Сведения о производителе токарного настольного станка 16т02п
Производителем настольного токарного станка 16Т02П и 16Т02А является Кироваканский завод прецизионных станков г. Кировокан (сегодня г. Ванадзор), Армения.
Основным назначением станка было обучение токарному делу в школах, профтехучилищах, техникумах, широко используются в лабораториях, учебных и ремонтных мастерских.
В настоящее время выпуск станков прекращен.
Станки, выпускаемые Кироваканским заводом прецизионных станков
- 1Д601
— станок токарный настольный Ø 125 - 1Е604
— станок токарно-винторезный повышенной точности Ø 200 - 16Б05П
— станок токарно-винторезный повышенной точности Ø 250 - 16Т02П
— станок токарный настольный повышенной точности Ø 125 - 16Т04а
— станок токарный особо высокой точности Ø 200 х 350 - 16У03П
— станок токарно-винторезный повышенной точности Ø 160 - 16У04П
— станок токарно-винторезный повышенной точности Ø 200 - 1600
— станок токарный настольный повышенной точности Ø 100 - 1603
— станок токарно-винторезный повышенной точности Ø 160 - С193н
— станок токарный настольный повышенной точности Ø 200 - С-193
— станок токарный настольный повышенной точности Ø 200 - С-155
,
СА-155
— станок сверлильный настольный Ø 3
Краткие сведения о производителе
Производителем станков 16Т02П является завод в г. Ванадзор республики Армения. В прошлом это Кироваканский завод прецизионных станков. Производитель выпускал 2 модификации данных станков: высокой точности и особо высокой точности. На данный момент рассматриваемые станки уже не выпускаются, но из-за их долговечности и надежности еще повсеместно используются.
Назначение
Основное назначение данных станков – использование в точных видах промышленности, а также в качестве обучающего материала в школах и техникумах. Успешно выполняет тонкие и точные работы в центрах, цанге, патроне и планшайбе. Планшайба используется при работе с крупными заготовками, а при помощи цангового патрона закрепляются тонкие детали.
Оборудование предназначено для выполнения всех стандартных токарных операций, в том числе нарезание резьбы, расточка отверстий, а также операции по фрезерованию и шлифованию металлических заготовок.
Промышленность
Благодаря повышенным параметрам точности токарный настольный станок используется в разных отраслях промышленности, где требуется тонкая обработка заготовки.
Часовая
Это наиболее часто встречающийся станок в часовых мастерских, мжно сказать — это часовой токарный станок. Он способен точно обрабатывать мельчайшие детали, с высокими требованиями точности. Этот станок из всех возможных аналогов является оптимальным вариантом для небольших часовых мастерских.
Радиотехническая
Это еще одна область производства, которая требует особой точности в процессе обработки заготовок. В радиотехнической промышленности станки 16Т02П используют как в частных мастерских, так и на крупном производстве.
Лаборатории
Лаборатории снабжены также настольными станками для обработки экспериментальных заготовок. По точности обработки рассматриваемые станки являются наиболее оптимальным вариантом.
Мастерские
Небольшие мастерские не требуют снабжения крупными станками с большим весом. Для производства и работы на таких предприятиях достаточно стандартного настольного оборудования.
Школьные учреждения
При обучении работы с токарным станком в школах, училищах и техникумах применяется также настольное оборудование. Его производительности и точности вполне хватает, чтобы обрабатывать учебные заготовки и научиться осуществлять все основные стандартные токарные операции.
16Т02П Настольный токарный станок. Назначение, область применения
Настольные токарные станки моделей 16Т02П (повышенной точности) и 16Т02А (особо высокой точности) предназначены для выполнения различных точных токарных работ с установкой обрабатываемой детали в центрах, цанге патроне и на планшайбе. Благодаря использованию на станках специальных приспособлений, которые поставляются заводом-изготовителем по специальному заказу и за отдельную плату, возможно также проведение операций шлифования, фрезерования и растачивания.
Областью применения станков 16Т02П и 16Т02А являются опытные и инструментальные цеха часовой, приборостроительной, радиотехнической и других отраслей промышленности, а также различные лаборатории, мастерские и т.п.
Область применения, также — школьные и походные мастерские технические училища, лаборатории, а также в домашних условиях для любителей токарного дела и конструкторов-моделистов, что поможет использовать время досуга для развития трудовых навыков и изобретательности.
Основное отличие токарного станка модели 16Т02П — подшипники скольжения в корпусе бабки, на которых установлен шпиндель. В станке 16Т02П шпиндель установлен на подшиники качения — прецизионных шарикоподшипниках.
Аналоги
Есть несколько аналогов настольного токарного станка 16Т02П, но основной и наиболее часто встречающейся модификацией являются следующие модели:
- 16Т02А – это станок особо повышенной точности. По остальным техническим параметрам полностью соответствует рассматриваемому оборудованию.
- 1Р103 – станок особой точности для мелкосерийного производства.
- Т-28 – станок нормального уровня точности с минимальными габаритами.
- 1Б023 – еще один аналог настольного токарного оборудования.
Все разновидности могут использоваться на небольших производствах, частных токарных мастерских, учебных классах школ, училищ и техникумов.
Настольный токарный станок 16Т02П является небольшим видом оборудования, которое с успехом применяется в производстве часов, электротехники и других товаров, требующих при сборке повышенной точности. Технические характеристики позволяют выполнять тонкие работы в условиях мелкосерийного производства, а также обучающие операции для школьных мастерских.
16Т02П Общий вид токарного станка
фото настольного токарного станка 16т02п
фото комплекта настольного токарного станка 16т02п
Документация, паспорт
К настольному станку в комплекте идет паспорт, который включает в себя руководство по эксплуатации, а также подробное описание самого станка со всеми комплектующими. С паспортом станка следует обязательно ознакомиться, поскольку там указана информация о правильном обслуживании оборудования и о правилах безопасности.
Для частных мастерских и использования в домашних условиях также будет полезен раздел о ремонте и наладке агрегата. Этот раздел поможет заменить или отрегулировать основные узлы конструкции при их поломке.
Паспорт токарного станка можно бесплатно скачать по ссылке — Паспорт токарного станка 16Т02П.
16Т02П Расположение составных частей токарного станка
Расположение основных узлов токарного станка 16т02п
Перечень составных частей токарного станка 16Т02П и 16Т02А
- Станина — 16Т02П.01.00, — 16Т02П.01.00А
- Передняя бабка — 16Т02П.02.00, — 16T02П.02.00A
- Суппорт — 16Т02П.03.00, — 16Т02П.03.00А
- Задняя бабка — 16Т02П.04.00, — 16Т02П.04.00А
- Электрооборудование — 16Т02П.08.00, — 16T02П.08.00
16Т02П Расположение органов управления токарным станком
Расположение органов управления токарным станком 16т02п
Перечень органов управления токарным станком 16Т02П и 16Т02А
- Маховик цангодержателя зажима цанг и других приспособлений
- Рукоятка эксцентрикового механизма для натяжения ремней
- Винт зажима инструмента в резцедержателе
- Гайка регулировки резца по высоте
- Рукоятка зажима пиноли
- Рукоятка лимба продольных салазок суппорта
- Маховик передвижения пиноли
- Рукоятка зажима и фиксации суппорта
- Кнопка управления «Пуск»
- Кнопка управления «Стоп»
- Рукоятка лимба поперечных салазок суппорта
- Тумблер автоматического выключателя
- Рукоятка эксцентрика зажима кронштейна контрпривода
- Рукоятка зажима и фиксации задней бабки
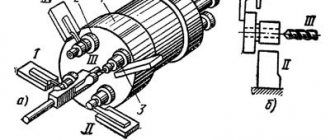
16Т02П Станина токарного станка
Станина токарного станка 16т02п
Станина станков 16Т02П и 16Т02А — чугунная монолитная деталь, на которой закреплены стальные закаленные направляющие 1 со шлифованным плоскопризматическим профилем.
Слева сверху на направляющих станины устанавливается передняя бабка, а справа — задняя бабка.
В нише станины крепится кнопочная станция. Между направляющими проходит Т-образный паз, предназначенный для крепления узлов.
Станину станка крепят к столу 4, электродвигатель 3 с контрприводом 2 устанавливают на кронштейне. Во избежание возникновения вибраций в станке между плоскостью стола, опорной плоскостью станины и электродвигателем ставится резиновая прокладка 5, служащая частичным виброгасителем.
Натяжение клинового ремня от электродвигателя к контрприводу осуществляется при помощи эксцентрикового механизма 7, фиксирующего ремень в заданном положении. Натяжение ремня осуществляется поворотом кронштейна контрпривода 2 вокруг оси двигателя с последующей фиксацией в нужном положении при помощи зажима 6.
16Т02П Передняя бабка токарного станка
Передняя бабка токарного станка 16т02п
Передняя бабка станка модели 16Т02П (рис. 7) устанавливается на станине и крепится эксцентриковыми зажимами 1. В корпусе бабки на трех прецизионных шарикоподшипниках собран шпиндель 2. Подшипники 3, установленные в передней опоре — радиально-упорные. Подшипники 4, установленный в задней опоре — радиальный. Приемный шкив 5 расположен на задней опоре шпинделя. Отверстие в шпинделе выполнено под цангу, что обеспечивает большую точность при обработке деталей в цанге.
Передняя бабка токарного станка 16т02п
Шпиндель 1 передней бабки станка модели 16Т02А (рис.  собран на двух опорах скольжения с коническими контактными поверхностями в корпусе бабки. Смазка рабочих поверхностей производится при помощи разбрызгивателя 2, который направляет масло из корпуса бабки по специальным смазочным канавкам.
собран на двух опорах скольжения с коническими контактными поверхностями в корпусе бабки. Смазка рабочих поверхностей производится при помощи разбрызгивателя 2, который направляет масло из корпуса бабки по специальным смазочным канавкам.
На корпусе бабки установлены два глазка: один — для наблюдения за заполненном бабки маслом до необходимого уровня, а второй — для контроля за поступлением масла в канавки подшипников.
Подшипники регулируются рейкой 3.
Конструкция токарного станка 16Т04А
Станина
Станина представляет собой жесткую чугунную отливку, на которой установлена широкая призма 1 для передней и задней бабок, В призме имеется паз 2 для сухарей зажима передней и задней бабок.
В месте установки передней бабки станина расширена. Для прохода ремней, в верхней части имеется окно.
Станина устанавливается и крепится на тумбе станка.
Тумба
В тумбе размещены отдельные узлы станка. Слева в тумбе на нижней раме крепится вариатор.
В правой секции тумбы расположен шкаф электрооборудования, между ним и вариатором — бак охлаждения с электронасосом.
В верхней части тумбы установлен лоток для сбора стружки и охлаждающей жидкости при работе с охлаждением. Охлаждающая жидкость через фильтр лотка сливается в бак охлаждения.
В передней части тумбы сделан проем для размещения ног рабочего.
Спереди сверху на тумбе расположен пульт управления станком, рядом с которым находится выдвижной ящик для хранения принадлежностей.
Проемы тумбы закрыты быстросъемными крышками с пружинными защелками.
Тумба крепится к фундаменту пятью фундаментными болтами.
Вариатор
Вариатор токарного станка 16т04а
Узел состоит из вариатора с широким клиновым ремнем и двухступенчатой коробки скоростей. Первый вал вариатора 1 приводится во вращение фланцевым электродвигателем 9. На первом валу вариатора расположен подпружиненный шкив 2. На втором валу 4 находится управляемый шкив 5. Второй вал вариатора одновременно является ведущим валом коробки скоростей, на нем расположены две шестерни. Малая шестерня 7 перемещается вдоль вала и переключает скорости коробки скоростей. Корпус коробки скоростей б установлен на стакане 8, прикрепленном к корпусу вариатора 3.
При помощи резьбовой втулки и двух винтов корпус 6 поворачивается относительно корпуса вариатора для натяжения ременной передачи, соединяющей вариатор с передней бабкой.
Механизм управления вариатором и коробкой скоростей (рис.12) расположен сверху на корпусе вариатора.
Маховичок управления 1 переводит диск вариатора. При помощи рукоятки 2, расположенной на фланце лимба, осуществляется переключение скоростей коробки скоростей. Маховичок управления связан планетарной передачей со шкалой настройки чисел оборотов шпинделя. На детали 3 нанесены две шкалы, соответствующие прямому включению шпинделя и включению шпинделя через перебор передней бабки.
Передняя бабка станка 16т04а
Передняя бабка станка установлена на станине (рис. 6, 7).
В корпусе передней бабки собраны приемный шкив и шпиндель. В опорах шпинделя установлены реверсивные гидродинамические подшипники скольжения.
Приемный шкив 7 установлен на втулке 6, соосной со шпинделем 1, имеющей собственные опоры в корпусе бабки. Вращение шпинделю от шкива передается эластичной диафрагмой, 8, защищенной от разрушения при пусках, реверсах шпинделя и перегрузок жесткой зубчатой муфтой с повышенными боковыми зазорами.
Смазка подшипников шпинделя осуществляется при помощи покупной станции смазки. Вращение от вариатора передней бабке передается двумя клиновыми ремнями 0—1400Ш ГОСТ 1284—68.
Шпиндельная бабка токарного станка 16т04а
Шпиндельная бабка токарного станка 16т04а
Передняя бабка станка 16т04п
Шпиндельная бабка токарного станка 16т04п
Передняя бабка устанавливается и закрепляется слева сверху на станине.
В корпусе 1 передней бабки смонтированы шпиндель 5, перебор и механизм управления.
Приемный шкив 3 передней бабки установлен на втулке 4, соосной шпинделю.
Вращение шпинделя передается от шкива непосредственно при включении зубчатой муфты б или через перебор с передаточным отношением 1:4.
В передней опоре шпинделя установлен роликовый двухрядный подшипник, воспринимающий радиальные нагрузки.
Задние опоры шпинделя и приводного шкива расположены в стакане 2.
В задней опоре шпинделя установлены два радиально-упорных подшипника, воспринимающих осевые нагрузки.
С левой стороны передней бабки на опорном бурте фланца 10 устанавливается рычажный цанговый зажим. В шпинделе имеется коническое отверстие для установки цанги.
Управление передвижными шестернями и муфтами производится рукояткой, расположенной на крышке, укрепленной на передней стенке корпуса бабки.
Смазка в передней опоре осуществляется разбрызгиванием, в задней опоре — смазка фитильная.
Задняя бабка
Задняя бабка устанавливается на широкой призме станины и закрепляется да нужном положении рукояткой 3.
Пиноль 1 имеет постоянное направление в корпусе и перемещается маховичком 2, на ее правом конце.
Отсчет величины перемещения пиноли производится по шкале на пиноли. Пиноль зажимается рукояткой, стягивающей клеммы.
Для смазки установлены шариковые масленки.
Суппорт
Продольные салазки суппорта 1 пригоняются по направляющим станины и крепятся к ней зажимами.
Сверху на направляющих продольных салазок перемещаются при помощи винта 2 поперечные салазки 3.
На поперечных направляющих установлены поворотные салазки 5 с верхней кареткой 4. На верхней каретке суппорта выполнены пазы для закрепления четырехпозиционного или однопозиционного резцедержателя.
16Т02П Суппорт токарного станка
Суппорт токарного станка 16т02п
Суппорт станков — крестовый с продольным и поперечным перемещениями салазок от руки. Определенное положение на станине фиксируется рукояткой 1.
Люфты в винтовых парах продольных и поперечных салазок выбираются при помощи разрезных гаек 2 и 4.
Люфты в направляющих выбираются клиньями 3 и 5.
Электрооборудование токарного станка 16Т02П. Общие сведения
16Т02П Схема электрическая токарного станка
Электрическая схема токарного станка 16т02п
На станке установлены асинхронный электродвигатель с короткозамкнутым ротором типа ДПТ-П-21-4-С мощностью N=0,25 кВт, п = 1400 об/мин. Повышенной точности по уровню вибрации, шума и точности установочных размеров.
Напряжение в силовой цепи управления ~ 380 В., частота 50 Гц.
В электросхеме предусматривается пуск и остановка электродвигателя кнопками управления 2КУ «пуск» и 1КУ «Стоп».
Описание принципиальной электросхемы токарного станка 16Т02П
Напряжение в силовую цепь управления подается включением автоматического выключателя АВ.
Нажатием кнопки 2КУ замыкаются н. о. контакты, получает питание силовая цепь и электродвигатель начинает вращаться. При замыкании блок контакта К (1—2) пускателя цепь переходит на самопитание.
Остановка электродвигателя производится нажатием кнопки 1КУ «Стоп», сопровождающимся разрывом цепи.
Защита электродвигателя
В электросхеме станка предусмотрена защита силовой цепи управления от коротких замыканий и перегрузок автоматическим выключателем АВ, а также защита от исчезновения напряжения посредством н. о. контакта магнитного пускателя.
Электрооборудование
Электрическая схема токарного станка 16т04а
Электрооборудование станка содержит:
- асинхронный электродвигатель привода шпинделя 1M
- электродвигатель насоса охлаждения 2М, поставляемый по особому заказу
- электродвигатель приспособления 3М, поставляемый по особому заказу
- пусковую и защитную аппаратуру
- местное освещение
Описание принципиальной электросхемы
Поворотом автоматического выключателя АВ подается напряжение на рабочие цепи и цепи управления.
При нажатая на кнопку 2КУ включается вращение электродвигателя 1M вправо посредством пускателя КП.
При нажатии на кнопку 1КУ контактом 3-5, разрывается цепь питания пускателя КП, а контактом 3-29 — включается цепь пускателя КТ, осуществляющего своими контактами индукционно-динамическое торможение двигателя. Контакт КТ (О-В11) закорачивает первую обмотку статора, контактом (С1-С12) подает пульсирующий ток во вторую обмотку через силовой диод ВК, контакт (А1-А11) подает переменный ток в третью обмотку.
При нажатии на кнопку 3КУ включается вращение двигателя 1M влево посредством пускателя КЛ.
В точках 23-25 н.о. контакты пускателей КП или КЛ подготавливают к включению пускатель КО.
Поворотом переключателя ВН включается пускатель КО. Пускатель КО своими силовыми контактами, включает электродвигатель 2М или 3М либо оба электродвигателя одновременно, в зависимости от того, подключены ли они к силовой цепи посредством штепсельных разъемов ШР1 или ШР2.
Защита
Электросхемой станков предусмотрена защита от токов короткого замыкания, осуществляемая предохранителями и автоматическим выключателем.
Защита от перегрузки, обеспечиваемая тепловыми реле;
Нулевая защита при помощи магнитного пускателя
Основные технические характеристики станка 16Т02П и 16Т02А
Техническая характеристика (основные параметры и размеры: для станка 16Т02П ТУ 2-024-2319-74, для станка 16Т02А ТУ02-024-2320-74).
| Наименование параметра | 1Д601 | 16Т02П | 16Т02А |
| Основные параметры станка | |||
| Класс точности | Н | П | А |
| Наибольший диаметр заготовки над станиной, мм | 125 | 125 | 125 |
| Наибольший диаметр заготовки над суппортом, мм | 75 | 75 | 75 |
| Высота центров над плоскими направляющими станины, мм | 68 | 68 | |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 180 | 250 | 250 |
| Наибольшая длина обрабатываемой заготовки без переустановки суппорта, мм | 55 | 65 | 65 |
| Наибольшая высота резца, мм | 8 x 8 | 8 x 8 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 10,2 | 10,2 | 10,2 |
| Конус Морзе шпинделя | Морзе КМ2 | Морзе 0 | Морзе 0 |
| Число ступеней частот прямого вращения шпинделя | 3 | 6 | 6 |
| Частота прямого вращения шпинделя, об/мин | 700, 1400, 2800 | 400, 630, 1000, 1250, 2500, 4000 | 400, 630, 1000, 1250, 2500, 4000 |
| Суппорт. Подачи | |||
| Продольное перемещение суппорта | Ручное | Ручное | Ручное |
| Наибольшее поперечное перемещение суппорта, мм | 60 | 60 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Наибольшее перемещение верхних (резцовых) салазок, мм | 65 | 65 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Угол поворота верхней каретки суппорта, град | ±30 | ±30 | |
| Задняя бабка | |||
| Конус Морзе задней бабки | Морзе 1 | Морзе 0 | Морзе 0 |
| Наибольшее перемещение пиноли, мм | 35 | 40 | 40 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 0,180 | 0,25 | 0,25 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 680 х 200 х 220 | 695 х 520 х 300 | 695 х 520 х 300 |
| Масса станка, кг | 30 | 35 | 35 |
- Настольный токарный станок 16Т02П, 16Т02А. Руководство по эксплуатации 16Т02П.00.000 РЭ, 1976
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
- Токарный станок ТВ-4. Видео
- Школьные токарные станки. Обзор
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник заводов производителей токарных станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители