристики станка (линейные размеры в мм):
- расстояние от межцентровой оси до направляющих — 222.5;
- расстояние от межцентровой оси до каретки — 110;
- диаметр шпиндельного отверстия — 54;
- максимальный ход каретки — 900;
- максимальный ход салазок — 280;
- максимальное выдвижение пиноли — 150;
- максимальная скорость вращения шпинделя — 1400 об/мин;
- мощность главного привода — 7.5 кВт.
По своим техническим характеристикам токарно-винторезный 16В20 станок аналогичен 16К20. Одно из главных его отличий — это увеличенный на 45 мм диаметр обточки над направляющими.
Описание электросхемы станка 16Д20. Общие сведения
На станке установлены трехфазные короткозамкнутые асинхронные электродвигатели и применены следующие величины напряжений
- силовая цепь ~ 380 В, 50 Гц;
- цепь управления переменного тока ~ 110 В, 50 Гц
- цепь управления постоянного тока — 24В
- цепь местного освещения ~ 24 В; 50 Гц
- цепь сигнализации — 24 В
Рабочее место освещается смонтированным на каретке светильником с гибкой стойкой с лампой на 40 Вт.
В рукоятку фартука, встроен выключатель для управления электродвигателем быстрых перемещений. На шпиндельной бабке и каретке расположены пульты управления электродвигателем главного привода.
Шкаф управления установлен на кронштейнах над автоматической коробкой скоростей. Ввод питающих проводов осуществляется через отверстие шкафа управления проводом сечением 4 мм2 (черный цвет — для линейных проводов и зелено-желтый -для проводов заземления).
На лицевой стороне шкафа управления имеются следующие органы управления станка:
- НЗ — сигнальная лампа с линзой молочного цвета, сигнализирующая о включенном состоянии вводного выключателя;
- Н4 — сигнальная лампа с линзой молочного цвета, сигнализирующая о наличии смазки АКП;
- S2 выключатель освещения;
- S8 кнопка выключения насоса охлаждения;
- S9 кнопка включения насоса охлаждения;
- P — измеритель нагрузки
Паспорт
Паспорт токарного станка 16В20 включен в поставляемую с ним «Инструкцию по эксплуатации». Основные сведения о выпущенном и проверенном экземпляре станка приведены в главе «Сведения о приемке». Ее первая часть посвящена проверке электрооборудования. В ее начале указана модель, серийный номер и изготовитель электрошкафа, а в конце стоит подпись ответственного за его испытание.
В следующем разделе приведены данные о консервации с указанием даты выполнения этой операции, государственных стандартов и сроков действия консервации, а в завершении стоит подпись ответственного. Далее следуют данные об упаковке (тоже с подписью ответственного), а завершает главу раздел «Свидетельство о приемке». В нем указаны обозначение, модификация и серийный номер станка, но нет таблицы с техническими данными испытаний, которая в прежние времена обычно завершала паспорт токарного станка. Вместо этого приводится перечень ГОСТов и ТУ, требованиям которых он полностью соответствует по результатам «осмотра и проведенных испытаний».
СКАЧАТЬ ПАСПОРТ МОЖНО ЗДЕСЬ.
Габариты рабочего пространства
Возможности обработки детали на токарном оборудовании зависят от размещения его узлов и механизмов относительно друг друга, а также предельных ходов его подвижных частей. Совокупность этих параметров определяют размеры и конфигурацию рабочего пространства токарного станка. Среди них наиболее значимыми являются длина обточки вдоль межцентровой оси, а также высота последней над направляющими и кареткой.
Для токарного станка 16В20 (с РМЦ 1000 мм) эти величины составляют 900, 445 и 220 мм. В его технических характеристиках не указан предельный вес заготовки, который хотя и не является геометрическим параметром, может серьезно ограничивать размеры возможной обработки.
Конструктивные особенности
Конструктивно токарный станок 16В20 практически повторяет широкоизвестный 16К20, что неудивительно, поскольку оба они ведут свое происхождение от одного «предка». Многие детали и узлы у этих станков взаимозаменяемы, хотя их эксплуатационные качества у московского станка по многим отзывам заметно выше.
Среди пользователей токарных станков этого класса распространено мнение о низком ресурсе узлов и механизмов 16В20, что связывают с пониженной прочностью применяемых сталей и слабой закалкой (или даже ее отсутствием). Кроме этого, многие токари отмечают нежесткость его конструкции, небольшой размер окошек на станине, что затрудняет удаление стружки, а также крепление верхних салазок на двух болтах. А в качестве основного достоинства всегда отмечается увеличенный по сравнению 16К20 диаметр обработки.
Спецификация основных узлов
В разделе «Состав изделия» документации токарного станка 16В20 приводится следующий перечень его основных компонентов:
- Электрошкаф.
- Бабка передняя.
- Бабка задняя.
- Ограждение патрона.
- Коробка передач.
- Коробка подач.
- Каретка и суппорт.
- Фартук.
- Ограждение суппорта.
За отдельную плату станок может быть дополнительно укомплектован механизированным суппортом и двумя видами люнетов: подвижным и неподвижным.
Расположение органов управления
Состав и местонахождение органов управления 16В20 традиционно для такого токарного оборудования. Выключатели электропитания с индикаторными лампами расположены на верху передней бабки, а ручки выбора направления и скорости вращения шпинделя — в ряд на ее лицевой стороне. Непосредственно под ними находятся органы управления коробки подач.
На фартуке станка смонтированы маховичок ручного хода каретки, двусторонняя ручка передвижения салазок, кнопочный блок общего включения и кнопка быстрого хода. На каретке и суппорте находятся ручка перемещения резцовых салазок, а также и рычаг поворота и зажима резцедержателя.
Кинематическая схема
Кинематическая схема токарного станка 16В20 реализует как основные движения, так и вспомогательные ходы, а также перемещения, относящиеся к подготовительно-заключительным операциям. Часть этих движений выполняется механически, а часть — вручную.
Главная кинематическая цепь начинается с приводного шкива и включает в себе механизмы коробки передач. Кинематическая цепь подач принимает движение от выходного вала коробки передач и посредством набора сменных шестерен передает его фартуку и далее каретке и суппорту. Таким способом достигается надежная кинематическая синхронизация между заданным вращением шпинделя и подачей резца.
Электрическая схема
Токарно-винторезный станок 16В20 славится простотой и надежностью своего электрооборудования, которое состоит из электрошкафа и следующих электрических цепей:
- силового питания;
- сигнальных устройств;
- освещения рабочей зоны;
- управляющих коммутационных устройств.
Все цепи запитаны от цехового источника переменного тока. Двигатели работают от трехфазного напряжения 380 В, цепи коммутации — от однофазного напряжения 110 В, а осветительные приборы — от напряжения 24 В.
Электрооборудование защищено от короткого замыкания плавкими вставками и выключателями-автоматами, а защита от нагрева при перегрузках реализована на тепловых реле. Также на станке используются пускатели нулевой защиты, которые отключают электропитание при падении напряжения ниже 85% от номинала. Неотъемлемым элементом электрической схемы является заземление, которое в обязательном порядке подключается при монтаже оборудования.
Расположение органов управления токарно-винторезным станком 16Д20, 16Д20П, 16Д20Г
Расположение основных узлов токарно-винторезного станка 16д20
Перечень органов управления токарно-винторезного станка 16Д20
- Рукоятка установки подач и правых резьб (рукоятка F)
- Выключатель освещения
- Лампа сигнальная смазки АКП
- Рукоятка установки диапазона частот вращения шпинделя (рукоятка Е)
- Лампа сигнальная (указатель включения электропитания)
- Рукоятка установки левых резьб (рукоятка G)
- Кнопки «Пуск» и «Стоп» насоса охлаждения
- Кнопки «Пуск» и «Стоп» насоса охлаждения
- Указатель нагрузки
- Таблица частоты вращения шпинделя
- Рукоятка установки частоты вращения шпинделя (галетный переключатель)
- Выключатель аварийный
- Дублирующая рукоятка управления главным приводом
- Кнопка подачи масла для смазки поперечных салазок и прижимных планок
- Рукоятке поворота и крепления резцовой головки
- Рукоятка ручной поперечной подачи суппорта
- Выключатель аварийный
- Блок управления главным приводом
- Рукоятка ручного перемещения резцовых салазок
- Кнопка включения быстрых ходов каретки и суппорта
- Рукоятка фиксации пиноли задней бабки
- Рукоятка крепления задней бабки к станине
- Рукоятка перемещения пиноли задней бабки
- Винт поперечного перемещения задней бабки
- Рукоятка управления ходами каретки и суппорта
- Рукоятка включения гайки ходового винта
- Табличка с символами включения гайки ходового винта
- Болт закрепления каретки к станине
- Рукоятка включения и выключения реечной шестерни
- Маховик ручного перемещения каретки
- Рукоятки установки величины подачи или резьбы
- Рукоятка выбора подач и типа резьбы
- Рукоятки установки величины подачи или резьбы
- Таблица резьб и подач
- Таблица дополнительных и точных резьб
- Вводный выключатель
Техника безопасности
Инструкция по эксплуатации токарного станка 16В20 содержит объемную главу под названием «Указания по мерам безопасности», состоящую из восьми разделов. В первом их них содержится описание мер безопасности при хранении, транспортировке и установке токарного станка на предназначенное ему место.
Самым объемным является второй раздел, посвященный вводу токарного станка 16В20 в эксплуатацию. Здесь особое внимание уделено соблюдению всех требований при подключении оборудования к электросети, особенно проверки состояния внешних и внутренних цепей заземления. Также в этом разделе подробно описан состав и порядок проверки защитных и блокирующих устройств, основными среди которых являются:
- устройство блокировки шпинделя при открытом ограждении патрона;
- внешний защитный экран;
- устройство блокировки самопроизвольного включения ручек управления шпинделем;
- защита суппорта;
- защита ходовых винта и вала;
- устройство блокировки включения главного привода при открытой крышке механизмов коробки передач;
- устройство предохранения фартука от перегрузок.
В следующем разделе описаны требования к технике безопасности при выполнении токарных работ на 16В20. Вначале еще раз напоминается о необходимости содержать в исправности защитные и блокирующие устройства, перечисленные в предыдущем разделе. Далее приводятся развернутые указания по безопасному выполнению различных технологических операций. Здесь же содержатся ссылки на ГОСТ и ведомственную документацию, требования которых необходимо соблюдать для обеспечения безопасности токарных работ.
Раздел 4 содержит требования по безопасности при контроле технического состояния токарного станка, раздел 5 посвящен ремонтным работам и техобслуживанию, разделы 6 и 7 описывают безопасное взаимодействие со смежным оборудованием и прилегающим рабочим зонам, а в разделе 8 изложены требования по противопожарной безопасности. В современной инструкции токарного станка 16В20 указывается, что он разработан в соответствии со стандартом по безопасности оборудования ТР ТС 010/2011. А в инструкции советских времен Приложением N3 является типовая инструкция по охране труда при работе на металлорежущих станках.
Ремонт станка 16Д20. Типовые ремонтные работы, выполняемые при плановых ремонтах
За период межремонтного цикла станок должен быть подвергнут шести осмотрам, четырем малым ремонтам и одному среднему в сроки, указанные в рекомендуемом графике плановых ремонтных работ (рис. 42).
Следует учитывать, что наибольшую эффективность использования станка может обеспечить рациональное чередование и периодичность осмотров и плановых ремонтов, выполняемых с учетом конкретных для каждого отдельного станка условий эксплуатации.
Категории ремонтосложности станка:
- механическая часть — 12;
- электрическая часть — 8,5.
Осмотр станка
Наружный осмотр без разборки для выявления дефектов станка в целом и по узлам.
Проверка прочности и плотности неподвижных жестких соединений (основания с фундаментом; станины с основанием; шпиндельной бабки; коробки подач со станиной; каретки с фартуком; шкивов с валами и т. п.).
Открывание крышек узлов для осмотра и проверка состояния механизмов.
Выборка люфта в винтовой паре привода поперечных салазок.
Проверка правильности переключения скоростей шпинделя и подач.
Регулирование фрикционной муфты главного привода и ленточного тормоза шпинделя.
Проверка состояния и мелкий ремонт системы смазки.
Проверка состояния, очистка и мелкий ремонт ограждающих кожухов, щитков и т. п.
Выявление изношенных деталей, требующих восстановления или замены при ближайшем плановом ремонте.
Осмотр перед капитальным ремонтом
Работы, выполняемые при осмотрах перед другими видами ремонтов и, кроме того, выявление де талей, требующих восстановления или замены, эскизирование или заказ чертежей изношенных деталей из узлов, подвергающихся разборке.
Примечание. При проведении осмотра выполняются те из перечисленных работ, необходимость в которых обусловлена состоянием станка.
Малый ремонт токарного станка
- Частичная разборка шпиндельной бабки, коробки подач, фартука, а также других наиболее загрязненных узлов. Открывание крышек и снятие кожухов для внутреннего осмотра и промывки остальных узлов.
- Зачистка посадочных поверхностей под приспособления на шпинделе и пиноли задней бабки без демонтажа последних.
- Проверка зазоров между валами и втулками, замена изношенных втулок, регулирование подшипников качения (кроме шпиндельных), замена изношенных.
- Регулирование фрикционной муфты главного привода, добавление дисков, регулирование ленточного тормоза шпинделя.
- Зачистка заусенцев на зубьях шестерен и шлицах.
- Замена или восстановление изношенных крепежных и регулировочных деталей резцедержателей.
- Пришабривание или зачистка регулировочных клиньев, прижимных планок и т. п.
- Зачистка ходового винта, ходового вала, винтов привода поперечных и резцовых салазок суппорта.
- Зачистка и промывка посадочных поверхностей резцовой головки.
- Проверка работы и регулирование рычагов и рукояток органов управления, блокирующих, фиксирующих, предохранительных механизмов и ограничителей; замена изношенных сухарей, штифтов, пружин и других деталей указанных механизмов.
- Замена изношенных деталей, которые предположительно не выдержат эксплуатации до очередного планового ремонта.
- Зачистка забоин, заусенцев, задиров и царапин на трущихся поверхностях направляющих станины, каретки, салазках суппорта и задней бабки.
- Ремонт ограждающих кожухов, щитков, экранов и т. п.
- Ремонт и промывка системы смазки и ликвидация утечек.
- Регулирование плавности перемещения каретки, салазок суппорта; подтягивание клиньев прижимных планок.
- Проверка состояния и зачистка зубчатых муфт.
- Проверка и ремонт систем пневмооборудования и охлаждения; ликвидации утечек.
- Выявление деталей, требующих замены или восстановления при ближайшем плановом ремонте.
- Проверка точности установки станка и выборочно других точностных параметров.
- Испытание станка на холостом ходу на всех скоростях и подачах, проверка на шум, нагрев и по обрабатываемой детали на точность и чистоту обработки.
Примечание. При малом ремонте выполняются те из указанных работ, которые вызываются состоянием ремонтируемого станка, за исключением работ, предусмотренных в трех последних пунктах, которые должны выполняться во всех случаях.
Средний ремонт токарного станка 16Д20
- Проверка на точность перед разборкой.
- Измерение износа трущихся поверхностей перед ремонтом базовых деталей.
- Частичная разборка станка.
- Промывка, протирка деталей разобранных узлов, промывка, очистка от грязи неразобранных узлов.
- Контроль жесткости шпиндельного узла (см. п. 13.1.5).
- Замена или восстановление изношенных втулок и подшипников качения.
- Замена или добавление фрикционных дисков и замена ленты тормоза шпинделя.
- Замена изношенных зубчатых колес и муфт.
- Восстановление или замена изношенных винтовых пар привода салазок суппорта и пиноли задней бабки.
- Замена изношенных крепежных деталей.
- Замена или восстановление и пригонка регулировочных клиньев и прижимных планок.
- Восстановление точности ходового винта (путем прорезки).
- Проверка и зачистка неизношенных деталей, оставляемых в механизмах станка.
- Ремонт насоса подачи охлаждающей жидкости и арматуры.
- При износе шарнирного механизма светильника НКС 01 х 100/ПОО-03 основание отвернуть, повернуть против часовой стрелки на 90° и снова закрепить.
- Ремонт насоса системы смазки, аппаратуры и арматуры; ремонт или замена маслоуказателей, прокладок, пробок и других элементов системы смазки.
- Исправление шлифованием или шабрением нуждающихся в ремонте направляющих поверхностей, если их износ превышает допустимый.
- Ремонт или замена протекторов на каретке, салазках суппорта, задней бабке.
- Ремонт или замена ограждающих щитков, кожухов, экранов и т. п.
- Сборка отремонтированных узлов, проверка правильности взаимодействия узлов и всех механизмов станка.
- Окрашивание наружных нерабочих поверхностей с подшпаклевкой.
- Обкатка станка на холостом ходу на всех скоростях и подачах.
- Проверка на шум и нагрев.
- Проверка станка на соответствие нормам точности.
Капитальный ремонт токарного станка 16Д20
- Проверка станка на точность перед разборкой.
- Измерение износа трущихся поверхностей перед ремонтом базовых деталей.
- Полная разборка станка и всех его узлов.
- Промывка, протирка всех деталей.
- Осмотр всех деталей.
- Уточнение предварительно составленной (при осмотрах и ремонтах) ведомости дефектных деталей, требующих восстановления или замены.
- Восстановление или замена изношенных деталей.
- Ремонт системы охлаждения.
- Смена насоса системы смазки и ее ремонт.
- Шлифование или шабрение направляющих поверхностей станины, каретки, салазок суппорта, задней бабки.
- Замена протекторов на каретке, салазках суппорта, задней бабке.
- Сборка всех узлов станка, проверка правильности взаимодействия узлов и механизмов.
- Шпаклевка и окраска всех необработанных поверхностей в соответствии с требованиями по отделке нового оборудования.
- Обкатка станка на холостом ходу на всех скоростях и подачах.
- Проверка на шум и нагрев.
- Проверка состояния фундамента, исправление его и установка станка в соответствии с разделом 4 настоящего руководства.
Токарный станок 16К20: технические характеристики и аналоги
Станок токарно винторезный 16К20 относится к категории универсального металлорежущего оборудования, пригодного к выполнению целого ряда операций. Станок выпускался в период с начала 70-х до середины 80-х годов московским . В настоящее время на рынке представлены только б/у единицы, но благодаря надежности, небольшой цене и простоте обслуживания он и в наши дни широко применяется в учебных целях, в ремонтных мастерских, а также в производственных и ремонтных цехах для единичного и мелкосерийного производства деталей.
Возможности станка 16К20
Заложенные в конструкцию характеристики токарного станка 16К20 позволяют эффективно использовать его для точения поверхностей при длине заготовки до 2000 мм и массе до 1300 кг как цилиндрической, так и конусной формы. Также он может быть использован для отрезания заготовок, подготовки отверстий, подготовки различных видов резьбовых соединений – метрической, дюймовой, модульной и питчевой.
Возможности станка позволяют получать резьбы с различным шагом. Так, возможна нарезка модульных и питчевых резьб с шагом от 0,5 до 56, дюймовых резьб с шагом от 0,5 до 112 ниток на дюйм и метрических с шагом 0,5 – 112 мм. Токарно-винторезный станок обладает классом точности Н, обеспечивает отклонение от цилиндричности не более чем на 7 мкм, конусности – не более 20 мкм на 300 мм, торцевой поверхности – 16 мкм на диаметре 300 мм.
Конструктивные особенности станка 16К20
Отметим основные особенности и преимущества станка, благодаря которым он и по сей день входит в число наиболее надежных и популярных решений для оснащения ремонтных и производственных мастерских:
- Коробчатая форма станины, размещенная на массивном, монолитном основании, что обеспечивает жесткость всей конструкции.
- Высокая точность передвижения суппорта и подвижной задней бабки благодаря надежным направляющим.
- Возможность фиксации заготовки в патроне или путем зажима в центрах.
- Надежная фиксация резца благодаря конструкции держателя.
- Высокоточные подшипники качения шпинделя гарантируют высокоточное позиционирование и вращение, не требуют регулировки в процессе эксплуатации.
- Высокая безопасность благодаря ряду элементов ограждения и блокировки. Экстренное отключение суппорта.
- Механизм передней бабки позволяет получить четыре ряда чисел оборота шпинделя.
- Выходной вал передней бабки посредством зацепления сменных зубчатых колес жестко связан с коробкой подач. Это обеспечивает точное движение суппорта от ходового вала или ходового винта в зависимости от операции.
- Высокая точность операций благодаря наличию линейки с визирами для эффективной проверки продольного и поперечного перемещения режущего инструмента.
Основные технические характеристики станка 16К20 вы можете изучить в приведенной ниже таблице:
| Технические характеристики станка 16К20 | Параметры |
| Диаметр обработки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрам | 1000 / 1500 |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 300 |
| Максимальная масса детали, закрепленной в центрах, кг | 1 300 |
| Число ступеней вращения шпинделя, шт. | 23 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Пределы частот прямого вращения шпинделя, мин-1 | 12,5 — 2 000 |
| Пределы частот обратного вращения шпинделя, мин-1 | 19 — 2 420 |
| Число ступеней рабочих подач — продольных | 42 |
| Число ступеней рабочих подач — поперечных | 42 |
| Пределы рабочих подач — продольных, мм/об | 0.7 — 4,16 |
| Пределы рабочих подач — поперечных, мм/об | 0,035-2,08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых резьб — архимедовой спирали | 5 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0,75 или 1.1 |
| Мощность насоса охлаждения, кВт | 0,12 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 812 / 3 200 х 1 166 х 1 324 |
| Масса станка, кг | 3 035 |
Конструкция станка обеспечивает высокую безопасность при эксплуатации, надежность, простоту и удобство обслуживания. Все это, наряду с низкой стоимостью, гарантирует его востребованность на российском рынке.
Краткое описание сборочных единиц
Основание станка
Основание станка состоит из станины, установленной на двух и на трех (для станков с РМЦ = 2000 мм) тумбах.
Станина
Станина станка коробчатой формы с П-образными ребрами, имеет две призматические и две плоские направляющие. На станине устанавливаются шпиндельная бабка, коробка подач, кронштейн 5 ходового винта 2 и ходового велика 4, а также рейка 3.
В нише правого торца станины размещен на подмоторной плите 6 электродвигатель быстрых перемещений суппорта. Плита может перемещаться по скалкам 7.
У станков 16Д20Г и 16Д25Г станина выполнена с выемкой, позволяющей обработать детали соответственно диаметром 630 и 700 мм. В этом случае станина имеет вкладыш I. При необходимости обработки деталей большего диаметра вкладыш снижается. Для этого нужно вывернуть пробки I (рис.13), удалить винты 2 и штифты 4. Во избежание нанесения забоин вкладыш 3 необходимо положить на подкладку из мягкого материала и для предотвращения коррозии покрыть тонким слоем масла. Перед установкой вкладыша на станину следует тщательно протереть посадочные поверхности станины и вкладыша, осмотреть и убедиться в отсутствии на них забоин.
Для обработки деталей над выемкой в станине необходимо пользоваться специальным удлиненным резцом или резцовой оправкой, устанавливаемыми в резцедержателе, как показано на рис.14. Оправка 3 устанавливается в резцедержателе 4, резец I крепится винтами 2.
ВНИМАНИЕ! При обработке деталей над выемкой частота вращения шпинделя не должна превышать 400 мин-1.
Тумбы
Тумбы станка — литые, пустотелые. В тумбе левой установлен электродвигатель главного движения, а с правого торца прикреплен масляный бак для централизованной смазки.
В тумбе правой установлен насос и бак для смазочно-охлаждающей жидкости.
Между тумбами на роликах установлено выдвижное корыто для сбора стружки и охлаждающей жидкости.
Переборная коробка
Переборная коробка крепится к заднему торцу шпиндельной бабки и представляет собой редуктор, в котором в качестве выходного вала служит шпиндель станка. Шестеренный механизм переборной коробки позволяет получить три диапазона частот вращения шпинделя; увеличивать в 2 и в 16 раз передаточные отношения между цепью подач и шпинделем; нарезать правые и левые резьбы; дополнительно нарезать дюймовые резьбы II и 19 ниток на I», производить деление при нарезании многозаходных резьб на 2, 3, 4, 5, 6, 12, 15, 20, 30, 60 заходов.
Переключение шестерен осуществляется с помощью рукояток через кулачки и рычаги.
Подвижные шестерни перемещаются по шлицевым валам с базированием по внутреннему диаметру.
Смазка переборной коробки централизованная, описана в разделе 8
Шпиндельная бабка
Шпиндельная бабка крепится на горизонтальной плоскости направляющих станины в ее левой части шестью болтами. Шпиндельная бабка представляет собой жесткую чугунную отливку с одной расточкой, в которой смонтирован шпиндель станка в цилиндрических конусно-роликовых подшипниках:
- 4-697920Л1 передняя опора для станков нормальной точности
- 2-697920Л1 передняя опора для станков повышенной точности по ГОСТ 21512-76
- 4-17920Л задняя опора для станков нормальной точности
- 2-17920Л задняя опора для станков повышенной точности по ГОСТ 21512-76
ВНИМАНИЕ! Шпиндельные подшипники отрегулированы на заводе-изготовителе станка и не требуют дополнительного регулирования.
Моторная установка
Моторная установка состоит из электродвигателя главного движения, моторной плиты 9 и направляющей штанги 3.
Моторная плита крепится на левой торце правой тумбы двумя прихватами 7 и винтами 4, 8. Вращение от электродвигателя главного движения передается поликлиновым ремнем на автоматическую коробку передач — АКП 309-16, которая крепится на задней стенке тумбы.
Аналоги станка
Токарно-винторезный станок 16К20 пришел на смену модели 1К62, превосходя его по всем качественным показателям. После снятия его с производства отечественные и зарубежные производители выпустили многочисленные аналоги станка 16К20 с различными дополнениями. Это МК6056, МК6057 и МК6058 (Красный пролетарий, Москва), 16ВТ20 и 16ВТ20П (Вистан, Витебск), 16Б16, 16Б16П, 16Б16В и 16Б16А (СВЗС, г. Самара) и многие другие модели. Благодаря многим аналогам и высокой унификации деталей нет недостатка в запасных частях и оснастке для обеспечения бесперебойной работы станка 16К20.
Общий вид токарно-винторезного станка 16Д20, 16Д20П, 16Д20Г
Фото токарно-винторезного станка 16д20
Фото токарно-винторезного станка 16д20
Фото токарно-винторезного станка 16д20
Автоматическая коробка скоростей АКП309-16 токарно-винторезного станка 16д20
Привод токарно-винторезного станка 16д20