Пресс ножницы нг5222 комбинированные (универсальные) (снятые в 1987 г. с производства мод. н 5222, пресс ножницы нв 5222) для полосы 16 х 150 мм служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате.
Пресс ножницы 5222 комбинированные могут найти применение на машиностроительных, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом (исполнение УХЛ), сухим и влажным тропическим климатом (исполнение О), категория размещения 4 по ГОСТ15150-69.
Общий принцип работы пресс ножниц комбинированных (универсальных) НГ5222.
Привод пресс ножниц нг 5222 осуществляется от электродвигателя 3 (см. рис.) через клиноременную передачу, маховик 2 и одноступенчатую зубчатую передачу 1, 4 к эксцентриковому валу 6. Зубчатая передача 1,4 прямозубая, цилиндрическая. Опорные шейки вал-шестерни установлены в подшипниках.
Движение на ползун 10 сортолистовой секции передается через шатун 5, на ползун пресса для пробивки отверстий 8 — через балансир 7 и западающий камень.
Исполнительные механизмы включаются и выключаются через систему рычагов, связанных с одной стороны с шатуном и западающим камнем, а с другой стороны — с электромагнитами
НГ5222 Пресс-ножницы комбинированные. Назначение и область применения
Пресс-ножницы комбинированные модели НГ5222 служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате, а также для выполнения зарубочных операций.
Пресс-ножницы комбинированные могут найти применение на машиностроительных, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим климатом — исполнение О, категория размещения 4 по ГОСТ15150-69.
Дополнительное требование: нижнее значение температуры воздуха должно быть не менее +5°С
Пресс-ножницы комбинированные с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и любой ремонтной мастерской.
Пресс-ножницы комбинированные НГ-5222 производят:
- резка листового металла, резка полосы;
- пробивка пазов треугольной и прямоугольной формы;
- отрезка круга;
- отрезка уголка, швеллера, двутавра, шахтного профиля;
- пробивка отверстий круглой, прямоугольной, квадратной и любой другой формы.
Основные технические данные пресс-ножниц НГ5222:
Изготовитель — Кувандыкский завод механических прессов г. Кувандык.
Параметры действительны для металла с пределом прочности (временным сопротивлением) σ BP = 500 МПа (50 кг/мм 2).
- Основные технические данные по ГОСТ 7355-77
- Наибольшая толщина разрезаемого листа — мм
- Наибольшая толщина и ширина разрезаемой полосы — 16 х 150 мм
- Наибольший диаметр разрезаемого круга — Ø 45 мм
- Наибольшие размеры разрезаемого уголка — 12 х 125 х 125 мм
- Наибольший диаметр пробиваемого отверстия — Ø 30 х 16 мм
- Частота непрерывных ходов ползуна — мин -1
- Отрезка проката без разметки по упору — 70..1000 мм
- Мощность привода — 4,8 кВт
- Вес машины полный — 2,27 т
Станина сварной конструкции, состоит из переднего и заднего листов, приваренных к основанию.
Для установки приводных валов и приводов секций в станине выполнены четыре расточки.
Привод сортолистовой и дыропробивной секций от электродвигателя через клиноременную и зубчатую передачи на эксцентриковый вал секций. Рычаг зарубочного устройства связан при помощи тяги с ползуном сортолистовои секции.
Ползун дыропробивной секции уравновешивается пружинными уравновешивателями.
Механизм центрирования предназначен для выполнения операции наметки путем перемещения с помощью рукоятки пуансонодержателя с пуансоном.
Инструмент реза уголка, круга и квадрата состоит из подвижной и неподвижной плит. Подвижная плита крепится в гнездо ползуна сортолистовой секции, неподвижная — в гнезде станины Г-образ-ными пружинами.
Листовой и зарубочный инструмент состоит из двух подвижных и трех неподвижных ножей.
Подвижные ножи — гильотинный для резки листового материала и прямоугольный — для прямоугольной зарубки.
Инструмент дыропробивной секции состоит из пуансона и матрицы. Пуансон крепится через пуансонодержатель к ползуну, а матрица — к корпусу дыропробивного приспособления.
Пресс-ножницы имеют три рабочих места, обслуживаемые одним оператором.
Электросхема обеспечивает работу пресс-ножниц па непрерывных и одиночных ходах.
Управление кнопочное и педальное.
Смазка густая, комбинированная.
Ручные гидравлические ножницы
Ручные гидравлические ножницы – незаменимый, а главное мобильный инструмент для резки метала арматуры. Широко применяются в строительстве, в сносе зданий, а также спасателями для извлечения пострадавших из искорёженного автомобиля.
Ручные гидравлические ножницы
Устройство и принцип работы
Устройство ручных гидравлических ножниц для резки метала напоминает обычные ножницы но несколько отличается от них тем что, в привычной модели мы передаем механическую силу от руки сразу на режущий агрегат.
Здесь же наша механическая сила преобразуется в гидравлическую, и только потом подается на режущие лезвия. Ручкой мы качаем насос которой создает давление в результате чего ножницы сдвигаются и собственно режут.
Основные принципы устройства:
Устройство ручных гидравлических ножниц
- Исполнение режущей части. Два основных открытый кромочный и гильотинный. Оба представлены на рисунке. Кромочный применяется для резки листов метала, а гильотинный для резки проводов и пучков кабелей.
- Функции режущей части. Есть агрегаты, в которых режущая часть крутится относительно привода и ручек, что делает ножницы более практичными в использовании.
- Габариты. Устройство обладает весьма большими габаритами, происходит это из-за того, что оно оборудовано гидроприводом, его установку выполняют на неподвижной ручке гидравлических ножниц. Габариты агрегата прямо пропорциональны длине штока гидропривода.
- Подача давления. Также имеет 2 вида комплектации. Первая это встроенный плунжерный насос, который работает от мускульной силы оператора. Второе, это внешняя компрессорная станция.
Технические характеристики
Ручные гидравлические ножницы имеют ряд характеристик, которые стоит учитывать при их эксплуатации. Эти параметры можно увидеть в техническом паспорте устройства.
Характеристики гидравлических ножниц:
- Предельная величина силы разреза или тяги, измеряется в Ньютонах и Тоннах;
- Промежуток между режущими элементами, в мм;
- Предельная режущая величина. Указывает максимальную толщину листа либо диаметр прутка которые можно разрезать за одну итерацию.
- Размеры и вес агрегата.
Условия применения
Заметка: Прежде чем приступать к работе всегда следует прочитать технический паспорт и проверить уровень гидравлического масла в приводе.
Принципы, которые следует выполнять при эксплуатации гидравлических ножниц:
- Прежде чем резать метал уточните его толщину и его жёсткостные характеристики, они не должны превышать предельных значений, указанных в техническом паспорте агрегата;
- Держать инструмент в частоте, в особенности рабочую часть.
- Производить замену масла согласно сроку, в тех паспорте, также следует заливать масло только указанных в нем марок. Средний срок замены масла раз в два года.
- После завершения работ обязательно протереть инструмент чистой тряпкой, прежде всего в подвижных местах инструмента.
- Если инструмент планируется длительно хранить, то его стоит обработать антикоррозийным составом.
Возможные неисправности
- Не создается необходимое давление в инструменте.
- Возможно у вас недостаточное количество масла в инструменте и его следует долить;
- Засорение гидравлической системы, следует заменить масло;
- Не закрыт рычаг сброса давления соответственно его следует закрыть;
- Шток не встает в начальное положение.
- Износилась обратная система, потребуется замена возвратной пружины;
- Подтеки масла
- Уплотнители пришли в негодность и их следует заменить
Распространенные модели
Рассмотрим несколько самых распространённых моделей ручных гидравлических ножниц по металлу и их технические характеристики.
Ножницы НРГ 53
Основное назначение: Для резки кабелей и твердых металлов.
Технические характеристики НРГ 53:
Технические характеристики ножниц НРГ 53
Ножницы НРГ 85
Основное назначение: Резка проводов АС, СИП-3, стальных канатов, тросов, прутков из низко углеродной стали, бронированного и телефонного кабеля.
Технические характеристики:
Технические характеристики гидравлических ножниц НРГ-65 и НРГ-85
Виды операций комбинированных пресс-ножниц НГ5222
Пресс-ножницы НГ5222 комбинированные производят:
- Секция резки сортового проката — отрезка уголка, круга, швеллера, двутавра, шахтного профиля. Отрезка проката без разметки до 1000 мм по упору
- Секция резки полосы, листа — отрезка полосы осуществляется под различными углами
- Секция пробивки отверстий — пробивка отверстий круглой, прямоугольной, квадратной и любой другой формы в листовом и фасонном прокате
- Секция вырубки пазов — пробивка открытых пазов треугольной и прямоугольной формы
Конструкция пресс-ножниц и множество вариантов дополнительной оснастки позволяют использовать пресс-ножницы для обработки проката различного профиля и разных параметров.
Для облегчения перемещения полосового, сортового и фасонного проката при подаче их в рабочую зону ножниц возможно использование модуль-рольганга приводного модели МРП.
Состав узлов и принцип действия
Кривошипные пресс-ножницы для резки металла имеют достаточно однотипную структуру, в которую входят следующие узлы:
- приводной электродвигатель переменного тока;
- приводной вал, на котором располагается система включения;
- промежуточная зубчатая передача;
- маховик;
- кривошипный или эксцентриковый вал;
- шатун с ползуном, к которому крепятся подвижные ножи;
- механизм зажима исходной заготовки;
- узел подпора отрезаемой части прутка (полосы, сортового проката);
- регулируемый рольганг для подачи исходного материала;
- задний упор;
- станина.
Процесс единичного цикла резки металла на комбинированных пресс-ножницах происходит в следующей последовательности. Оператор, включая рольганг, вводит разрезаемый профиль в рабочую зону пресс-ножниц, после чего при помощи заднего упора выставляется требуемая длина заготовки. После этого материал фиксируется в необходимом положении зажимным приспособлением, и подпирается компенсатором, который обеспечивает постоянство горизонтальной оси прутка/полосы в процессе разрезания. После этого электродвигатель комбинированных пресс-ножниц включается на рабочий ход. Срабатывает муфта включения (для крупных типоразмеров она пневмоэлектрическая многодисковая, для ножниц усилием менее 800 кН узел может содержать и один нажимной диск), а ленточный тормоз растормаживает вал, который через зубчатую передачу передаёт необходимый крутящий момент на кривошипный вал. Находящийся там кривошипно-шатунный механизм преобразует вращение в поступательное перемещение ползуна с рабочим ножом. Отрезанное изделие по склизу падает на приёмный лоток, а оттуда – в ящик для нарезанных заготовок. В это время кривошипно-шатунный механизм возвращается в своё исходное – верхнее – положение. Срабатывает система включения, а фиксация вала обеспечивается синхронным включением тормоза ленточного типа.
Операции, выполняемые на пресс-ножницах НГ5224
При автоматической работе пресс-ножниц комбинированных во время обратного хода ползуна выполняется проталкивание и фиксация в зоне реза следующей заготовки.
Пресс-ножницы с гидравлическим приводом (например, от фирмы Гека серии Multicrop) работают от силового гидроцилиндра, который управляет возвратно-поступательным перемещением ползуна. Такое оборудование отличается меньшей производительностью, зато предоставляет возможность выдержки ползуна в крайней нижней точке. В некоторых случаях это улучшает качество реза. Ножницы Geka отличаются наличием опции угловой резки профиля, а также возможностью последующей гибки.
Несколько иной кинематикой обладают пресс-ножницы для резки металла аллигаторного типа, а также арматурные ножницы, предназначенные для механизированного разделения прутков из арматурной стали. Крутящие моменты там меньше, поэтому вместо фрикционной муфты в схеме предусматривается конструктивно более простая жёсткая муфта с поворотными шпонками. Помимо неприхотливости при обслуживании, она не требует непрерывной подачи сжатого воздуха под давлением более 5…6 ат. Сам же ползун совершает не возвратно-поступательные, а качательные движения. При несколько худшем качестве отрезки (для скрапа это обстоятельство особого значения не имеет) увеличивается высота рабочего пространства между подвижным и неподвижным ножами, что облегчает разделку металлолома.
НГ5222 Составные части комбинированных пресс-ножниц
НГ5222 Спецификация составных частей и органов управления комбинированных пресс-ножниц
- 1. Станина — НГ5222-11-001
- 3. Электрооборудование — НГ5222-91Д-001
- 4. Вводный выключатель
- 6. Стол дыропробивного пресса — НГ5223-69-001
- 7. Управление дыропробивным прессом — НВ5221Б-42-001
- 8. * Приспособление для резки специального проката — НВ5221-52-001
- 9. Механизм центрирования — НВ5221Б-47-001. Рукоятка механизма центрирования
- 10. Пресс дыропробивной — НГ5222-32-001
- 11. Кнопка ОБЩИЙ СТОП
- 12. Кулачки управления электромагнитами
- 13. Кнопка ОБЩИЙ СТОП 30 Рукоятка фиксации плиты
- 14. Ограждение — НВ5221Б-71-001
- 15. Привод — НВ5221Б-21-001
- 16. Нож-плита подвижная — НВ5221Б-63-001
- 17. Нож-плита неподвижная — НВ5221-61-001
- 18. * Нож-плита неподвижная для резки швеллера и двутавра — НВ5221Б-64А-001
- 19. * Нож-плита подвижная для резки швеллера и двутавра — НВ5221Б-65-001
- 20. Прижим сортовой секции — НВ5221-51Б-001
- 21. Смазка — НВ5221-81-001*
- 23. Прижим — НВ5221Б-45-001
- 24. * Упор для отрезки мерных заготовок — НВ5222-43-001
- 25. Управление сортовой секцией — НВ5221Б-41-001
- 26. Сортовая секция — НВ5221Б-31-001
- 27. * Устройство для пробивки отверстий с определенным шагом — НВ5222-56-001
- 28. Инструмент зарубочный и для отрезки полосы — НВ5221Б-62-001
- 29. Приспособление для пробивки пазов прямоугольной формы — НР5222-53А-001
- 31. Лоток — НВ5221Б-69-001
- 32. Стол — НВ5221Б-68-001
- 34. Педаль включения ползуна сортовой секции и пресса дыропробивного
- 37. Переключатель подачи напряжения пресса дыропробивного и сортовой секции
- 38. Кнопка пуска электродвигателя
- 39. Лампы сигнальные
* Поставляются за отдельную плату
Критерии выбора
На каждом производстве условия работы и задачи могут быть совершенно разными. Однако если вы решили купить пресс ножницы для металла, то выбирать их следует по индивидуальным потребностям. В заготовительных цехах и на открытых площадках широко используются приводные устройства по причине компактности и мобильности. Кроме того, при выборе комбинированных пресс ножниц нужно обращать внимание на ряд параметров:
- мощность привода — во многом определяет то, какой толщины метал могут резать ножницы и какого диаметра отверстия пробивать;
- наличие дополнительного оснащения и инструмента — делает использование устройства максимально эффективным и безопасным;
- глубина зева — определяет на каком расстоянии от края заготовки будет находиться пробиваемое устройство.
Для крупномасштабного производства желательно отдавать предпочтение моделям с ЧПУ. Для домашних мастерских применяются установки ручного типа.
Общий принцип работы пресс-ножниц и конструкция комбинированных пресс-ножниц НГ5222
Привод пресс-ножниц осуществляется от электродвигателя 3 через клиноременную передачу (обозначение ремня приведено в приложении А), маховик 2 и одноступенчатую зубчатую передачу 1, 4 к эксцентриковому валу 6. Зубчатая пара 1, 4 прямозубая, цилиндрическая. Опорные шейки вал-шестерни установлены в подшипниках (обозначение подшипников приведено в приложении Б)
Вал-шестерня Z1=14 имеет ширину обода 85 мм и изготовлена из стали 40Х ГОСТ4543-71 (твердость 240…260 НВ), колесо Z2=126 — ширину обода 80 мм и изготовлено из стали 35Л ГОСТ977-88.
Движение на ползун 10 сортовой секции передается через шатун 5, на ползун 8 пресса для пробивки отверстий через балансир 7 и западающий камень.
Исполнительные механизмы включаются и выключаются через систему рычагов, связанных с одной стороны с шатуном и западающим камнем, а с другой стороны — с электромагнитами 9.
Состав узлов и рабочий принцип
Кривошипные пресс-ножницы для нарезания металла имеют довольно однотипную структуру, в которую входят следующие узлы:
- приводной электрический двигатель электрического тока;
- приводной вал, на котором размещается система включения;
- переходная зубчатая передача;
- маховик;
- кривошипный или эксцентриковый вал;
- шатун с ползуном, к которому фиксируются двигающиеся ножи;
- механизм зажима исходной заготовки;
- узел подпора отрезаемой части прутка (полосы, простого проката);
- регулируемый рольганг для подачи начального материала;
- задний упор;
- станина.
Процесс единичного цикла резки металла на комбинированных пресс-ножницах происходит в следующей очередности. Оператор, включая рольганг, вводит разрезаемый профиль в зону для работы пресс-ножниц, после этого с помощью заднего упора выставляется требуемая длина заготовки. После чего материал крепится в нужном положении зажимным устройством, и подпирается компенсатором, который обеспечивает постоянство горизонтальной оси прутка/полосы в процессе разрезания. После чего электрический двигатель комбинированных пресс-ножниц включается на рабочий ход. Срабатывает муфта включения (для больших типоразмеров она пневмоэлектрическая многодисковая, для ножниц усилием менее 800 кН узел содержит и один нажимной диск), а ленточный тормоз растормаживает вал, который через зубчатую передачу передаёт нужный вращающий момент на кривошипный вал. Находящийся там кривошипно-шатунный механизм видоизменяет вращение в поступательное перемещение ползуна с рабочим ножиком. Отрезанное изделие по склизу падает на приёмный лоток, а оттуда – в ящик для порезанных заготовок. В данное время кривошипно-шатунный механизм возвращается в своё исходное – верхнее – положение. Срабатывает система включения, а фиксация вала обеспечивается синхроным включением тормоза ленточного типа.
Операции, осуществляемые на пресс-ножницах НГ5224
При автоматической работе пресс-ножниц комбинированных во время обратного хода ползуна делается проталкивание и фиксация в зоне реза следующей заготовки.
Пресс-ножницы с приводом на гидравлике (к примеру, от фирмы Гека серии Multicrop) работают от силового гидроцилиндра, который управляет возвратно-поступательным перемещением ползуна. Данное оборудование выделяется меньшей работоспособностью, зато дает возможность выдержки ползуна в крайней нижней точке. В большинстве случаев это делает лучше качество реза. Ножницы Geka отличительны наличием опции угловой резки профиля, а еще возможностью следующей гибки.
Немного другой кинематикой обладают пресс-ножницы для нарезания металла аллигаторного типа, а еще арматурные ножницы, предназначающиеся для механизированного деления прутьев из арматурной стали. Крутящие моменты там меньше, по этому взамен фрикционной муфты в схеме предусматривается конструктивно самая простая жёсткая муфта с поворотными шпонками. Кроме несложности при обслуживании, она не просит непрерывной подачи сжатого воздуха под давлением более 5…6 ат. Сам же ползун совершает не возвратно-поступательные, а качательные движения. При несколько худшем качестве отрезки (для скрапа данное обстоятельство не имеет большого значения) возрастает высота пространства для работы между подвижным и неподвижным ножами, что делает легче разделку металлолома.
Ножи к ножницам для резки сортового проката. Технические требования
Ножи для пресс ножниц изготавливаются по ГОСТ 25454-82 Ножи к ножницам для резки сортового проката. Технические требования
- Ножи не должны иметь трещин, заусенцев, раковин, острых углов и кромок (кроме режущих);
- Поверхности, образующие режущую кромку не должны иметь задиров, прижогов;
- Режущая кромка не должна быть затуплена, выкрошена, не должна иметь забоин;
- Ножи должны изготавливаться из стали марок:
- Х12Ф1, ХБФ по ГОСТ 5990-73 для холодной резки стали
- Р6М5 по ГОСТ 19256-73, 4Х5В2ФС по ГОСТ 5990-73 для горячей резки стали
- Поверхности, образующие режущую кромку (передняя, задняя) и опорные поверхности — 1,25 мкм
Состав узлов и принцип действия
Кривошипные пресс-ножницы для резки металла имеют достаточно однотипную структуру, в которую входят следующие узлы:
- приводной электродвигатель переменного тока;
- приводной вал, на котором располагается система включения;
- промежуточная зубчатая передача;
- маховик;
- кривошипный или эксцентриковый вал;
- шатун с ползуном, к которому крепятся подвижные ножи;
- механизм зажима исходной заготовки;
- узел подпора отрезаемой части прутка (полосы, сортового проката);
- регулируемый рольганг для подачи исходного материала;
- задний упор;
- станина.
Процесс единичного цикла резки металла на комбинированных пресс-ножницах происходит в следующей последовательности. Оператор, включая рольганг, вводит разрезаемый профиль в рабочую зону пресс-ножниц, после чего при помощи заднего упора выставляется требуемая длина заготовки. После этого материал фиксируется в необходимом положении зажимным приспособлением, и подпирается компенсатором, который обеспечивает постоянство горизонтальной оси прутка/полосы в процессе разрезания. После этого электродвигатель комбинированных пресс-ножниц включается на рабочий ход. Срабатывает муфта включения (для крупных типоразмеров она пневмоэлектрическая многодисковая, для ножниц усилием менее 800 кН узел может содержать и один нажимной диск), а ленточный тормоз растормаживает вал, который через зубчатую передачу передаёт необходимый крутящий момент на кривошипный вал. Находящийся там кривошипно-шатунный механизм преобразует вращение в поступательное перемещение ползуна с рабочим ножом. Отрезанное изделие по склизу падает на приёмный лоток, а оттуда – в ящик для нарезанных заготовок. В это время кривошипно-шатунный механизм возвращается в своё исходное – верхнее – положение. Срабатывает система включения, а фиксация вала обеспечивается синхронным включением тормоза ленточного типа.
Операции, выполняемые на пресс-ножницах НГ5224
При автоматической работе пресс-ножниц комбинированных во время обратного хода ползуна выполняется проталкивание и фиксация в зоне реза следующей заготовки.
Пресс-ножницы с гидравлическим приводом (например, от фирмы Гека серии Multicrop) работают от силового гидроцилиндра, который управляет возвратно-поступательным перемещением ползуна. Такое оборудование отличается меньшей производительностью, зато предоставляет возможность выдержки ползуна в крайней нижней точке. В некоторых случаях это улучшает качество реза. Ножницы Geka отличаются наличием опции угловой резки профиля, а также возможностью последующей гибки.
Несколько иной кинематикой обладают пресс-ножницы для резки металла аллигаторного типа, а также арматурные ножницы, предназначенные для механизированного разделения прутков из арматурной стали. Крутящие моменты там меньше, поэтому вместо фрикционной муфты в схеме предусматривается конструктивно более простая жёсткая муфта с поворотными шпонками. Помимо неприхотливости при обслуживании, она не требует непрерывной подачи сжатого воздуха под давлением более 5…6 ат. Сам же ползун совершает не возвратно-поступательные, а качательные движения. При несколько худшем качестве отрезки (для скрапа это обстоятельство особого значения не имеет) увеличивается высота рабочего пространства между подвижным и неподвижным ножами, что облегчает разделку металлолома.
Технические характеристики комбинированных пресс-ножниц НГ5222
| Наименование параметра | НГ5222 | НГ5223 | НГ5224 |
| Основные параметры пресс-ножниц | |||
| Наибольшие размеры обрабатываемой полосы (толщина х ширина), мм | 16 х 150 | 18 х 190 | 28 х 200 |
| Наибольшие размеры обрабатываемого круга (диаметр), мм | 45 | 50 | 67 |
| Наибольшие размеры уголка под 90°, мм | 125 х 125 х 12 | 125 х 125 х 14 | 160 х 160 х 20 |
| Наибольшие размеры уголка под 45°, мм | 90 х 90 х 9 | 100 х 100 х 10 | 125 х 125 х 14 |
| Наибольшие размеры швеллера, номер профиля | 5..18У | 5..18аУ | 5..30У |
| Наибольшие размеры двутавра, номер профиля | 10..18 | 10..18 | 10..30 |
| Наибольший диаметр пробиваемого отверстия, мм | 30 х 16 | 32 х 16 | 40 х 25 |
| Наибольшие размеры пробиваемых пазов (длина х ширина х толщина), мм | 70 х 65 х 10 | 80 х 65 х 10 | 100 х 85 х 16 |
| Число ходов ножа в минуту не более | 18 | 17 | 14 |
| Наибольшая длина разрезаемых листов по заднему упору, мм | 70..1000 | 70..1000 | 130..1000 |
| Номинальное усилие реза, кН | 560 | 630 | 1250 |
| Электродвигатель, кВт | 5,5 | 5,5 | 11 |
| Габарит и масса пресс-ножниц | |||
| Габарит пресс-ножниц (длина х ширина х высота), мм | 1900 х 1660 х 1950 | 1800 х 1700 х 1865 | 2735 х 1760 х 2445 |
| Масса пресс-ножниц, кг | 1940 | 2210 | 7050 |
Пресс ножницы комбинированные нг5222 — это машина производства Кувандыкского . Само предприятие было основано в 1941 году. С тех пор компания обеспечивает клиентов высокоточным оборудованием с отменными техническими и эксплуатационными характеристиками.
Фото пресс ножниц
Пресс ножницы нв5222 служат для выполнения качественной резки проката — фасонного, листового, сортового. Также устройства позволяют производить различные зарубки.
Комбинированные ножницы могут называться пресс ножницами при условии, что они оснащаются дыропробивным прессом.
Технические характеристики модели НГ5222 предусматривают наличие четырех механизмов, составляющих основу оборудования:
- Механизм нарезки сортовых металлов;
- Для резки металлического листа;
- Система изготовления отверстий;
- Устройство для вырубывания пазов.
Что необходимо знать про подобные пресс ножницы комбинированные модели НГ5222?
- Все указанные механизмы собраны в единой станине, оснащаются общим приводом.
- Ползуны листовых, сортовых ножниц используют рычажный механизм для осуществления управления.
- Дыропробивной механизм устройства имеет два типа управления – рычажное и педальное.
- Основные технические характеристики регламентированы государственным стандартом.
- Выполнение резки ножницами позволяет добиться самого экономичного способа разделения проката на соответствующие требуемые заготовки.
- При работе резаком важно избегать двойного среза. Для этого требуется соблюдать определенную глубину вхождения ножей в металлическую заготовку. Она не должна превышать V4 от высоты разрезаемого сечения. Особенно это имеет значение при обработке пластичного металла или заготовок, которые были специально нагреты до высокой температуры.
- Для предотвращения образования трещин с торцевых сторон обрабатываемых заготовок, что может быть обусловлено хрупкостью определенных сортов стали, заготовку следует подогреть.
- Холодным методом режут углеродистую сталь, процент содержания углерода в которых не превышает 0,5 процентов.
- На получаемое качество разреза заготовки непосредственное влияние оказывает скорость вхождения ножа в металл. Если требуется резка углеродистой стали, скорости используют повышенные. Легированная сталь требует более деликатной резки, потому скорость устанавливается пониженная.
- Исходя из особенностей обработки разных сортов металлов, пресс станок разумно оснащать двухскоростными электромоторами, чтобы контролировать, регулировать скорость работы.
Особенности станка НГ5222
Среди представленных на рынке комбинированных пресс ножниц, наибольшую популярность завоевали комбинированные устройства новой генерации. Модель НГ5222 обеспечивает решения множества производственных вопросов.
Главные особенности — это способность при минимальных манипуляциях со станком выполнять целый ряд задач, совмещать выполняемые операции:
- Выполнять пробивку отверстий, пазов;
- Резать круги, уголки, квадраты;
- Отрезать полосы;
- Изготавливать двутавры, швеллеры.
Так станок НГ обеспечивает широкий функционал пресс ножниц и экономичность проката при его обработке всего на одном устройстве.
Пресс ножницы комбинированные нв5222, н5222а, нв5221, НБ5224 — это предшественника более современных и усовершенствованных пресс ножниц НГ5222.
Инструкция по эксплуатации
Перед началом использования изделия необходимо выполнить ряд следующих рекомендаций.
- Каждый инструмент поставляется в комплекте с сопроводительной документацией, которую необходимо предварительно изучить.
- Новые модели обычно имеют защитную смазку, которую нужно удалить с поверхности лезвий.
- Цилиндр нужно проверить на уровень масла, а всю пневмоконструкцию необходимо правильно объединить в единую систему. Если масла в помпе нет, его следует долить, применяя только подходящие технические сорта. Рекомендации по выбору смазочного материала содержатся в технической документации производителя.
При эксплуатации изделия необходимо придерживаться следующих правил:
- нормативные характеристики инструмента должны соответствовать толщине обрабатываемого материала или быть больше;
- замена смазочных материалов в помпе должна производиться не реже одного раза в год;
- при возникновении аварийных ситуаций, резка должна быть немедленно прекращена;
- большая часть орудий труда гидравлического типа подлежит ремонту, после которого допускается их повторное использование.
Еще важно знать общие правила техники безопасности. При эксплуатации инструмента важно учесть:
- правильное положение инструмента, особенно его рабочей части;
- особенности обработки антикоррозийными составами во время долгого хранения;
- обязательную очистку подвижных частей перед началом работ.
Обзор модели гидралических ножниц по металлу смотрите далее.
Применение станков
Пресс ножницы НГ выполняют несколько различных задач:
- Резка металлопрокатов — сортового, фасонного, полосового;
- Создание в прокате отверстий требуемого диаметра;
- Создание зарубок на заготовках.
Станки НГ нашли широкое применение в следующих областях:
- Ремонтные заводы;
- Машиностроительные производства;
- Предприятия, работающие с металлом;
- Производства строительных материалов;
- Заводы по изготовлению крепежных, соединительных элементов.
При этом станки НГ могут эксплуатироваться в различных климатических зонах:
- Умеренная;
- Холодная;
- Сухая, влажная и тропическая.
Разновидности
Все разнообразие моделей пресс-ножниц делится на:
- ручные механизмы (рычажные и дисковые);
- гидравлические;
- контейнерные.
Ручные ножницы для металла (рычажного типа)
Такой инструмент нашел широкое применение в слесарных мастерских, на мелких производствах, в пунктах приема металлолома. Пресс-ножницы ручные позволяют обрабатывать заготовки небольшого размера и малыми партиями.
Рабочей частью устройства служат два ножа для пресс-ножниц:
- Первый – закрепляется неподвижно на станине.
- Второй – приводится в действие мускульной силой, которая передается рычажному механизму.
Длина лезвий порядка 10 см.
Дисковые
Основой конструкции являются два дискообразных ножа с противоположным вращением.
Их удобно использовать для резки с малым усилием по ровному и криволинейному контуру; линия реза получается без заусенцев и деформаций.
Гидравлические
Инструмент универсального типа, отличается высокой производительностью и используется в промышленных масштабах. Они способны работать с металлом любого профиля, обеспечивая высокое качество. Конструкция оснащена гидроприводом, позволяющим развить высокое усилие. Особенности устройства пресс-ножниц:
- Основание сделано из бетона.
- Станина – изготавливается методом литья или сварным способом. Она достаточно массивна, чтобы выдерживать вес устройства и заготовки, контролировать ход ножей и гасить возникающие при эксплуатации вибрации.
Особенностью промышленных гидравлических ножниц (например, пресс-ножниц комбинированных Н5222а) является способность резать металл под углом к оси. Это дает возможность изготавливать сложные фрагменты машин и каркасные конструкции.
Замена комплекта ножей матрицей и пуансоном позволяет использовать механизм для пробивки отверстий (как гидравлический пресс с гибкой регулировкой усилия).
Пресс-ножницы для лома
Этот вариант является самым внушительным видом металлорежущих аппаратов, позволяющий утилизировать лом чёрных и цветных металлов, автомобильный, сталеплавильный, демонтажный лом. Пресс-ножницы для резки и переработки лома металлов — наиболее востребованные механизмы на погрузочных терминалах, металлургических заводах, металлозаготовительных площадках.
Можно встретить несколько модификаций: стационарные, мобильные (контейнерные) и комбинированные. Из паспорта пресс-ножниц можно узнать об особенностях машин:
- Усилие реза от 500-800 до 3 000 тонн.
- Средняя производительность 10-12 и более тонн/час.
- Металлолом перерабатывается без предварительной сортировки.
- Емкость накопительных контейнеров от 10 т.
Пресс-ножницы для металлолома с большой камерой прессования могут резать и пакетировать (прессовать) металлолом, включая скрап, трубы и кузова автомобилей. Они имеют несколько режимов работы (для разных категорий лома), регулируемый шаг реза и приспособлены для эксплуатации в зимних условиях.
Основные узлы:
- загрузочная (накопительная) камера;
- рабочая зона. Горизонтальные и вертикальные лезвия;
- прижимное устройство пресс-ножниц. Прессует нарезанный металлолом в брикеты.
Контейнерные
Это мобильный механизм, перемещаемый с помощью автотранспорта. Его удобно использовать в местах сбора лома (при демонтаже зданий и промышленных конструкций).
Устройство оформлено в виде контейнера, снабжено дизельным или электрическим приводом.
Нюансы конструкции станков НГ
Станки НГ нашли широкое применение во всевозможных областях производства. Это обусловлено широкой функциональностью и внушительных техническими характеристиками станков. Потому с их применением и назначением следует познакомиться более детально. Но для этого следует разобраться в элементах конструкции НГ.
Пресс ножницы комбинированные обеспечивают выполнение нескольких различных операций, избегая предварительных изменений настроек устройства. Это возможно благодаря четырем рабочим зонам. Работа может осуществляться в любой последовательности. Менять при этом инструменты не требуется. Именно так достигается быстрая, экономичная и производительная обработка заготовок.
Что вам следует знать про конструкцию этого станка?
- Станина состоит из пары металлических листов — заднего и переднего. Они соединены с основанием методом варки.
- Четыре расточки в станине служат для монтажа приводов секций, приводных валов станках НГ.
- Приводы дыропробивных и сортолистовых секций идут от электромотора через зубчатые и клиноременные передачи на эксцентриковый вал.
- Рычаги зарубочных устройств станков непосредственно связаны с ползунами сортолистовых секций за счет тяги.
- Ползуны дыропробивных секций уравновешены за счет специальных пружинных уравнителей.
- Механизм, предназначенный для резки уголков, квадратов, металлических кругов состоит из 2 плит. Одна подвижная, вторая — неподвижная. Подвижная плита закреплена в гнезде ползуна сортолистовой секции. Неподвижная часть помещена в гнезде станины и зафиксирована с помощью Г-образных пружин.
- Зарубочные и листовые агрегаты включают в конструкцию неподвижные и подвижные ножи — 3 и 2 единиц соответственно.
- Пресс ножницы предусматривают наличие трех рабочих мест, которые могут обслуживаться одним оператором.
- Электрическая схема модернизирована, если сравнить НГ5222 и пресс ножницы комбинированные н5222а. Данная электро схема позволяет пресс ножницам работать на одиночных и непрерывных ходах.
- Управление пресс ножницами является педальным, кнопочным.
Комбинированная схема станка обеспечивает его многозадачность при максимальной эффективности и экономичности. НГ5222 занял свою нишу на рынке пресс ножниц и уверенно сохраняет лидирующие позиции.
Отменные технические характеристики, привлекательная стоимость и высокие показатели производительности делают станок НГ5222 один из наиболее предпочтительных устройств. Цена пресс ножниц составляет от 1000 долларов. Достаточно приемлемая стоимость при таких параметрах станка.
Получить консультацию
Пресс-ножницы комбинированные НГ5222 номинального усилия 40тс с механическим приводом служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате. Имея четыре рабочие зоны, пресс-ножницы позволяют выполнять несколько операций без смены инструмента и любой последовательности.
Пресс-ножницы комбинированные могут найти свое применение на машиностроительных, ремонтных и других заводах, в коммерческих производствах и ремонтных участках, строительных организациях.
Пресс-ножницы НГ5222 нашего производства поставлены в центральный федеральный округ, Северо-Западный ФО, Южный ФО, Северо-Кавказский ФО, Приволжский ФО, Уральский ФО, Сибирский ФО и страны СНГ.
Сфера использования
КПН востребованы многими сферами промышленности. Они широко используются как небольшими металлоперерабатывающими компаниями, так и крупными заводами-изготовителями. А некоторые из моделей можно увидеть даже в обычных гаражных мастерских. Оборудование довольно востребовано в машиностроительной отрасли, на металлообрабатывающих базах, штамповочных линиях, в заготовительных цехах. Такое распространение данные механизмы получили благодаря:
- надежности конструкции;
- способности настройки под выполнение разноплановых задач;
- компактным размерам и сравнительно небольшому весу;
- многофункциональности, благодаря которой возможна настройка оборудование под определенные требования;
- отсутствию сильной вибрации и шума во время функционирования;
- возможности установки и встраивания оборудования в автоматизированную производственную линию;
- высокому качеству готовых изделий.
Большинство установок легко встраиваются в автоматизированную производственную линию. Не составляют сложностей в управлении, имеют доступную стоимость, отличаются продолжительным сроком службы, с высокой точностью режут металл, а также выполняют множество иных не менее важных функций.
Общий вид ножниц НГ5222
Расположение составных частей и органов управления пресс ножниц НГ 5222:
1 – станина сварная 2 – педаль 3 – электрошкаф 4 – выключатель 5 – электрооборудование 6 – стол дыропробивного пресса 7 – управление дыропробивным прессов 8 – приспособление для резки специального проката 9 – механизм центрирования 10 – пресс дыропробивной 11 – общий стоп 12 – кулачки управления электромагнитами 13 – общий стоп 14 – ограждения 15 – привод 16 – нож-плита подвижная 17 – нож-плита неподвижная 18 – нож-плита неподвижная для резки швеллера и двутавра 19 – нож-плита подвижная для резки швеллера и двутавра 21 – смазка 22 – прижим 23 – прижим 24 – упор для отрезки мерных заготовок 25 – управление сортовой секцией 26 – сортовая секция 27 –рукоятка фиксации плиты 28 – переключатель подачи напряжения дыропробивной секции и сортовой секции 29 – кнопка пуска электродвигателя 30 – лампы сигнальные 31 – стол 32 – лоток
Четыре основных механизма и выполнение работ:
- Механизм для пробивки отверстий – пробивка отверстий круглой формы в листовом и фасонном прокате.
- Механизм для резки листа – отрезка полосы под различными углами.
- Механизм для резки сортового проката – резка круга, уголка, а также возможность резки швеллера и двутавра.
- Механизм для зарубки пазов – зарубка пазов прямоугольной и треугольной формы.
Маркировка
Для обозначения модели пресс-ножниц по металлу применяется специальная маркировка:
- Н — пресс-ножницы;
- Буква или буквенное сочетание после основной «Н» указывает на модификации базовой модели.
- За буквами следуют цифры: первая указывает тип привода ножниц, вторая — на технические особенности оборудования. Две последних цифры соответствуют номинальному усилию в тс.
Базовая линейка инструмента основана на предпочтительном ряде чисел. Технические характеристики определяются с помощью таблицы.
| Последние две цифры в названии модели ножниц | Номинальное усилие,тс |
| 22 | 25 |
| 24 | 31,5 |
| 26 | 40 |
| 27 | 50 |
| 28 | 63 |
| 29 | 80 |
| 30 | 100 |
| 31 | 125 |
| 32 | 160 |
| 34 | 250 |
| 36 | 400 |
| 38 | 630 |
| 40 | 1000 |
| 46 | 4000 |
Работа пресса НВ5222
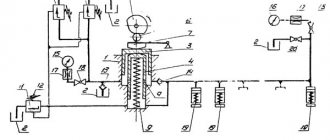
Кинематическая схема
1 – вал-шестерня, 2 – маховик, 3 – электродвигатель, 4 – колесо зубчатое,
5 – шатун, 6 – вал, 7 – балансир, 8 – ползун пресса, 9 – электромагнит,
10 – ползун сортополосовой секции.
Привод пресс-ножниц осуществляется от электродвигателя (3) через клиноременную передачу, маховик (2) и одноступенчатую зубчатую передачу (1, 4) к эксцентриковому валу (6). Зубчатая пара (1,4) прямозубая, цилиндрическая. Движение на ползун (10) сортополосовой секции передается через шатун (5), на ползун (8) пресса для пробивки отверстий через балансир (7) и западающий камень. Включение и выключение исполнительных механизмов осуществляется через систему рычагов, связанных с одной стороны с шатуном и западающим камнем, а с другой стороны – с электромагнитами (9).
Переключатель поставьте в положение: «сортополосовая секция» или в положение «дыропробивная секция».
- Пробивка отверстий:
Закрепите в соответствующих гнездах пуансон и матрицу. Затем, поворачивая рукоятку механизма центрирования, опустите пуансон в матрицу и вставьте корпус матрицедержателя так, чтобы был выдержан равномерный зазор между матрицей и пуансоном.
Закрепите корпус матрицедержателя на станине и еще раз проверьте зазор.
В зависимости от толщины пробиваемого материала выставьте корпус съемника, для чего освободите гайки и контргайки, и, вращая винты, вставьте корпус съемника с зазором 1…2 мм от плоскости листа.
Затяните гайки и контргайки. Установка корпуса съемника с перекосом не допустима.
Для пробивки отверстий по кернениям используйте механизм центрирования. Опустите рукояткой пуансон и совместите кернение на заготовке с керном пуансона.
- Сортополосовая секция:
Для реза фасонного проката установите в гнездо ползуна и станины соответствующий инструмент. Выставьте плиту упора на соответствующий угол (90°, 45°) по делениям направляющей и закрепите ее. Поставьте сменные прижимы. Введите в гнездо инструмента прокат и выставьте его либо по разметке, либо в упор реза заготовок, размер которых предварительно установите. Не режьте полосу, имеющую на своей поверхности масляные пятна.
При работе зарубочного устройства зазор между ножами устанавливается прокладками под опорные поверхности и зависит от толщины разрезаемого материала. Ножи зарубочного устройства должны плотно прилегать к опорным поверхностям, должны быть хорошо закрепленными и сухими.
Продувайте сжатым воздухом полость станины под сортополосовым ползуном для удаления накопившейся окалины или удаляйте скребком.
Для безопасности на пресс-ножницах установлены ограждения всех вращающихся деталей зарубочного устройства, дыропробивной зоны.
При работе на ножницах:
- не режьте и не пробивайте отверстия в профилях и материалах размером больше, чем указано в технической характеристике при δв = 500 Н/мм²;
- не снимайте ограждений;
- не работайте на сортополосовой секции без прижимов;
- не налаживайте ножницы при включенном электродвигателе.
Правила эксплуатации
Для продления срока службы инструмента важно соблюдать основные правила эксплуатации:
- инструмент, режущую часть нужно содержать в чистоте;
- замена масла проводится не реже, чем раза за полгода;
- перед хранением ножницы следует очистить, а также смазать антикоррозионным составом;
- при работе толщина разрезаемого металла не должна превышать норм, заявленных производителем.
Возможные неисправности
Основными неисправностями гидравлических инструментов по металлу являются:
- шток не возвращается в нейтральное положение — необходимо заменить возвратную пружину;
- отсутствует или недостаточное давление масла — требуется замена масла, закрытие рычага для сброса избыточного давления или очистка гидравлического привода;
- снаружи появились масляные подтёки — нужна замена уплотнительных сальников.
Чтобы избежать различных поломок нужно соблюдать правила эксплуатации инструмента, описанные в техническом паспорте. Перед использованием инструмент нужно проверить на отсутствие дефектов.
Ножницы гидравлические серии НГ, НГР, НГО
Технические характеристики НГ5222
| Параметр | Значение |
| Толщина и ширина полосы | 16х150 |
| Диаметр круга | 45 |
| Уголок, резка под углом: | |
| 90° | 125х125х12 |
| 45° | 90х90х9 |
| Пробиваемое отверстие, мм: | |
| Диаметр | 30 |
| Толщина материала | 16 |
| Толщина материала | 10 |
| Длина вырубаемого материала | 70 |
| Ширина | 65 |
| Наибольший размер профиля: | |
| Двутавра | №18 |
| Швеллера | №18 |
| Одиночных | ≤ 18 |
| 400 (40) | |
| 500 | |
| Габаритные размеры, мм: | |
| Длина | 1885±40 |
| Ширина | 1660±30 |
| Высота над уровнем пола, мм | 1950±40 |
| Масса, кг | 2150±40 |
Преимущества рубки профиля гильотиной
При рубке гильотинными ножницами отмечается минимальная деформация при одновременном качестве и точности реза. После данного процесса нет необходимости в дополнительной механической обработке.
Рубка осуществляется и в продольном, и в поперечном направлении. При этом существует возможность производства профиля, имеющего нестандартные размеры. Можно осуществлять обработку рубкой гнутого профиля из труднообрабатываемых материалов. Это зависит непосредственно от используемого оборудования. Также при гильотинной рубке количество отходов в виде опилок или стружки минимально.
Конечно же, к преимуществам рубки металлического профиля при помощи гильотинных ножниц относится и высокая скорость и производительность процесса.
Автоматические гильотинные ножницы дают возможность использовать установки, которые сохранены в компьютерной памяти, для осуществления сложных работ. Такое оборудование обладает обширным спектром настроек. И в каждом отдельном случае можно подобрать определенные параметры рубки. Кроме того, несомненным достоинством автоматических гильотинных ножниц считается возможность осуществлять пакетную рубку профилированного металла.