Резка листового и профильного металла требуется практически на всех металлообрабатывающих и машиностроительных предприятиях, от небольшой слесарной мастерской до огромного завода. Нередко приходится резать металл в домашней мастерской или непосредственно на стройплощадке. Гильотинные ножницы — один из самых удобных станков для раскроя и резки металла. Существует их несколько разновидностей и модификаций, о которых более подробно будет сказано дальше.
Резка металла на гильотине используется в случае, когда требуется изготовить детали прямолинейной конфигурации довольно большого размера — полосы, прямоугольники, треугольники со стороной от нескольких сантиметров до нескольких метров. Толщина металла находится в диапазоне 2-60 мм, заготовка по ширине может достигать 2 метров, а по длине практически неограничена.
Основные виды гильотинных ножниц
Образец немецкой гидравлической гильотины
Промышленные цеха, частные и домашние мастерские, специализирующиеся на металлообработке, оснащаются различными видами гильотинных ножниц, которые отличаются:
- видом привода;
- мощностью;
- типом ножей;
- производительностью;
- максимальной толщиной разрезаемого металла;
- ассортиментом проката, с которым могут работать;
- размером обрабатываемого листа;
- количеством выполняемых операций.
По типу привода ножницы подразделяются на:
- ручные;
- гидравлические;
- пневматические;
- электромеханические.
Гильотинные ножницы по металлу работают по принципу воздействия на металл одновременно большой силой давления и острой кромкой ножа, действующего по принципу обыкновенных ножниц. Две части ножевого устройства смещаются относительно друг друга. Зажимают между собой лист или прокат и сдвигают его соседние слои, разрезая при этом острым лезвием.
Процесс резки гильотиной соединяет в себе две операции — резку и ломание.
Хорошая гильотина для резки металла промышленного производства обеспечивает до 90% разреза и около 10% лома.
Кромка реза при маленьком зазоре
Кромка реза при оптимальном зазоре
Влияние величины зазора на кромку
При этом рез получается ровным и практически не требует обработки. Если ножи затупились или неправильно выставлен зазор, то соотношение рез/лом изменяется и на нижней кромке возникает острый выступ — грат, который свидетельствует о низком качестве резки.
О грат можно легко порезать руки, особенно при работе с нержавеющей сталью. Одним из главных правил техники безопасности при работе с ножницами гильотинного типа является применение рукавиц из плотной ткани или с кожаными нашивками. Появление грата сигнализирует о необходимости изменения настроек или заточки ножей.
Гидравлические гильотинные ножницы
Промышленные станки для резки металла, оборудованные гидравлической системой привода, принадлежат к самым мощным и производительным разновидностям гильотин. Они предназначены для серийного или штучного производства заготовок с прямолинейными кромками из листов металла толщиной 2-20 мм с длиной реза 1-3 м.
Для больших машиностроительных компаний производятся гидравлические гильотины с возможностью резки листа шириной до 6 м и толщиной более 20 мм. Они отличаются большим весом и размерами и производятся в единичных экземплярах.
Гильотина гидравлическая развивает на ножницах усилие ≥ 400 МПа по всей длине разрезаемого листа. Станки оборудуются ножами как с прямым движением верхнего ножа по вертикальным направляющим, так и с дугообразной траекторией (консольные). Второй вариант позволяет при меньшей мощности гидравлики работать с более толстыми листами металла или сплавами повышенной прочности. Точность реза при этом не снижается.
Зазоры между ножами регулируются по специальной таблице в ручном, полуавтоматическом или автоматическом режиме. Одним из самых современных станков является гидравлическая гильотина с ЧПУ. Для ее настройки требуется минимум времени, а для переключения на производство одного из десятков видов продукции достаточно нажатия одной кнопки. Вся информация о настройках хранится в памяти станка.
Одной из главных особенностей гидравлических ножниц является их бесшумность — ножи двигаются плавно, нет ударных воздействий, характерных для пневматических и электромеханических гильотин.
Безопасность работы обеспечивается наличием фотодатчиков в зоне работы, защитными экранами и ограничителями хода подающего механизма. Возврат балки в верхнюю точку обеспечивается пружинами или газонакопительными амортизаторами.
Электромеханические гильотинные ножницы
Распространен это вид гильотин наравне с гидравлическим. Практически не отличается от гидравлической гильотины по производительности (до 60 ходов ножа в минуту) но более шумный — кривошипный механизм привода вызывает быстрое движение ножа и ударное воздействие на заготовку.
Электромеханическая гильотина
Как и гидравлическая, электромеханическая гильотина предназначена для промышленного использования в цехах, где требуется высокопроизводительная точная резка прямолинейных заготовок большого размера и толщины. Однако производятся и рубка металла на гильотине электромеханического типа и в условиях мелкосерийного и кустарного производства — для этой цели создана целая серия ножниц небольшой мощности. Они занимают немного места в мастерской и позволяют без труда резать оцинкованную листовую сталь, алюминий, медь, пластик и нержавейку толщиной до 2-3 мм.
Привод на верхнюю балку с ножом производится при помощи кривошипно-шатунного механизма на валу отбора мощности от электродвигателя, который включается нажатием педали или кнопкой. Проворачиваясь, эксцентрики передают усилие на оба конца ножевой балки, и усилие резания распределяется равномерно. В конце одного оборота вала балка возвращается в верхнее положение, и заготовка подается для следующего реза.
Оснащение электромеханических гильотин ЧПУ позволяет превратить их в одни из самых точных и производительных станков для резки и рубки металла. Они простые в обслуживании, обладают надежной кинематической схемой и дешевле гидравлических. При желании и наличии слесарной квалификации, сделать гильотинный резак с электроприводом можно самостоятельно в домашней мастерской или в условиях небольшого производства.
Принципы классификации
Гильотинные ножницы различают по следующим признакам:
- По виду привода. В промышленном производстве, а также при резке толстолистового проката более распространены приводные гильотины для металла. При этом управление может быть механическим и гидравлическим. В индивидуальной хозяйственной практике, а также в частных мастерских встречаются станки с ручным приводом.
- По исполнению основного исполнительного механизма. Электромеханическая гильотина чаще всего оснащается кривошипно-шатунным механизмом, в то время, как ручные станки часто имеют рычажный механизм.
- По способу прижима заготовки к опорной поверхности стола. Гильотинные ножницы могут иметь механический (пружинный), либо гидравлический прижим.
- По способу управления выделяют ножницы для резки с неавтоматизированной подачей и удалением нарезанных полос, и автоматизированные комплексы на базе листовых ножниц, где все технологические операции производятся без участия человека.
Несмотря на все конструктивные и технологические различия, общим у данных станков остаётся одно: угол наклона ножей, под которым они производят резку. Дело в том, что при нулевом угле наклона внедрение выполняется одновременно по всей ширине листа, что обуславливает повышенные энергетические затраты, и становится основной причиной увеличенной мощности привода. Поскольку сам график технологической операции разделения листового проката имеет пик усилия только в начале внедрения ножей, а потом стремительно снижается, гораздо выгоднее обеспечить постепенное внедрение инструмента в заготовку. Усилие значительно уменьшается, а рабочий перемещение, хотя и увеличивается, но ненамного (из-за малых толщин обрабатываемых профилей проката). Поэтому ножи оборудования для резки листового профиля всегда выполняют наклонными. Угол наклона колеблется в пределах 1,5…3,5°; он больше для более мощного оборудования. При резке более твёрдого изделия, например, нержавейки, зазоры, наоборот, уменьшают. Увеличение зазоров для пластичной низкоуглеродистой стали или меди ухудшают качество и точность разделения, поскольку разрезаемый материал втягивается в зазор между ножами, и образует заусенцы. Заусенцы являются также признаком затупления инструмента.
Согласно принятой в нашей стране классификации, гильотинные ножницы с механическим приводом имеют условное обозначение Н31__, Н32__, Н34__ или Н33__ (две последние цифры обозначения указывают на предельную толщину разрезаемого листового металла). Гидравлические ножницы имеют обозначение Н37__. В практике встречается также маркировка приводных агрегатов для резки листового материала по его толщине и ширине. Типичным примером могут служить станки немецкого производства, обозначаемые, например, так: ScTR16×3150 (первая цифра – максимальная толщина, вторая – наибольшая ширина).
Пневматические гильотины
Гильотина для рубки металла с приводом, работающим от сжатого воздуха, превышает по производительности гидравлические и приблизительно равна электромеханическим. Для ее работы требуется компрессор или центральная магистраль со сжатым воздухом. Применяются пневматические гильотины в крупных металлообрабатывающих цехах для производства крупносерийных деталей.
Как и электрические и гидравлические станки, пневматические гильотинные ножницы принадлежат к стационарному типу оборудования. Они оснащаются рабочими столами большой площади, выдвижными контейнерами для сбора продукции и автоматизированными механизмами подачи. Большинство пневматических ножниц оборудуется ЧПУ — скорость работы пневматики в сочетании с электронным управлением позволяет получить большое количество деталей высокой точности за ограниченное время.
Гильотины с механическим приводом
Установки с гидравлическим приводом
Отличительной чертой подобных станков является возможность резать довольно толстые металлические заготовки. Производители оборудования в инструкциях по эксплуатации отмечают, что для конструкционных сталей максимальная толщина может составлять до 40 мм.
Подобные устройства на кромке лезвий развивают усилие в 200…400 тонн. В этом случае важно использовать толстые ножи, способные передать усилия в зоне резания.
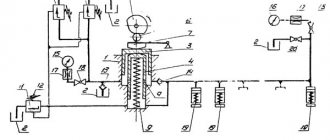
Установка с гидроприводом. Насосная станция расположена вне станка
Для работы гильотины с гидравлическим приводом необходимо иметь специальную насосную станцию. От нее по армированным шлангам подается масло к исполнительным механизмам. Давление жидкости может достигать до 135…150 бар. Гидроцилиндры передают усилие на исполнительный орган через систему рычагов.
Главное преимущество подобных гильотин – это тихая работа. Ножи движутся без удара.
На пульте управления оператор указывает ряд параметров, встроенный компьютер сам произведет расчеты:
- какой зазор требуется установить между ножами;
- где выставить упор;
- с какой скоростью подавать масло в гидравлическую систему.
Если указывается, что будут резаться несколько однотипных деталей, то указывают и этот параметр. Тогда будет осуществляться автоматическая подача материала.
Оператору с помощником остается только:
- уложить лист металла на рабочий стол;
- выровнять его относительно направляющих;
- выставить по упорам;
- указать номер программы, по которой требуется выполнять раскрой металла;
- выставить количество требуемых деталей.
По завершению цикла с обратной стороны станка окажутся нарубленные заготовки или детали, которые нужно отвести на площадку полуфабриката. Другие работники предприятия их используют в следующих производственных процессах.
Цена на подобные станки высокая, составляет несколько десятков, а то и сотен тысяч евро. Гильотины подобного типа изготавливают под заказ. В дальнейшем производитель оборудования в течение всего жизненного цикла технологической установки обслуживает ее, обеспечивает программами и предлагает оригинальные запасные части. При необходимости даже солидный по возрасту станок модернизируется. После модернизации он готов на равных с новыми агрегатами служить еще довольно долго.
Видео: рубка металла гильотиной.
Информация к размышлению. В тридцатые годы двадцатого века в Германии были приобретены токарные станки ДИП-250 и ДИП-350. Прошло более восьмидесяти лет. Это оборудование продолжает успешно эксплуатироваться на ряде предприятий. После капитального ремонта на подобных станках обрабатывают стволы орудий для современных пушек и танков. Станки могут жить довольно долго.
Видео: гидравлическая гильотина с ЧПУ.
Электромеханические гильотинные ножницы
Самым распространенным типом станков являются электромеханические гильотинные ножницы. В них постоянно вращается вал с маховиком. Через кривошипный механизм осуществляется передача крутящего момента на активный нож.
Чтобы произвести рез необходимо:
- установить лист металла на стол;
- выставить упор на заданный размер;
- зафиксировать заготовку на столе и прижать к упору;
- нажать на педаль управления.
Произойдет рубка металла по разметке. Переместив лист снова к упору, можно повторить операцию.
Электромеханическая гильотина
Такие станки достаточно легкие. Ими оснащают небольшие мастерские и довольно крупные предприятия. Они отличаются высокой производительностью. За минуту можно произвести рубку до 60 деталей.
Недостатком считается шум при работе. Здесь металл режется с сильным ударом. Приходится часто отправлять ножи на переточку. Кромки при ударной нагрузке имеют тенденцию выкрашиваться.
Приходится часто проверять состояние кромок готовых изделий. Если наблюдается образование загнутых кромок и заусенцев, то ножи снимают и направляют на заточной станок.
Видео: принцип работы электромеханических гильотинных ножниц.
Пневматические гильотины
При наличии развитой системы пневмопроводов предприятие использует оборудование, работающее от сжатого воздуха. Пневматические гильотины используют сжатый компрессорами воздух для выполнения основой производственной деятельности. В них установлены пневмоцилиндры.
Установки подобного типа нуждаются в ресивере. Объем воздуха, используемого в цикле, может достигать нескольких литров, поэтому нужен запас рабочего тела.
Пневматическая гильотина
Работа подобных устройств происходит несколько громче, чем при использовании гидравлики. Но есть и свои преимущества. На подобных станках проще установить компьютерное управление. Поэтому ряд европейских стран, выпускающих технологическое оборудование, ориентируется на создание именно таких гильотин. Здесь проще проводить настройку, программы для управления производственными операциями пишутся сравнительно просто.
Обучать операторов для подобных станков тоже несложно. Уже через 2-3 дня работы рабочие осваивают основные приемы работы на гильотине. Остается только выдать им производственное задание, указать размещение заготовок и площадки для выгрузки полуфабрикатов.
Видео: гильотинные ножницы.
Ручная гильотина для металла
Механические гильотинные ножницы с приводом от рычага или педали — несомненно, самый распространенный вид металлорежущих станков. При ограничении по толщине обрабатываемого металла и его видам, гильотинные ножницы ручные можно встретить в каждой мастерской или цехе, где предполагается работа с листовым металлом, арматурой или профильным прокатом.
Механический гильотинный станок
Гильотинный механический резак оборудуется двумя ножами. Нижний, как и у гидравлической или электрической гильотины — неподвижный. А верхний может передвигаться по направляющим вертикально вниз, как у промышленных установок, или поворачиваться вокруг оси. Точка вращения находится на одном из концов ножевой балки, на втором — рукоятка.
Ручная гильотина механическая может оборудоваться редуктором, позволяющим развить на ноже значительное усилие, позволяющее резать листы толщиной более 1 мм толщиной и нержавеющею сталь. Гильотина ножная приводится в действие педалью, ручная — рычагом. Возможен и комбинированный привод. Мобильная гильотина для рубки металла устанавливается на любой ровной поверхности, обеспечивающей устойчивость станка, и применяется на строительных площадках, например, для резки кровельной стали или профнастила.
Во втором случае чаще всего используется гильотина ручная сабельного типа, оснащенная дугообразным ножом. Точка резания в таком случае плавно перемешается траекторией реза и не повреждает металл сложного профиля. Ручная сабельная гильотина применяется как для поперечного, так и для продольного резания заготовок из стали, алюминия, нержавейки.
Гильотинная рубка на ручных станках возможна и при работе с арматурой, уголком и профилем. Если рубка листа на гильотине возможна на всех видах станков, то мини гильотина по металлу для работы с фасонным прокатом должна быть оборудована редуктором.
Таблица характеристик гильотинных ножей
Где купить гильотину по металлу
Если вам нужна надежная, эффективная и недорогая ручная гильотина для резки металла – обратитесь в . Интернет-магазин предлагает разные виды такого оборудования, в том числе:
- бюджетные сабельные ручные гильотины вроде станка Stalex HS-1000 ценой от 30 700 рублей, который можно использовать для резания стальных листов толщиной до 1,5 мм и длиной до 1000 мм;
- полупрофессиональные варианты с противовесом типа Stalex KHS-1250, который стоит от 223 550 рублей и обеспечивает разрезание заготовок толщиной до 1 мм при длине реза до 1250 мм;
- промышленные установки с предварительным поджимом перед резкой, к примеру, Stalex 2500 ценой от 656 950 рублей (максимальная толщина листа 1,25 мм, длина реза до 2500 мм).
На все станки действует гарантия фирмы-изготовителя.
Вернуться к списку