Резка листового материала – важная технологическая операция, выполнение которой необходимо при создании значительного количества профилей. Для того чтобы быстро и эффективно справиться с рассматриваемой задачей требуется специальное оборудование – гильотина по металлу. Купить этот станок вы можете на сайте компании Metal Master. Представленная здесь информация – фото, видео, подробное описание, тех. характеристики каждой модели станка позволит принять взвешенное и обдуманное решение, подобрать оптимальный вариант оборудования полностью соответствующего технологическим реалиям вашего предприятия. Когда тяжело сделать правильный выбор самостоятельно, то вы можете просто позвонить по номеру, указанному на сайте. Консультация опытного менеджера поможет подобрать оптимальный вариант оборудования.
Предлагаемые гильотинные ножницы полностью соответствуют европейским стандартам. Обязательно проводится тестирование оборудования в различных режимах работы перед тем, как станок поступит в продажу. Поэтому вы можете быть на 100% уверены в превосходном качестве указанной техники.
Удобный раскрой широкого спектра материалов: листовой стали, меди, цинка, латуни, пластмассы. В итоге на выходе получаются заготовки идеального качества без каких-либо дефектов (отсутствие вмятин, заусенцев и прочее). В зависимости от модификации оборудования возможно выполнение резки, как рулонного, так и листового материала.
Даже работа, связанная со значительной эксплуатационной нагрузкой будет сделана максимально быстро и качественно. За счёт высокой скорости выполнения поставленных задач эффективность производства неизменно повышается. Себестоимость готовых изделий снижается, а предприятие становится более прибыльным. Станок полностью окупается в течение нескольких месяцев, при полной загруженности оборудования.
Совместно с надёжным гибочным станком гильотинные ножницы позволяют выполнять задачи с созданием доборных элементов кровли, элементов водосточных и вентиляционных систем, а также значительного количества других металлических профилей. Гильотина для резки металла востребована в различных областях промышленности: строительство, машиностроение, приборостроение, изготовление рекламных конструкций.
Перед тем, как приступить к работе за станком следует обязательно изучить руководство по технике безопасности, а также пройти краткий инструктаж. С задачей тех. обслуживания оператор легко сможет справиться самостоятельно, не прибегая к помощи стороннего специалиста.
Выбор гильотинных ножниц должен зависеть не только от загруженности производства (здесь станок выбирается исходя из типа привода), но также важно учитывать целый ряд технических характеристик: толщина листового материала, допустимая длина заготовки, масса и габаритные размеры. Учёт некоторых параметров должен выполняться с небольшим запасом. Такой подход позволит избежать перегрузки оборудования, а значит техника прослужит гораздо дольше.
Ручная гильотина сабельного типа
Это малогабаритное оборудование обладает относительно небольшим весом – простая и удобная транспортировка станка с одного производственного объекта на другой. Лезвия станка выполнено из легированной стали высочайшего качества, устойчивого к коррозионному воздействию.
Предлагаемая техника представляет собой оптимальное решение для предприятий чья основная сфера деятельности единичное или мелкосерийное производство. Станок может быть установлен на предприятиях, где предусмотрены ограничения по производственной площади, например в небольшом цеху или ремонтной мастерской.
Предлагаем обратить внимание на такое оборудование, как Metal Master: MG 800; MG 500; MG 1000 (HS 1000); MG 1300.
Лучшие условия покупки
предлагает лучшие условия по обслуживанию клиентов и реализует различную продукцию для качественной металлообработки. У нас наиболее выгодная цена гильотины и широкий выбор вариантов. Товар всегда есть в наличии на складе компании, поэтому купить гильотинное оборудование по низким ценам можно в кратчайшие сроки.
Весь ассортимент продукции представлен в каталоге, здесь же имеются фото и описание, что позволяет купить товар в лучшем соотношении цены и качества. В любое время на все интересующие клиентов вопросы по приобретению гильотинных станков готовы ответить сотрудники компании X-Profil.
Конструктивные особенности и преимущества:
- Наличие компенсатора с пружинной – это позволяет достичь лёгкости при подъёме. Значительная экономия сил рабочего, что в целом положительно сказывается на эффективности вашего предприятия.
- Повышенная износостойкость. Возникающее вибрационное воздействие не оказывает значительного влияния на точность решения поставленных задач;
- Превосходная устойчивость. В основании гильотинных ножниц предусмотрены специальные отверстия для крепления оборудования к рабочей поверхности посредством анкерных болтов. В процессе раскроя материала не допускается смещение станка;
- Возможность обработки листового металла неограниченной длины. Предусмотрен специальный метод крепления лезвия (консольный);
- Удобная ручка станка. Наконечник рукояти сделан из нескользящего материала;
- Для выполнения настройки оборудования для работы с требуемой толщиной металла необходимо всего лишь несколько минут;
- Станок достаточно прост в использовании. Понять принцип его работы сможет даже человек, не обладающий значительным опытом работы с аналогичным оборудованием.
Электромеханическая гильотина
Надёжная стационарная техника, которая в зависимости от модели станка позволяет заниматься обработкой листового металла толщиной от 1,5 мм до 6 мм. Даже сложные задачи, связанные с серьёзной нагрузкой будут решены максимально быстро и качественно, что становится возможным благодаря мощному электродвигателю. Мощный корпус гильотинных ножниц с электромеханическим приводом делает станок устойчивым к негативному воздействию возникающих производственных вибраций. Точность раскроя всегда будет на достаточно высоком уровне.
Предлагаем сделать необходимый выбор из значительного количества металлообрабатывающего оборудования, Metal Master: ETG 1330; ETG 2540; ETG 1315E; ETG 1530E; ETG 2030E.
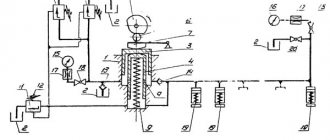
- Принципиальная схема устройства и работы гильотины (рама, стол, ножи, привод, электрика, панель управления, задний упор) Классификация гильотин по приводу.
- Ручные гильотины. Сабельные гильотины. Ножные гильотины. MG, MTG, MZG, HT. Особенности работы.
- Варианты исполнения гидравлических гильотин (swim beam и прямого действия) особенности гильотин прямого действия. Устройства для позиционирования листа, пневмоподдержка. Варианты управления, ЧПУ, УЦИ, какие параметры контролируются.
- Краткие сведения о заводах-изготовителях гильотин MetalMaster (название, кол-во персонала, страна расположения)
- Базовая комплектация гильотин HCJ и HCN, опции.
- Гильотины аналоги (Yawei, Yangli, Durma, Ermak, Baykal) и компании-импортеры
- Варианты электромеханических гильотин (маховичная и редукторная) особенности гильотин редукторного действия. Устройства для позиционирования листа, пневмоподдержка. Варианты управления.
- Базовая комплектация гильотин MSJ, ETG, GM, MT, SMT, MSB, MSC, опции.
- Гильотины аналоги (Durma,НГ, Transtech, SBKJ) и компании-импортеры
Гильотины для рубки металла– станки режущие листовой металл при помощи наклонного ножа. Для резки используют гильотины, развивающие достаточное для выбранной толщины материала усилие, определяемое параметрами привода и жесткостью конструкции.
Качественный рез требует точного размещения листа в гильотине, установки параметров рабочих органов и использования пригодного для данного материала инструмента.
- Рама гильотины.
В процессе резания к заготовке прикладывается усилие, приводящее ее упругой деформации, переходящей в пластическую деформацию и завершающейся разделением листа. Приложенные усилия воспринимаются рамой гильотины и не должны приводить к ее деформации. Жесткость рамы обеспечивается ее материалом и конструкцией. Чем более толстый и прочный материал приходится резать – тем большее усилие нужно приложить, тем более массивной должна быть рама и тем большие требования предъявляются к материалу, из которого она изготовлена. В большинстве случаев рамы свариваются из конструкционных сталей. После механообработки с рамы снимается напряжение термическим или вибрационным способом.
Рама определяет стабильность и точность работы гильотины.
- Движение балки лезвия (гильотинного ножа).
По способам движения лезвия можно выделить гильотины прямого действия и гильотины с качающейся (поворотной) балкой – «swing beam». Гильотины прямого действия предполагают прямолинейное движение ножа по вертикали. Подобное устройство используется на всех типах станков. Применение данной схемы делает возможным приложение значительных усилий, необходимых для резки листов большой толщины, а также дает возможность изменять главный угол гильотины на гидравлических гильотинах.
Возможность изменения главного угла создает дополнительную возможность повышения качества резки при раскрое материала различной толщины и прочности.
Система «swing beam» — предполагает движение ножа по дуге вокруг вращающегося центра. Данный вариант движения позволяет снизить цену гильотины, однако при этом теряется возможность управлять главным углом гильотины.
| «Swing beam» | прямого действия |
- Размещение листа в гильотине.
Для более удобного и точного размещения листа в гильотине применяются ручные или электромеханические задние упоры.
Движение упора осуществляется по зубчатой рейке, ШВП или просто по направляющей, вручную.
Для точного позиционирования листа на направляющих может быть установлена линейка, либо на панель управления выведен цифровой индикатор положения упоров, либо положение упора задается ЧПУ.
Упор крепится на подвижной балке и двигается совместно с ней.
- Устройство пневматической поддержки листа
Для предотвращения деформации листов при резке больших размеров и связанных с ней дефектов реза, на некоторых моделях гильотин устанавливается устройство пневматической поддержки листа.
В зависимости от варианта исполнения пневмоподдержка может осуществляться во время размещения листа, или при размещении и резке листа.
В некоторых случаях устройство поддержки листа монтируется на подвижную балку.
На суппортах размещены линейки и перекидные передние упоры, которые можно перемещать вдоль суппорта по пазу. С одной из сторон гильотина имеет боковой упор для подачи листа под углом 90 градусов. Суппорты могут быть подвижными и, в таком случае, их можно сдвигать друг к другу и использовать для резки полосы.
Шариковые столы облегчают размещение тяжелых листов на столе гильотины.
В некоторых случаях гильотина комплектуется устройством для размещения под произвольным углом. Для резки листов по предварительной разметке используются световые маркеры– линия реза отмечается на заготовке лазером или тенью, отбрасываемой натянутой струной.
Для предотвращения смещения заготовки, в начале цикла, перед резкой осуществляется фиксация листа к столу прижимами. Прижимы покрыты полимерными насадками, предотвращающими повреждение материала. Выброс заготовки может осуществляться как с обратной стороны гильотины, так и вперед.
Направление выброса определяется конструкцией гильотины. Направление выброса выбирается исходя из того, где планируется поставить гильотину в цеху в технологической цепочке.
Зев гильотины используется в том случае, когда необходимо порезать лист, превышающий ширину гильотины. В таком случае резание осуществляется за несколько этапов. Операция требует наличия контролируемой длины реза. Глубина зева определяет максимально возможную ширину отрезаемой части.
Типы приводов гильотин для рубки металла
- Ручные гильотины приводятся в движение мускульной силой работника. Компенсация усилий выполняется пружинами (обычными или пневмо).
- Электромеханические гильотины можно условно поделить на маховичные и редукторные. Маховичные (роторные) гильотины запасают кинетическую энергию в постоянно вращающемся маховике и передают ее через эксцентриковый механизм на подвижную балку в момент совершения реза.
Редукторные гильотины включают двигатель только в момент совершения реза, маховики отсутствуют, усилие развивается через систему передач редуктора. Редукторные гильотины менее шумные, более экономичные, долговечные и стабильные в работе и компактные.
- Гидравлические гильотины передают усилие на подвижную балку через гидроцилиндры, преобразуя электроэнергию в движение масла по гидравлической системе. Для гидравлических гильотин особенно актуален тип движения балки – прямой или поворотный.
Выбор ножей для гильотины:
Ножи для гильотин производятся из инструментальной, быстрорежущей легированной стали 6ХС, 9ХС, 6ХВ2С и пр.
Размеры ножей зависят от толщины и материала листа и колеблются от 12х50 до 120х220мм.
Длинные ножи собираются из сегментов от 110 до 2000 мм. Для резки нержавеющей стали требуются специальные ножи.
Размеры ножей для Российских гильотин определяются по ГОСТ 25306-82. Заточка ножей бывает от одной до четырех кромок.
Гильотины, предназначенные для резки листов более двух миллиметров, как правило, оснащаются устройством регулировки зазора между ножами. Зазор между ножами устанавливается в зависимости от толщины заготовки.
Главный угол гильотины (угол наклона верхнего лезвия) в большинстве моделей, предназначенных для резки стали до 4 мм делается фиксированным. Для гидравлических гильотин прямого действия можно изменять главный угол в заданном диапазоне значений.
Это позволяет более тонко настраивать гильотину на работу с материалом различной толщины и делать более качественный рез.
Система управления гильотиной
- Ручное управление
При ручном управлении оператор вручную устанавливает ограничители подачи листа, зазор между лезвиями (если эта опция присутствует), размещает заготовку и производит резку металла. Гидравлические, электромеханические и ручные гильотины могут поставляться в вариантах с ручным управлением. Моторизованные гильотины предполагают наличие режима наладки, автоматической резки и однократного реза.
- УЦИ — устройство цифровой индикации
Системой УЦИ оснащаются гидравлические и электромеханические гильотины. При управлении с УЦИ задние упоры моторизованы, их перемещение производится с панели управления.
Фактическое положение упоров отображается на экране УЦИ и, в случае необходимости тонкой подстройки, упоры доводятся вручную.
Также УЦИ производит подсчет количества резов. Зазор между ножами, размещение заготовки, запуск гильотины осуществляется оператором вручную.
ЧПУ могут быть цифровыми или графическими. В зависимости от сложности ЧПУ управляют различным набором регулировок гильотины: положение задних упоров и кол-во резов, зазор между лезвиями, главный угол, сила прижима заготовки, управление пневмоприжимом и
вариантом выброса заготовки. В более простых ЧПУ значения каждого из параметров задается вручную, более сложные контроллеры позволяют автоматически выбрать величину зазора между лезвиями, главного угла и силы прижима в зависимости от заданной толщины листа и выбранного материала заготовки.
Для подбора гильотины необходимо выяснить следующие вопросы:
- Материал и толщина заготовки – от них будут зависеть основные параметры гильотины – рама, привод и инструмент.
- Диапазон обрабатываемых толщин – от этого зависит необходимость поставки гильотины с переменным углом и удобной регулировкой зазора
- Длина и ширина максимальной отрезаемой детали – для больших размеров потребуется пневмоподдержка
- Куда будет осуществляться выброс заготовки
- Какой вариант управления предпочтительнее клиенту – чем более разнородный и разнотолщинный материал планируется рубить – тем более предпочтителен вариант с дорогим ЧПУ.
Обзор гильотин в ассортименте ООО «Листогиб»
- Ручные гильотины
Характеризуются небольшой максимальной толщиной обрабатываемого листа (0,8-1,5 мм), движением балки по вертикальным направляющим, отсутствием возможности перенастройки зазора и главного угла лезвия.
MetalMaster MG – сабельная гильотина для тонкого пластика, картона, жести. Не имеет устройства прижима заготовки и не может использоваться для точных резов. Подъем балки с компенсацией пружиной. Обладает малыми размерами и весом. Несмотря на заявленную максимальную толщину 1,5 мм стали, уверенно режет лист до 0,7. Самый дешевый вариант. .
MetalMaster MZG – компактные польские гильотины для резки жести на строительной площадке. Рама облегчена для повышения мобильности. Движение балки осуществляется по вертикальным направляющим под действием ее собственного веса, после снятия со стопора. Работник прикладывает усилия для подъема балки в исходное положение. Для размещения листа используются примитивные задние упоры без линейки и боковой упор для резки под прямым углом. Перед опусканием балки необходимо прижать заготовку (отдельная операция). MZG следует предлагать в тех случаях, когда требуется часто перемещать гильотину подручными средствами и для работы на строительных площадках.
MetalMaster MTG, Mazanek GR, Schechtl HT – стационарные гильотины сходной конструкции. Опускание балки осуществляется работником при повороте ручки, сопряженной с эксцентриком. Возврат балки в исходное положение компенсируется пружиной. В ходе одного движения осуществляется сначала прижим заготовки, затем рез. Для облегчения размещения заготовки гильотины оснащены бесступенчатыми задними упорами с линейками (500 мм для GR и HT, 350 мм для MTG), разлиновкой стола, боковым упором, выдвижным телескопическим упором. HT опционально могут оснащаться ножами для резки нержавеющей стали, устройством для размещения листа под углом, упором 750 мм). Друг от друга гильотины различаются ценой и ресурсом, соответственно, немецкие-польские-китайские.
MetalMaster MTG 1315 Отличается по конструкции от других гильотин серии MTG ножным приводом, устройством заднего упора (840 мм), представленного штангой, перемещающейся вручную без маховика, штангами передней поддержки с упорами в Т-образном пазу, устройством подачи листа под углом, входящим в комплект. Предназначен для раскроя листов из рулона 1250 мм, установленного на размотчик.
- Электромеханические гильотины
MetalMaster ETG – роторного типа, моторизованный вариант MTG 1315
Mazanek GM, Schechtl SMT, Schechtl MSB – гильотины редукторного типа. За один цикл осуществляется зажим листа подпружиненной балкой и резка. В базовом варианте поставляются с ручным ограничителем подачи листа 500 мм. Стол с разметкой, телескопический выдвижной стол поддержки.
Для SMT и MSB возможны варианты BV/BVH (пневмоподдержка, ручной задний упор 750 мм с фронтальным управлением, выброс заготовки вперед/назад) и NC/NCH (моторизованный упор 750 мм, пневмоподдежка, ЧПУ на 99 программ по 6 шагов со счетчиком резов, выброс заготовки вперед/назад). Главный угол и зазор не регулируются. Гильотины Schechtl опционально могут оснащаться ножами для резки нержавеющей стали, устройством для размещения листа под углом, теневой линией реза, механическим счетчиком резов, УЦИ положения задних упоров.
Schechtl MSC – редукторного типа. Поставляется в вариантах BV/BVH (пневмоподдержка, ручной задний упор 750 мм с фронтальным управлением, выброс заготовки вперед/назад) и NC/NCH (моторизованный упор 750 мм, пневмоподдежка, ЧПУ на 99 программ по 6 шагов со счетчиком резов, выброс заготовки вперед/назад). Размещение листа облегчается передвижными штангами поддержки с линейкой и Т-образными пазами и перекидными ограничителями, боковым упором).
Главный угол и зазор не регулируются. Опционально могут оснащаться ножами для резки нержавеющей стали, устройством для размещения листа под углом, теневой линией реза, механическим счетчиком резов, УЦИ положения задних упоров, шаровыми опорами.
MetalMaster MSJ – редукторного типа. Снятие напряжений с рамы производится термоотжигом. Размещение листа облегчается моторизованным упором с УЦИ Estun E10 или ручным упором на 650 мм, передними суппортами с линейками, Т-образными пазами и перекидными упорами, боковым упором. У гильотины MSJ возможна регулировка величины зазора между лезвиями. В гильотине использована электрика Siemens.
- Гидравлические гильотины:
MetalMaster HCJ, MetalMaster SB – гильотины с качающейся балкой Swing beam.
Опускание балки производится гидроцилиндрами, возврат балки в исходное положение – азотными цилиндрами.
Рама сварена из конструкционной стали цельнолистового проката. После сварки рамы снятие напряжений с рамы производится термоотжигом с последующей механообработкой.
Гильотина оснащена моторизованным задним упором, штангами передней поддержки с Т-образными пазами и перекидными ограничителями подачи листа, боковым упором, шариковыми опорами, теневой линией реза. Прижим листа – гидравлический, с участком для резки узких полос.
Гидравлическая система состоит из насоса, маслопроводов, гидроцилиндров (Китай), уплотнителей NOK (Япония) и клапана распределения – Rexroth (Германия). Электрика Siemens (Германия) или Schnider (Франция). Ручная регулировка зазора между лезвиями.
Управление УЦИ Estun E10 (дочка Delem – Нидерланды) или ЧПУ Estun E200 (запоминает программы из кол-ва шагов в каждом из которых можно задать число резов и положение заднего упора). Фотоэлектрическая защита тыльной части гильотины.
MetalMaster HCN – гильотины с вертикальным ходом балки и изменяемым главным углом.
- Подъем и опускание балки осуществляются гидравликой.
- Рама сварена из конструкционной стали.
- Сталь проходит естественное старение в условиях окружающей среды не менее одного года.
- После механической обработки и сварки станина отжигается и сварные швы дополнительно обрабатываются вибромашинкой, для снятия остаточных напряжений.
- Гильотина оснащена моторизованным задним упором (ШВП – Hiwin — Тайвань), штангами передней поддержки с Т-образными пазами и перекидными ограничителями подачи листа, боковым упором, шариковыми опорами, теневой линией реза.
- Прижим листа – гидравлический, с участком для резки узких полос. Гидравлическая система состоит из насоса Eckerle (Германия), системы клапанов – Hoerbiger (Германия), турецких маслопроводов и гидроцилиндров. Электрика Siemens (Германия) или ABB (Швейцария).
- Верхние и нижние лезвия с четырехсторонней заточкой.
- Управление Cybelec Cybtouch-6 (Швейцария) на русском языке.
- ЧПУ управляет кол-вом резов, откатом упоров, подбором зазора и главного угла в зависимости от материала изделия, длиной реза.
- Лазерная защита тыльной зоны гильотины.
Конструктивные особенности и преимущества:
- Электромеханический привод с системой смазки редуктора. Низкая шумность станка даже при значительной нагрузке;
- Специальная разметка рабочего стола. Предельно точное позиционирование обрабатываемого листового материала;
- Высокоточная настройка зазоров между ножами. Чистая поверхность среза гарантирована;
- Для удобной эксплуатации оборудование укомплектовано ножным приводом. Свободными руками оператор может легко и быстро размещать металлический лист на рабочей поверхности;
- К рабочей поверхности станок крепится посредством анкерных болтов. В процессе резки металла на заготовки требуемых габаритных размеров не допускается смещение оборудования;
- Исключено возникновение царапин на поверхности обрабатываемого материала. Наличие полимерных накладок обеспечивают аккуратный прижим листового металла;
- Оборудование позволяет выполнять не только рубку металла, но также картона и пластика;
- Надёжная защита пальцев оператора исключает возникновение форс-мажорных обстоятельств.
Основные виды гильотинных ножниц
Образец немецкой гидравлической гильотины
Промышленные цеха, частные и домашние мастерские, специализирующиеся на металлообработке, оснащаются различными видами гильотинных ножниц, которые отличаются:
- видом привода;
- мощностью;
- типом ножей;
- производительностью;
- максимальной толщиной разрезаемого металла;
- ассортиментом проката, с которым могут работать;
- размером обрабатываемого листа;
- количеством выполняемых операций.
По типу привода ножницы подразделяются на:
- ручные;
- гидравлические;
- пневматические;
- электромеханические.
Гильотинные ножницы по металлу работают по принципу воздействия на металл одновременно большой силой давления и острой кромкой ножа, действующего по принципу обыкновенных ножниц. Две части ножевого устройства смещаются относительно друг друга. Зажимают между собой лист или прокат и сдвигают его соседние слои, разрезая при этом острым лезвием.
Процесс резки гильотиной соединяет в себе две операции — резку и ломание.
Хорошая гильотина для резки металла промышленного производства обеспечивает до 90% разреза и около 10% лома.
Кромка реза при маленьком зазоре
Кромка реза при оптимальном зазоре
Влияние величины зазора на кромку
При этом рез получается ровным и практически не требует обработки. Если ножи затупились или неправильно выставлен зазор, то соотношение рез/лом изменяется и на нижней кромке возникает острый выступ — грат, который свидетельствует о низком качестве резки.
О грат можно легко порезать руки, особенно при работе с нержавеющей сталью. Одним из главных правил техники безопасности при работе с ножницами гильотинного типа является применение рукавиц из плотной ткани или с кожаными нашивками. Появление грата сигнализирует о необходимости изменения настроек или заточки ножей.
Гидравлические гильотинные ножницы
Жесткость конструкции гильотины обеспечивается прочной, сварной рамой. Возникающая вибрационная нагрузка не оказывает влияния на точность решения поставленных задач. Наличие мощных гидроцилиндров и надёжной гидравлической системы с компонентами, которые поставляются ведущими мировыми производителями.
ЧПУ обладает интуитивно понятной системой управления. Предусмотрена возможность записи до 40 программ. Отличное позиционирование, наличие счётчиков реза, настройки времени прижима – всё это способно обеспечить значительное повышение производительности труда.
Предлагаем значительный выбор станков, Metal Master: HCJ 2060; HCJ 2540; HCJ 2560 и других.
Конструктивные особенности и преимущества:
- Достаточно мощная техника, предусмотренная для серийного производства. Низкая шумность работы даже в условиях сильной загруженности;
- Оптимальное соотношение выгодной цены и достойного качества. В течение длительного времени станок будет работать максимально эффективно, справляясь даже со значительной нагрузкой;
- Встроенный манометр и регулятор усилия. Раскрой металла будет выполнен в точном соответствии с установленными требованиями;
- Эргономичность. Интуитивно-понятная панель управления. Значительный выбор размеров и функций. Полное соответствие под практически любые требования производства;
- Электрооборудования фирм Siemens и Schneider отличается повышенной работоспособностью и износоустойчивостью;
- Кронштейны поддержки листа с регулируемым перекидным упором расположены на фронтальной части станка. Благодаря теневой линии реза возможно выполнения работы по разметке.
В целом предлагаемая техника превосходный выбор для серийного производства, когда требуется долговечный станок, отличающийся значительными функциональными возможностями. Это надёжный помощник, с помощью которого работать становится значительно проще.
Практическое применение
Купить гильотину и использовать станок для обработки металлопроката выгодно и доступно. Стоимость гильотинного оборудования для резки металла, в целом, вполне приемлемая, а КПД установки достаточно высокий, что делает такие станки эффективным решением для резки металла.
Область использования гильотинных устройств разного типа практически неограниченная. Все производственные предприятия, связанные с обработкой металлопроката, заводы и специализированные компании стремятся купить станок для резки металлического листа по выгодной цене и использовать его по мере необходимости.
Область применения заготовок – от авиационной промышленности и ВПК до автопрома и производства предметов бытового назначения, поэтому купив данное устройство по привлекательной цене Вы сможете расширить свое производство.