Ножницы гильотинные, кривошипные НК3418 выпускаются с автоматической установкой зазора между ножами и механизированным задним упором, что позволяет устанавливать заданный размер отрезаемых заготовок с рабочего места оператора по цифровому счетчику установленному на лицевой стороне ножниц. Ножницы серии надежны в работе, просты в эксплуатации, несложны в ремонте. Обеспечивают высокую точность отрезаемых заготовок, деталей. Система смазки и электрооборудования позволяет их эксплуатацию в условиях низких температур, что невозможно при работе на гидравлических ножницах. Ввиду отсутствия подтекания масла, как это бывает при работе на гидравлических ножницах, обеспечивается чистота рабочей зоны ножниц.
Ножницы НК3418 являются ножницами нового поколения с принципиально новой конструкцией и кинематической схемой. Назначение и область применения: Кривошипные листовые ножницы с наклонным ножом НК3418 предназначены для резки листового металла с пределом прочности 500МПа и с наибольшими размерами поперечного сечения 6,3х2000мм. Возможна также разрезка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание разрезаемого листа. Ножницы находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности, так как обладают более высокой производительностью, чем ножницы серии «НД», за счет отсутствия подготовительного времени на переналадку механизма реза на разную толщину отрезаемого металла и механизации заднего упора.
- Ножницы гильотинные НК 3418 предназначены для резки листового проката на полосы.
- Ножницы НК3418 предназначены для использования в различных отраслях промышленности, где производится резка листового проката.
- Ножницы НК3418 поставляются в климатическом исполнении УХЛ4 по ТУ 3828-012-69398252-2012.
Сведения о производителе гильотинных ножниц НК3418
Изготовителем ножниц НК3418 является Стрыйский завод кузнечно-прессового оборудования.
В настоящее время производит ПАО «Кувандыкский Оренбургская обл., г. Кувандык
Станки, выпускаемые Стрыйским заводом КПО
- НД3314г
ножницы кривошипные листовые гильотинные 1600 х 2,5 - НД3316г
ножницы кривошипные листовые гильотинные 2000 х 4,0 - НД3318г
ножницы кривошипные листовые гильотинные 2000 х 6,3 - НК3416
— ножницы кривошипные листовые гильотинные 2000 х 4,0 - НК3418
— ножницы кривошипные листовые гильотинные 2000 х 6,3
Гидравлическая схема гильотинных ножниц Н3222. Насос гидравлический (рис. 15,16)
Гидравлическая схема гильотинных ножниц н3222
В сборном корпусе, содержащем цилиндр 1 и бак 2, располагается поршневая группа, включающая поршень 3 и поршень 4, приводимая в действие кулачком 5, закрепленном на коленчатом валу, 1ерез ролик 6 и сухарь 7, смонтированные на качающемся рычаге 8. Возврат поршней достигается пружиной 9.
Полость большего поршня 3 защищена двумя напорными золотниками 10, управлявший давлением от магистрали поршня 4. Полость поршня 4 защищена предохранительным клапаном II с регулировкой пружины 12. Всасывание масла поршнями обеспечивается, возвратом прижимов и обратным клапаном 13.
Обратный клапан 14 позволяет подвести прижимы к разрезаемому листу с помощью обоих поршней. Контроль давления в полостях поршней 3 и 4 достигается соответственно нанометрами 15 и 16, подключенными через дроссели 17 и краны 18 для выключения манометров после измерения.
Работа гидросистемы поясняется схемой гидравлической (рис. 16). Поворот кулачка 5 с коленвалом машины через ролик 6 и сухарь 7 вызывает перемещение поршней 3 и 4, которые совместно направляют масло в магистраль прижимов 19. Напорные золотники 10 заперты до тех пор, пока прижимы не коснутся листа. Затем давление в магистрали прижимов быстро нарастает и вызывает открытие золотников 10 и сообщение полости поршня 3 с баком.
Клапан 14 закрывается и давление поддерживается только поршнем 4. Избыток масла под давлением открывается -предохранительный клапан II и сливается в бак. После разрезки листа кулачок 5 отпускает поршни и давление падает.
Под поршень 4 поступает масло, подаваемое прижимами от возвратных пружин и под поршень 3 поступает масло из бака через обратный клапан 13. Отверстия “а”, расположенные на поршне 4, открываются, когда все масло прижимов поступило в полость поршня 4 и далее полость заполняется через обратный клапан 13.
Заполнение маслом гидросистемы производится на холостых ходах ножниц при открытом кране 20. При этом ведется наблюдение за вытеканием масла из магистрали прижимов в бак. При вытекании масла без воздуха и пены в течение 5-10 ходов ползуна ножницы останавливают, кран 20 закрывают. Гидросистема заполнена.
Спецификация составных частей ножниц НК3418
| № | Наименование параметра | НК3414 | НК3416 | НК3418 |
| 1 | Пульт управления | НК3418-93-001 | НК3418-93-001 | НК3418-93-001 |
| 2 | Упор боковой | НД3316Г-35-001 | НД3316Г-35-001 | НД3316Г-35-001 |
| 3 | Упор боковой | НД3316Г-35А-001 | НД3316Г-35А-001 | НД3316Г-35А-001 |
| 4 | Механизм удержания ножевой балки | НК3414-75-091 | НК3416-75-001 | НК3418-75-001 |
| 5 | Указатель положения ножевой балки | НК3414-74-001 | НК3416-74-001 | НК3418-74-001 |
| 6 | Освещение | НК3418-76-001 | НК3418-76-001 | НК3418-76-001 |
| 7 | Упор угловой | НК3418-37-001 | НК3418-37-001 | НК3418-37-001 |
| 8 | Упор задний | НК3414-34-001 | НК3416-34-001 | НК3418-34-001 |
| 9 | Механизм реза | НК3414-31-001 | НК3416-31-001 | НК3418-31-001 |
| 10 | Датчики заднего упора | НК3418-39-001 | НК3418-39-001 | НК3418-39-001 |
| 11 | Поддерживатель листа | НК3414-38-001 | НК3418-38-001 | НК3418-38-001 |
| 12 | Привод заднего упора | НК3414-24-001 | НК3416-24-001 | НК3418-24-001 |
| 13 | Решетка | НК3414-72-001 | НК3416-72-001 | НК3418-72-001 |
| 14 | Упор передний | НК3418-36-001 | НК3418-36-001 | НК3418-36-001 |
| 15 | Смазка | НК3414-81-001 | НК3416-81-001 | НК3418-81-001 |
| 16 | Станина | НК3414-11-001 | НК3416-11-001 | НК3418-11-001 |
| 17 | Пневмооборудование | НК3414-41-001 | НК3416-41-001 | НК3418-41-001 |
| 18 | Привод | НК3414-21-001 | НК3416-21-001 | НК3418-21-001 |
| 19 | Установка муфты-тормоза | НК3414-23-001 | НК3416-23-001 | НК3418-23-001 |
| 20 | Редуктор | НК3414-22-001 | НК3416-22-001 | НК3418-22-001 |
| 21 | Электрооборудование | НК3414-91-001 | НК3416-91-001 | НК3418-91-001 |
Схема пневматическая принципиальная гильотинных ножниц НД3316г
Пневматическая схема гильотинных ножниц НД3316г
Воздухопровод
Воздухопровод (рис. 23, 24) состоит из пневматического блока 1, стяжки-ресивера 2, маслораспылителя 3 и трехходового сдвоенного сблокированного клапана 4, соединенных линиями связи с муфтой-тормозом.
Трехходовой сдвоенный сблокированный клапан (рис. 25) представляет собой сдвоенный клапан с сервоуправлением от электропневматических включающих вентилей типа ВВ-32. Исполнение клапана нормально-закрытое, т.е. при обесточенных катушках электромагнита включающих вентилей переход через клапан закрыт. Для включения клапана подается напряжение на обмотки катушек магнитов включающих вентилей ВВ-32, при этом клапан вентиля соединяет полость 1, постоянно соединенную с ресивером ножниц, с полостью IV. Сжатый воздух, подводимый к включающим вентилям, проходит через фильтр 9. Под давлением сжатого воздуха поршни 6 поднимаются вверх, сжимая пружины 4, предварительно уменьшая (живое) сечение, перекрывают выхлопные отверстия. Одновременно в конце хода штока 7 поднимаются клапаны 2, Сжимая пружины 1. Полости I и II соединяются. Полость III отключается, соединяя пневмосеть от ресивера с пневмоцилиндром муфты-тормоза, происходит включение дисков муфты.
После снятия напряжений с обмоток катушек электромагнитов (отключение муфты) вентили ВВ-32 перекрывают доступ сжатого воздуха в полость IV, одновременно соединяя ее с атмосферой. При этом давление в полости IV падает и поршни 6 возвращаются в исходное положение под действием пружин 4, соединяя полость II с атмосферой. Сжатый воздух, выходя из полости, проходит через глушители 8. В это время пружины 1 возвращают в исходное положение клапаны 2, перекрывая доступ сжатого воздуха из ресивера в муфту-тормоз и клапан (муфта-тормоз отключается). Если при включении клапана один из поршней (клапанов) не включится, сжатый воздух из полости II будет поступать в атмосферу через щель между кольцом 5 и втулкой 3 — включение муфты-тормоза не произойдет. Одновременно коромысло станет с перекосом и нажмет на микропереключатель, который отключит электрическую цепь управления прессом. Если во время работы на одиночных ходах один из клапанов электропневматического управления не выключится (не соединится с атмосферой), то управляемый им поршень останется в верхнем положении, при этом верхний клапан будет открыт, а нижний — закрыт. Сжатый воздух, пропускаемый верхним клапаном, будет поступать через открытый нижний клапан другого поршня в атмосферу. При этом коромысло также перекосится и отключит электрическую цепь управления.
Пульт управления гильотинными ножницами НК3418
Пульт управления гильотинными ножницами нк3418
Перечень органов управления на пульте ножниц НК3418
- Переключатель — выключение освещения линии реза
- Пуск главного электродвигателя
- Ручное управление муфтой-тормозом
- Стоп автоматических ходов
- Включение привода заднего упора назад
- Включение привода заднего упора вперед
- Общий стоп
- Маховик ручного проворота привода заднего упора
- Эксцентрик установки исходного зазора между ножами
- Педаль электрическая управления ножницами
- Переключатель управления
- Переключатель режимов работы
- Вводной автомат
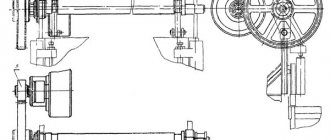
Описание кинематической схемы ножниц НК3418
Конструкция гильотинных ножниц НК3418 включает в себя три кинематические сборочные единицы, имеющие индивидуальные приводы движения и автономное управление:
- главная кинематическая цепь
- задний упор
- поддерживатель тонкого листа
Главная кинематическая цепь состоит из электродвигателя 1 (Ml), клиноременной передачей связанного с маховиком 2 и через муфту-тормоз 3 с входным валом двухступенчатого цилиндрического редуктора 4. Выходное колесо редуктора жестко связано с эксцентриковым валом 5, на котором смонтированы шатуны через рычаги 7, 8, взаимодействующие с прижимной балкой 9 и ножевой балкой 10. Ножевая балка смонтирована в прямолинейных направляющих Рычаги 7, 8 совместно с прижимной балкой 9 и ножевой балкой 10 образуют отдельную сборочную единицу (механизм реза) шарнирно закрепленный в станине на эксцентриковых осях 11.
При включении электродвигателя M1 и муфты-тормоза 3 механизм реза движется по траектории А (рис. 7) как единое целое, поворачиваясь вокруг осей 11 (см. рис. 6), до соприкосновения прижимной балки с разрезаемым листом (или столом при отсутствии листа). После остановки прижимной балки ножевая балка с точки В (рис. 7) начинает прямолинейное движение по направляющим. При этом в зависимости от толщины разрезаемого листа между ножами автоматически устанавливается необходимый зазор. Так при резке листа толщиной „t» зазор между ножами будет А. При резке листа большей толщины t1 > t прижимная балка остановится от поверхности стола выше и, соответственно, ножевая балка начнет прямолинейное движение с точки С. Зазор между ножами будет равен A1 причем A1 > А. На каждый миллиметр толщины листа увеличение зазора составляет ~ 0,04—0,05 мм.
При отсутствии листа зазор между ножами устанавливаете с помощью осей 11 равным 0,02—0,03 мм (рис. 6).
При встрече верхнего подвижного ножа с листом (начало реза), возрастает усилие, часть которого через рычажную систему передается на прижимную балку, обеспечивая усилие прижима 25 % от усилия реза,
Кинематическая цепь заднего упора включает в себя электродвигатель 12 (М2), клиноременной передачей связанный с быстроходным валом червячного редуктора 13. На тихоходном валу редуктора смонтированы две звездочки 14, 15
Первая — цепной передачей связана с указателем ширины отрезаемой полосы 16, а вторая также цепью — с валом 17, через две пары конических шестерен 18 приводящим во вращение ходовые винты 19, с которыми кинематически связана упорная балка 20, перемещающаяся при вращении винтов. Для точной установки балки 20 до размеру отрезаемой полосы предусмотрен ручной поворот вала электродвигателя М2 маховичком 21 через карданную передачу 22
Поддерживатель тонкого листа. Механизм поддерживателя предназначен для поддерживания отрезаемой части листа с целью получения более точных заготовок за счет провисания листа при работе с задним упором.
Назначение и область применения
Кривошипные листовые ножницы модели НК3418, в конструкции которых есть наклонный нож, используются для холодной резки листового металла. Важным свойством каждого материала можно назвать его прочность. Высокий показатель прочности приносит ограничение в использовании оборудования. Ножницы НК3418 могут использоваться исключительно для резки следующего листового металла:
- с показателем прочности не более 500 МПа;
- при размере поперечного сечения 2,5х1600, 4,0х2000, 6,3х2000 миллиметров. первое значение определяет толщину листа, второе – длину поперечного сечения.
В некоторых случаях использовать подобное оборудование можно при резке не только металла, но и других типов материала.
Подобные особенности применения определяют область использования модели НК3418:
- Заготовительные цеха предприятий, которые связаны с областью машиностроения, судостроения, авиастроения и так далее. В подобных сферах деятельности ножницы НК3418 позволяют провести быстрое изменение размеров листового металла, который является основным материалом.
- Другая сфера деятельности, в которой проводится использование листового металла. Характеристики модели НК3418 определяют высокую производительность этого оборудования.
Высокая производительность, прежде всего, связана отсутствием необходимости переналадки. Гильотинные ножницы можно использовать для резки металла любой толщины, в рамках установленного предела, без переналадки.
Скачать паспорт гильотины НК3418
Еще важным моментом можно назвать то, что ножницы НК3418 обладают механизированным задним упором. Этот момент определяет то, что гильотина управляется при помощи специального блока оператора, который используется для установки размера заготовки.
Все гильотинные ножницы модели НК, в том числе НК3418, имеют высокую надежность в работе. При этом стоит не забывать о простоте использования, а также об отсутствии сложностей на момент проведения ремонтных работ. Использование современных технологий позволяет достигать высокую точность отрезания. Гильотина имеет совершенную систему смазки, а также электрооборудование, которое позволяет использовать станок в сложных эксплуатационных условиях. В сравнении с гидравлическими ножницами НК3418 рассматриваемый вариант исполнения имеет огромное количество преимуществ.
Еще одной важной эксплуатационной характеристикой можно назвать отсутствие масла в зоне резания. Этот момент определяет чистоту заготовок после проведения резания.
Электрооборудование гильотинных ножниц НК3418. Общие сведения
На ножницах НК3418 установлено следующее основное электрооборудование:
- M1 — электродвигатель главного привода;
- МЗ — Электродвигатель привода заднего упора;
На ножницах применены следующие величины напряжения:
- Род тока питающей сети — переменный трехфазный
- Напряжение силовой цепи 380 В
- Частота 50 Гц
Напряжение цепей управления:
- Переменного тока 110 В
- Постоянного тока 24 В
- Напряжение цепи сигнализации 24 В
- Цепи освещения линии реза 24 В
#
#
Все с рубля!
- Зачем регистрироваться?
- Как покупать?
- Как продавать?
- Частые вопросы
Корзина
Продать
Регистрация Недавние
- Лоты
Разделы Поиски Избранные
- Лоты
Разделы Поиски
- Недавние
- Лоты
- Разделы
- Поиски
Избранные
Лоты Разделы Поиски Покупаю Торгуюсь сейчас Я купил Не купил Подписка на новые лоты Запросы лотов у продавцов Предложения продавцов Продаю Сделки Завершенные торги Пополнить счет Спрос Настройки продавца Мой магазин Активация Настройка
Торгуюсь сейчас Я купил Подписка на новые лоты Запросы лотов у продавцов Предложения продавцов Продаю Продать В продаже Сделки Завершенные торги Пополнить счет Спрос Настройки продавца
СписокГалерея
Не обнаружено ни одного лота удовлетворяющего вашему запросу.
Начните с первой страницы сайта. Лоты для всех регионов
| Частые вопросы и служба поддержки |
| Правила пользования | Продать | Регистрация | Открой свой аукцион | Партнерская программа | Профайл | Помощь Все права защищены 1999 — 2022 года. Старина |
Чертеж ножа для гильотинных ножниц НК3418
Чертеж ножа для гильотинных ножниц нк3418
Нож для гильотинных ножниц 16 х 60 х 540
- HRC 54…58
- Допускается изготовление ножей из стали марок 5ХВ2С и 6ХС по ГОСТ 5950-73
- Поле допуска по толщине и ширине комплекта ножей по hll
- Допускаемая разность размеров ножей комплекта в месте стыка не более 0,03 мм
Ножевая балка гильотинных ножниц Н3222 (рис. 
Ножевая балка гильотинных ножниц н3222
Представляет собой сварную жесткую конструкцию ползуна 1 с коленчатым валом 2, шатуном 3 я устройством 4 для регулировки ползуна по высоте.
К нижней кромке ползуна специальными винтами крепится комплект ножей 5 в количестве трех штук, одинаковых с неподвижными ножами на станине. Для предотвращения выработки в детали ползуна – от усилий резания ножи опираются на прокладки 6. Прокладки заменяются для компенсации размера ножей при переточках. Продольное смещение ножей при резке исключается специальным упором.
Коленчатый вал 2, смонтированный в подлинниках скольжения 7 и 8, заключенных в буксы, закрепленные на стойках станины, связан с ползуном 1 шатунами 3, в которых заключены подшипники скольжения 9, охватывающие эксцентрики коленчатого вала, и подшипники 10, охватывающие эксцентрики 11 устройства регулировки ползуна по высоте.
Эксцентрики 11 посредством корпусов прочно соединяются с ползуном 1 и зубчатыми передачами соединены с регулировочным валиком 4. Стопорение эксцентриков от поворота производится зубчатыми фиксаторами 12.
Для присоединения уравновновешивателей в кронштейнах ползуна 1 имеется отверстия с подшипниками скольжения 13.
Коленчатый вал имеет дополнительные опоры 14, в виде полуподшипников скольжения на кронштейнах станины, что уменьшает изгиб вала от усилий резания.
Для отвода заднего упора от листа на ползуне закреплен кронштейн 15 с направляющими для ролика упора. Направление движения ножевой балки относительно вертикали неподвижных ножей составляет 3°, позволяет применять ножи со взаимно-перпендикулярными плоскостям заточки.
Для облегчения смены и переустановки ножей на нижней кромке ползуна предусмотрены резьбовые отверстия для крепления специальной планки, поддерживающей снимаемые ножи. Планка изготавливается силами предприятия-потребителя в случае необходимости.
Технические характеристики гильотинных ножниц НК3418
| Наименование параметра | НК3414 | НК3416 | НК3418 |
| Основные параметры ножниц | |||
| Наибольшая толщина разрезаемого листа при σ BP 50 кг/мм 2, мм | 2,5 | 4,0 | 6,3 |
| Наибольшая длина разрезаемых листов в мм, мм | 1600 | 2000 | 2000 |
| Число ходов ножа в минуту не менее | 68 | 68 | 60 |
| Угол наклона подвижного ножа в градусах | 1°30′ | 1°30′ | 1°30′ |
| Ширина отрезаемого листа по заднему упору, мм | 700 | 700 | 700 |
| Число режущих кромок ножа | |||
| Расстояние от неподвижного ножа до станины (вылет), мм | нет | нет | нет |
| Расстояние между стойками в свету, мм | |||
| Высота стола над уровнем пола, мм | 920 | 920 | 920 |
| Максимальное усилие реза, кН | 34 | 78 | 175 |
| Усилие прижима, кН | |||
| Режимов работы | |||
| Тип тормоза | |||
| Тип муфты-тормоза | УВ3132 | УВ3132 | УВ3132 |
| Электрооборудование | |||
| Количество электродвигателей | 2 | 2 | 2 |
| Электродвигатель, кВт | 3,2 | 5,6 | 8,5 |
| Электродвигатель привода заднего упора, кВт | 0,37 | 0,37 | 0,37 |
| Общая мощность электродвигателей, кВт | 5,57 | 5,97 | 8,87 |
| Габарит и масса ножниц | |||
| Габарит ножниц (длнна х ширина х высота), мм | 2150 х 1475 х 1375 | 2610 х 1600 х 1510 | 2780 х 1600 х 1620 |
| Масса ножниц, кг | 1800 | 2870 | 4250 |
Связанные ссылки. Дополнительная информация
- Заводы производители кузнечно-прессового оборудования в России
- Классификация и обозначение гидравлических и кривошипных прессов
- Прессы механические
- Прессы гидравлические
- Автоматы кузнечно-прессовые
- Машины гибочные и правильные
- Ножницы гильотинные, пресс-ножницы
- Молоты
- Ремонт гидравлических систем металлорежущих станков
- Обозначения гидравлических схем металлорежущих станков
- Ремонт шестеренных гидравлических насосов
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Технические параметры
При выборе оборудования следует уделить внимания на технические характеристики. К ним относятся:
- Максимальный показатель толщины листового металла составляет 6,3 миллиметров.
- Максимальный показатель ширины разрезаемого листа 2 000 миллиметров.
- Максимальный показатель длины листа до упора 1 000 миллиметров.
- Мощность установленного двигателя составляет 8,5 кВт.
- Ножницы НК3419 имеют массу 4250 килограмм.
Вышеприведенные моменты определяют возможность применения оборудования в разных ситуациях.