Широкоуниверсальный фрезерный станок 6Т83Ш — универсальный металлообрабатывающий станок, предназначенный для ведения расточных, сверлильных и фрезерных работ с использованием концевых, фасонных, торцевых и цилиндрических фрез.
Функциональные особенности
Широкоуниверсальный фрезерный станок 6Т83Ш применяется для обработки следующих типов металлических поверхностей:
- горизонтальные и вертикальные плоскости;
- штампы;
- пазы;
- пресс-формы;
- углы;
- колеса зубчатые;
- спирали;
- рамки;
- другие формы изделий из цветных металлов, различных марок стали и чугуна, сплавов.
Отдельно следует выделить некоторые функциональные особенности широкоуниверсального фрезерного станка 6Т83Ш, которые определяют специфику его применения на практике:
- несколько автоматических циклов фрезерования;
- возможность работы под углом к рабочему столу;
- возможность работы несколькими режущими инструментами одновременно.
Конструктивные особенности
Широкоуниверсальный фрезерный станок 6Т83Ш имеет ряд важных конструктивных особенностей, среди которых следует особенно выделить:
- хобот с накладной и поворотной шпиндельными головками, каждая из которых оборудована собственной коробкой скоростей и индивидуальным приводом;
- механизированное устройство для крепления рабочего инструмента в шпинделе;
- предохранительная муфта для постоянной защиты привода от перегрузок;
- механизм регулирования линейной величины зазора в винтовой паре подачи (продольной);
- механизм торможения шпинделя электромагнитной муфтой;
- широкоуниверсальный фрезерный станок 6Т83Ш имеет жесткую, виброустойчивую конструкцию.
Широкоуниверсальный фрезерный станок 6Т83Ш — промышленное металлообрабатывающее оборудование, использующееся на индивидуальном и серийном производстве в инструментальных и ремонтно-механических цехах.
В станке используется горизонтальный шпиндель при обработке плоскостей торцовыми и цилиндрическими фрезами, возможна раздельная и одновременная работа обоими шпинделями имеется устройство для ограничения зазора в винтовой паре продольного перемещения стола.
На станке можно обрабатывать вертикальные и широкоуниверсальные плоскости, пазы, углы, рамки, зубчатые колеса и т. д
Для обработки различного вида поверхностей, а также крупногабаритных моделей, превышающих по своим размерам габариты стола, шпиндельная головка смонтирована на выдвижном хоботе и может поворачиваться под углом в двух взаимно перпендикулярных плоскостях.
На станке предусмотрен горизонтальный шпиндель, который может быть использован при обработке плоскостей торцовыми и цилиндрическими фрезами.
Предусмотрена как раздельная, так и одновременная работа двумя шпинделями. При установке серег, прилагаемых к станку, станок может быть использован как горизонтально-фрезерный.
Для расширения возможностей станка, кроме серег, прилагается дополнительная накладная поворотная головка. Накладная головка позволяет обрабатывать крупногабаритные детали, а также производить простейшие расточные работы.
Наличие механизма выборки люфта в винтовой паре продольной подачи стола позволяет производить встречное и попутное фрезерование как в простых режимах, так и режимах с автоматическими циклами.
Фрезерование зубчатых колес, разверток, контура кулачков и прочих деталей, требующих периодического или непрерывного поворота вокруг своей оси, производится на данных станках с применением делительной головки или накладного круглого стола.
Смазка направляющих консоли и узла «стол — салазки» осуществляется от плунжерного насоса централизованно. Благодаря эффективной смазке повышается долговечность работы этих узлов, обеспечивается более длительное сохранение первоначальной точности и сокращается время на обслуживание. Шероховатость обработанной поверхности Rz 20 мкм. Класс точности станка П.
Технологические возможности станка могут быть расширены с применением делительной головки, поворотного круглого стола, накладной универсальной головки и других приспособлений.
Станок оснащен хоботом, на котором установлены накладная и поворотная шпиндельные головки (поворотная шпиндельная головка у станков 6Т82Ш-35, 6Т82Ш-36 и 6Т83Ш-35, 6Т83Ш-36) с индивидуальной коробкой скоростей и отдельным приводом, обеспечивающими возможность обработки детали инструментом, установленным к рабочей поверхности стола практически под любым углом в любой плоскости.
Технологические особенности конструкции станка 6Т83Ш:
- сверление и растачивание под любым углом
- обработка детали с 5 сторон с одной установки (с накладной головкой)
- возможность работы в автоматических циклах по 3 координатам, включая обработку (цикл) по рамке;
- замедление рабочей подачи в автоматическом цикле;
- возможность одновременной работы двумя шпинделями
Повышена долговечность станка и жесткость за счёт прямоугольных направляющих станины и консоли, снижено усилие подъёма консоли за счёт индивидуальной смазки винта вертикального перемещения, введены дополнительные устройства для защиты от разлетающейся стружки и эмульсии.
Техническая характеристика и высокая жесткость станков позволяют полностью использовать возможности как быстрорежущего, так и твердосплавного инструмента.
Для сокращения вспомогательного времени и удобства управления в станках предусматриваются:
- дублированное управление кнопочно-рукояточного типа (спереди и с левой стороны станка);
- пуск и останов шпинделя и включение быстрых ходов станка при помощи кнопок;
- управление движениями стола от рукояток, направление поворота которых совпадает с направлением движения стола;
- изменение скоростей и подач с помощью однорукояточных выборочных механизмов, позволяющих получать любую скорость или подачу поповоротом лимба без прохождения промежуточных ступеней;
- торможение постоянным током.
Станки автоматизированы и могут быть настроены на различные автоматические циклы, что повышает производительность труда, исключает необходимость обслуживания станков рабочими высокой квалификации и облегчает возможность организации многостаночного обслуживания.
Класс точности станка П по ГОСТ 8—77.
Расположение составных частей на станке 6Т83Ш
Расположение составных частей на станке 6Т83Ш
Перечень составных частей фрезерного станка 6Т83Ш
- станина — 6Т83Г.10.000-07;
- коробка переключения6Р83.5;
- пульт боковой — 6Т82Г-1.85А;
- коробка скоростей6Т83Ш.30;
- комплект устройства электромеханического зажима инструмента — 6Р13К.93.100-03
- хобот — 6Т83Ш-1.150;
- поворотная головка — 6Т82Ш-1.310;
- накладная головка — 6Т82Ш-1.320;
- шкаф управления — 6Т83Ш-29.811;
- стол и салазки — 6Т83Г-1.70.000-07;
- механизм замедления подачи;
- пульт основной — 6Т82Г-29.821;
- консоль — 6Т83Ш-29.600;
- коробка подач — 6Т82Г-1.40
Расположение органов управления фрезерным станком 6Т83Ш
Расположение органов управления фрезерным станком 6Т83Ш
Перечень органов управления фрезерного станка 6Т83Ш
- Указатель скоростей шпинделя
- Кнопка «Пуск шпинделя» (дублирующая)
- Переключатель «Зажим — отжим инструмента»
- Кнопка «Перемещение стола вправо — вперед — вниз»
- Переключатель выбора направления перемещения стола
- Кнопка «Перемещение стола влево — назад — вверх»
- Кнопка «Стоп перемещения стола»
- Кнопка «Толчок шпинделя»
- Кнопка «Стоп шпинделя» (дублирующая)
- Кнопка «Стоп» аварийная
- Кнопка «Быстрое перемещение стола» (дублирующая)
- Рукоятка переключения скоростей шпинделя
- Кнопка «Толчок шпинделя» поворотной головки
- Рукоятки переключения скоростей шпинделя поворотной головки
- Ручное перемещение хобота
- Зажимы серьги
- Зажим поворотной головки
- Маховичок выдвижения гильзы шпинделя
- Рукоятка зажима гильзы шпинделя
- Зажимы салазок
- Кнопка «Перемещение стола влево»
- Кнопка «Перемещение стола вправо»
- Зажимы стола
- Переключатель включения режима работы стола «Ручной — Механический»
- Маховик ручного продольного перемещения стола
- Кольцо — нониус
- Лимб механизма поперечных перемещений стола
- Ручное поперечное перемещение стола
- Ручное вертикальное перемещение стола
- Грибок переключения подач
- Кнопка «Перемещение стола вперед»
- Кнопка «Перемещение стола назад»
- Кнопка «Стоп» аварийная
- Кнопка «Пуск шпинделя»
- Переключатель выбора режимов работы станка
- Кнопка «Стоп шпинделя»
- Кнопка «Быстрое перемещение стола», «Пуск цикла»
- Кнопка «Перемещение стола вниз»
- Кнопка «Перемещение стола вверх»
- Маховик ручного продольного перемещения стола (дублирующий)
- Зажим хобота на станине
- Вводной выключатель
- Переключатель направления вращения шпинделя «Влево — вправо»
- Переключатель насоса охлаждения «Включено — выключено»
- Переключатель направления вращения шпинделя накладной головки «Влево — вправо»
- Переключатели выбора автоматических циклов
- Переключатель выбора пульта управления
- Зажим консоли
- Рукоятка ручного вертикального и поперечного перемещений стола (съемная)
- Зажим накладной головки
- Штифт нулевой фиксации
- Кнопка питания нулевого расцепителя вводного выключателя
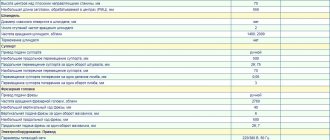
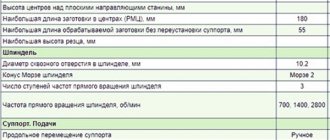
Технические характеристики
Основные технические характеристики станка:
- максимум перемещения стола вдоль – 1 метр;
- максимум перемещения стола поперек и вертикально – 40 см;
- 11 скоростей вертикального шпинделя;
- 18 скоростей горизонтального;
- перемещение пиноли шпинделя – 8 см;
- пиноль за один оборот лимба перемещается на 6 мм;
- расстояние от горизонтального шпинделя до хобота – 19 см;
- от торца шпинделя поворотной головки до рабочего стола расстояние 16–58 см.
Пределы вертикальных рабочих подач стола лежат в диапазоне 4.1–530 мм/мин.
Кинематическая схема широкоуниверсального консольно-фрезерного станка 6Т83Ш
Станина
Станина — основная сборочная единица, на которой монтируются составные части и механизмы станка.
Жесткость конструкции станины достигается за счет развитого основания и большого числа ребер.
По вертикальным направляющим станины перемещается консоль, по горизонтальным — хобот.
Для ограничения хода консоли с левой стороны станины крепится планка с кулачками.
С правой стороны на станине установлена станция управления.
Сзади к станине прифланцованы электродвигатели главного движения и механизма крепления инструмента.
Внутри корпуса станины имеется резервуар для масла. Станина устанавливается на основание, которое служит и опорой винта подъема консоли. Сзади на основании установлен насос подачи охлаждающей жидкости.
Хобот и коробка скоростей шпинделя поворотной головки фрезерного станка 6Т83Ш
Хобот и коробка скоростей шпинделя поворотной головки фрезерного станка 6Т83Ш
Хобот представляет собой самостоятельную сборочную единицу. В нем монтируется коробка скоростей (рис. 16) привода шпинделя поворотной головки. Изменение скоростей шпинделя осуществляется передвижением зубчатых блоков по шлицевым валам рукоятками 14 (рис. 13) в соответствии с установленными на них табличками.
Перемещение хобота в направляющих станины осуществляется вращением рукоятки 15. Перед перемещением хобота необходимо отвернуть винт 45 на четыре-пять оборотов для получения легкого хода.
При необходимости использования станка как обычного горизонтального на направляющих хобота могут быть установлены серьги (рис. 15). Расточка отверстия серьги под подшипник выполнена индивидуально для каждого станка, поэтому ПЕРЕСТАНОВКА СЕРЕГ С ОДНОГО СТАНКА НА ДРУГОЙ ЗАПРЕЩАЕТСЯ.
Как правило, на станке 6Т82Ш применяется одна из серег I или II на станке 6Т83Ш — серьга II; при тяжелых режимах обработки на станке 6Т83Ш могут быть использованы две серьги II.
Разрез поворотной головки широкоуниверсального фрезерного станка 6Т83Ш
Разрез поворотной головки широкоуниверсального фрезерного станка 6Т83Ш
Поворотная головка крепится к хоботу через промежуточную плиту 1 при помощи болтов, введенных в кольцевой Т-образный паз, и центрируется в кольцевой выточке (рис 16).
Поворотная головка зафиксирована в нулевом положении по отношению к фланцу хобота. Для поворота головки следует освободить ее от нулевой фиксации вращением гайки штифта фиксации и вытягиванием штифта 55 (рис. 13).
Шпиндель поворотной головки получает вращение от коробки скоростей хобота через кулачковую муфту 1 и конические зубчатые колеса 2, 3 (рис. 17) и 4, 5 (рис. 18).
Шпиндель представляет собой двух опорный вал, смонтированный в выдвижной гильзе.
Перемещение гильзы поворотной головки производится маховичком, связанным при помощи червяка и зубчатого колеса с рейкой, нарезанной на гильзе шпинделя.
Механизм зажима гильзы включает в себя неподвижный упор 1 (рис. 19) и тягу 2.
Накладная головка широкоуниверсального фрезерного станка 6Т83Ш
Накладная головка фрезерного станка 6Т83Ш
Накладная головка крепится к поворотной головке посредством Т-образного паза. Шпиндель накладной головки получает вращение от шпинделя поворотной головки (рис. 20).
Коробка скоростей станка 6Т83Ш
Коробка скоростей горизонтального шпинделя смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, На промежуточных валах смонтированы два тройных и один двойной блок шестерен. На моторном валу установлена электромагнитная муфта II (рис. 21), служащая для торможения шпинделя при останове.
Осмотр коробки скоростей можно произвести через окно с правой стороны станины.
Шпиндель станка
Шпиндель станка (рис. 21) представляет собой двух опорный вал, геометрическая точность вращения которого определяется, в основном, подшипниками 2 и 4.
Коробка переключения скоростей станка 6Т83Ш
Коробка переключения скоростей фрезерного станка 6Т83Ш
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 1 (рис. 22), передвигаемая рукояткой переключения 5. посредством сектора 2 через вилку 10 (рис. 23) перемещает в осевом направлении валик 3 с диском переключения 9. Диск переключения поворачивается указателем скоростей 11 через конические зубчатые колеса 2 и 4. Диск имеет несколько рядов отверстий определенного размера, расположенных против штифтов 8 реек 5 и 7, зацепляющихся попарно с зубчатым колесом 6.
На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек. При этом вилки в конце хода диска занимают положение, соответствующее зацеплению отдельных пар зубчатых колес. Для исключения возможности жесткого упора зубчатых колес при переключении штифты 8 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 1, заскакивающим в пазы звездочки 12.
Регулирование пружины 13 для четкой фиксации лимба и нормального усилия при его повороте производится пробкой 14.
Рукоятка 5 (рис. 22) во включенном положении удерживается за счет пружины 4 и шарика 3. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, отмеченным на указателе, достигается определенным положением конических шестерен 2 и 4 (рис. 23) по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин.
Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм. Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла, поступающего из трубки в верхней части станины. Отсутствие масляного дождя может вызвать недопустимый нагрев щечек вилок переключения и привести к заеданию вилок, их деформации или поломке.
Коробка подач станка 6Т83Ш
Коробка подач фрезерного станка 6Т83Ш
Коробка подач обеспечивает перемещение стола по трем координатам с заданной скоростью.
Вращение на входное колесо 1 (рис. 24) коробки подач поступает с зубчатого венца 5 (рис. 26), установленного на валу 7 консоли. Получаемые в результате переключения блоков шестерен скорости через выходное колесо 3 (рис. 24) и паразитную шестерню 20 (рис. 26) передаются на муфту подач 18, установленную на размещенном в консоли выходном валу 16 цепи ускоренного хода. Коробка подач и цепь ускоренного хода от поломок при перегрузках защищены шариковой предохранительной муфтой 22.
Величина момента, развиваемого муфтой, регулируется изменением усилия пружин, воздействующих на шарики, размещенные в пазах на торце зубчатого колеса. При перегрузке механизма подач шарики, преодолевая усилия пружин, выдавливаются из пазов, и зубчатое колесо 21 начинает проскальзывать относительно вала 16. при этом рабочая подача прекращается.
Регулирование муфты считается правильным, если не происходит ее срабатывание при быстром перемещении консоли вверх.
Для достижения плотности стыка коробки подач с консолью по периметру привал очного фланца коробки выполнена канавка прямоугольного сечения, в которую заложен уплотнительный шнур Ø5 мм из маслобензостойкой резины. Подача смазки к узлам привода подач осуществляется плунжерным насосом с приводом от шарикоподшипника 2, насаженного на эксцентрично выполненную ступицу входного колеса 1 (рис. 24).
Механизм переключения подач
Механизм переключения подач фрезерного станка 6Т83Ш
Механизм переключения подач (рис 25) включает жестко связанный с валом 6 диск 7, подвижный вдоль оси вала диск 2, штанги 5 с переключающими вилками. При переключениях диски движутся во встречном направлении и, воздействуя на торцы штанг, перемещают их и связанные с ними блоки переключаемых шестерен в осевом направлении. Заданное направление перемещения штанг (вправо-влево) обеспечивается наличием в дисках отверстий, расположенных против соответствующих торцев штанг. Ступица диска 7 снабжена кольцевой проточкой и зубчатым колесом 8. посредством которых механизм переключения подач связан с валом управления 9.
Для переключения подачи необходимо нажать кнопку 14 и вытянуть грибок 13 на, себя до отказа, При этом вал 9 потянет за собой связанный с ним вал 6 с диском 7, Диск 2, связанный при помощи рейки 1 и шестерни 21 с валом 6, в этом случае будет двигаться в противоположном направлении до упора его ступицы в винт 4, а концы штанг освободятся от взаимодействия с дисками. Последующим поворотом грибка 13 вокруг оси установить по лимбу 11 требуемую величину подачи против стрелки-указателя 10.
Переключение подачи производится перемещением грибка в осевом направлении до первоначального фиксированного положения. Если дослать грибок в исходное положение не удается, то следует снова повторить движение на себя. При этом, воздействием диска 20 через толкатель 19 будут замкнуты контакты конечного выключателя 18, управляющие импульсным включением двигателя подач, после этого возврат грибка в исходное положение пройдет без затруднений.
Смещение дисков 2 и 7 в осевом направлении предотвращается фиксацией вала 9 во включенном положении двумя шариками 16 и втулкой 15. При нажиме на кнопку 14 шарики попадают в кольцевую проточку валика 17 и освобождают от фиксации вал 9. Фиксация поворота дисков переключения осуществляется подпружиненным шариком 3, расположенным в отверстии рейки 1.
Консоль
Консоль фрезерного станка 6Т83Ш
Консоль является базовым узлом, объединяющим узлы цепи подач станка. Непосредственно в корпусе консоли встроены цепь ускоренных перемещений, коробка раздачи движений по ходовым винтам и вал управления механизмом переключения подач. На левой стороне консоли прифланцована съемная коробка подач с патрубком для залива масла, а также расположены указатели работы насоса и уровня масла в масляном резервуаре консоли. С правой стороны крепятся электродвигатель подач и распредели тельная коробка для питания электромагнитных муфт, размещенная под защитным кожухом электродвигателя.
Наличие распределительной коробки с клеммными рейками позволяет, не вскрывая консоли, прозвонить цепь любой из электромагнитных муфт в приводе подач.
На переднем торце консоли размещена кнопка периодической подачи масла к направляющим стола, салазки. Здесь же расположен грибок переключения подач.
Корпус консоли разделен поперечной перегородкой на два отсека В переднем отсеке встроена муфтовая коробка раздачи движений по ходовым винтам. Доступ к муфтам при осмотрах и ремонтных работах осуществляется через боковые окна: через правое — к предохранительной и муфтам поперечного хода, через левое — к муфтам вертикальных перемещений.
Демонтаж и установка муфт продольного хода производятся через отверстие в передней стенке консоли, закрытое опорным фланцем подшипника муфтового вала.
При демонтаже валов с муфтами поперечного и вертикального перемещений стола не следует нарушать первоначальную настройку положения блокировочных конечных выключателей, обеспечивающих отключение электромагнитных муфт при пользовании съемной рукояткой установочных перемещений.
Цепь ускоренного хода представляет собой две пары постоянно сцепленных зубчатых передач, установленных на валах 11, 7 и 16 (рис. 26), зубчатые колеса 9, 6 и 3 этих передач жестко соединены с валами 11 и 7, а ведомое колесо 15 свободно вращается на валу 16 и жестко соединяется с ним при замыкании муфты ускоренного хода 14.
На валу. 16 кроме муфты включения ускоренного хода, размещены муфты включения подач 18. а также предохранительная муфта 22, через которую передается движение на коробку раздачи движения по ходовым винтам,
С муфтового вала 25 через зубчатые колеса 2 и 1 вращение передается на винт поперечных перемещении 32. На винт вертикальных перемещений вращения поступают с вала 27 через цилиндрическую зубчатую пару 29, 30 и конические зубчатые колеса 5 и 4 (рис. 27).
Вращение на винт продольных перемещений передается с вала 28 посредством двойного блока 26, свободно установленного на конце винта поперечных перемещений, на шлицевый вал 31.
Далее вращение через две конические пары шестерен 12, 13 и 14, 4 поступает на гильзу 10 (рис. 28), связанную с винтом продольных перемещений 1, посредством скользящей шпонки.
Стол и салазки
Стол и салазки фрезерного станка 6Т83Ш
Стол и салазки (рис. 28, 29) обеспечивают продольные и поперечные перемещения стола.
Ходовой винт 1 (рис. 28) получает вращение через скользящую шпонку гильзы 10, смонтированной во втулке 7. Гильза 10 через шлицы получает вращение от зубчатой полумуфты 6 при сцеплении ее с зубчатой полумуфтой 5, жестко связанной с коническим зубчатым колесом 4. Полумуфта 5 имеет зубчатый венец, с которым зацепляется зубчатое колесо привода круглого стола. Полумуфта 6 имеет зубчатый венец для осуществления вращения винта продольной подачи при перемещениях от маховика 5 (рис. 29). Вращение на зубчатой венец передается от шестерни 4, которая подпружинена на случай попадания зуба на зуб. Зацепление зубчатого венца 3 полумуфты с шестерней 4 возможно только в случае расцепления полумуфты 6 с полумуфтой 5 (рис. 28) и осуществляется перемещением рейки 1 (рис. 29) от переключателя 6, закрепленного на валике 2. Таким образом осуществляется блокировка маховика 5.
Гайки 2 и 3 ходового винта 1 (рис. 28) расположены в левой части салазок. Правая гайка 3 зафиксирована двумя штифтами в корпусе салазок; левая гайка 2, упираясь торцем в правую, при повороте ее червяком выбирает люфт в винтовой паре.
Стол соединяется с ходовым винтом через кронштейны, установка которых на торцах стола производится по фактическому расположению винта и фиксируется контрольными штифтами. Упорные подшипники смонтированы на разных концах винта, что устраняет возможность его работы на продольный изгиб. При монтаже винта обеспечивается предварительный натяг ходового винта гайками с усилием 1000…1250 Н (100… 125 кгс).
Зажим салазок на направляющих консоли обеспечивается планками 9, на которые воздействует эксцентрик валика 8.
Устройство электромеханического зажима инструмента
Устройство электромеханического зажима инструмента станка 6Т83Ш
Устройство электромеханического зажима инструмента (рис.30) предназначено для закрепления инструмента в шпинделе станка.
Затяжка и выталкивание инструмента производятся с помощью перемещающейся тяги 3. расположенной внутри шпинделя 5. Возвратно-поступательное перемещение тяги 3 обеспечивается резьбовым соединением ее со шлицевым валиком 2, получающим вращательное движение от головки электромеханического зажима инструмента 1. На конце тяги 3 имеется Т-образная головка, которая соединяется с Т-образным пазом захвата 4, ввернутого в оправку с фрезой.
Установка фрез на оправках производится в зависимости от их размера и вида (рис. 31).
Захват 1 (рис. 31) должен быть установлен таким образом, чтобы Т-образный паз захвата был перпендикулярен ведущим пазам оправки или фрезы 3 и выдержан размер 43 ± 1,5 мм.
Номенклатура оправок и переходных втулок, поставляемых с станком, приведена в разделе 3 «Комплект поставки».
Закрепление фрезерной оправки в шпинделе осуществляется в следующей последовательности: оправку с фрезой вставить в конусное отверстие шпинделя и путем поворота на угол 90° соединить с головкой тяги 2. Перевести переключатель 3 (рис. 13) в положение «Зажим инструмента». При этом оправка с фрезой втягивается в шпиндель. Окончание зажима определяется по прощелкиванию кулачковой муфты механизма.
При отжиме инструмента необходимо: выключить шпиндель кнопкой 9 или 39 (рис 13) и проследить, чтобы шпиндель остановился. Перевести переключатель 3 в положение «Отжим инструмента» и держать до тех пор, пока фрезерная оправка не выйдет из шпинделя на длину не более 15… 20 мм, т.е. оправка должна расцепиться с ведущими шпонками шпинделя.
При большем перемещении оправки валик 2 (рис. 30) может полностью вывернуться из тяги 3. Тогда при зажиме инструмента тягу нужно поджать вдоль оси, чтобы резьбовой конец валика ввернулся в резьбовое отверстие тяги ВНИМАНИЕ! ПРИ ПЕРВОНАЧАЛЬНОМ ВКЛЮЧЕНИИ ШПИНДЕЛЯ НЕОБХОДИМО ПРОИЗВЕСТИ ЗАЖИМ ИНСТРУМЕНТА.
Зажим инструмента производить при установленном на лимбе числе оборотов шпинделя станка не более 400, При проверке вращения шпинделя без инструмента необходимо произвести холостое втягивание тяги 3 до прощелкивания кулачковой муфты, имитируя зажим инструмента, в противном случае шпиндель включаться не будет. Для концевых фрез с коническим хвостовиком, имеющим конус Морзе 5, применяется втулка переходная с конусностью 7:24 (рис. 32).
Установочный чертеж фрезерного станка 6Т83Ш
Установочный чертеж фрезерного станка 6Т83Ш
Ремонт фрезерного станка 6Т83Ш
Осмотр станка
- Наружный осмотр станка(без разборки для выявления дефектов) состояния и работы станка в целом ипо узлам;
- Осмотр и проверка состояния механизмов привода главного движения и подач;
- Регулирование зазоров ходовых винтов стола;
- Регулирование подшипников шпинделя;
- Проверка работы механизмов переключения скоростей и подач;
- Регулирование механизмов включения кулачковых муфт и подач и фрикционной муфты ускоренного хода;
- Регулирование клиньев стола, салазок, консоли и хобота;
- Осмотр направляющих, зачистка забоин и задиров;
- Подтяжка ослабевших крепежных деталей;
- Проверка исправности действия ограничительных кулачков;
- Проверка состояния и мелкий ремонт систем охлаждения и смазки;
- Проверка состояния и ремонт оградительных устройств;
- Выявление деталей, требующих замены при ближайшем ремонте (начиная со второго малого ремонта);
Малый ремонт станка
- Частичная разборка узлов;
- Промывка всех узлов;
- Регулирование или замена подшипников качения;
- Зачистка заусениц и забоин на зубьях шестерен, сухарях и вилках переключения;
- Замена и добавление фрикционных дисков муфты ускоренного хода (начиная со второго ремонта);
- Пришабривание и зачистка клиньев и планок;
- Зачистка ходовых винтов и замена изношенных гаек;
- Зачистка забоин и задиров направляющих и рабочей поверхности стола;
- Замена изношенных и сломанных крепежных деталей
- Проверка и регулирование механизмов включения скоростей и подач;
- Ремонт систем смазки и охлаждения;
- Испытание станка на холостом ходу, проверка на шум, нагрев и точность по обрабатываемой детали.
Средний ремонт станка
- Узловая разборка станка;
- Промывка всех узлов;
- Осмотр деталей разобранных узлов;
- Составление дефектов ведомости;
- Регулирование или замена подшипников шпинделя;
- Замена или восстановление шлицевых валов;
- Замена изношенных втулок и подшипников;
- Замена дисков и деталей фиксатора фрикционной муфты ускоренного хода;
- Замена изношенных зубчатых колес;
- Восстановление или замена изношенных ходовых винтов и гаек;
- Пришабривание или замена регулировочных клиньев;
- Ремонт насосов и арматуры систем смазки и охлаждения;
- Исправление шабрением или шлифованием поверхностей направляющих, если их износ превышает допустимый;
- Окраска наружных поверхностей станка;
- Обкатка станка на холостом ходу (на всех скоростях и подачах) с проверкой на шум и нагрев;
- Проверка станка на точность и жесткость по ГОСТ 17734—72.
Капитальный ремонт станка
Капитальный ремонт производится с полной разборкой всех узлов станка, по результатам которой в обязательном порядке составляется дефектно-сметная ведомость. В результате ремонта должны быть восстановлены или заменены все изношенные узлы и детали станка, а также восстановлена его первоначальная точность, жесткость и мощность. Характер и объем работ при данном виде ремонта определяются для конкретных условий эксплуатации единой системой планово-предупредительного ремонта.
Базовые сведения о станке
6Т83Ш относится к горизонтальным станкам консольного типа и широкого спектра применения (на что указывает буква Ш в обозначении марки). Благодаря наличию консоли, на агрегате можно обрабатывать:
- Горизонтальные и вертикальные поверхности.
- Пазы и выступы различной формы и размеров.
- Углы и кромки на заготовках.
- Рамки деталей.
Главная конструктивная особенность данного станка – наличие поворотной консоли двух шпинделей – вертикального и горизонтального. Благодаря этим факторам реализуется поворот стола с заготовкой в вертикальном направлении, что экономит время, затрачиваемое на подготовительные переходы, и облегчает контроль оператора за ходом процесса. Кроме того, возможно выполнение не только фрезерных операций, но также долбления, строгания и подрезки кромок.
Пределы использования станка по мощности и силовым параметрам, а также последовательность формообразования металла рассчитываются по трем параметрам – скорости и глубине резания, а также по величине подачи поворотного стола относительно инструмента.
Скорость фрезерования определяется числом оборотов фрезы в минуту и её диаметром. Глубина резания зависит от физико-механических характеристик металла заготовки. Подача согласовывается с конструкцией инструмента (числом зубьев фрезы) и с желаемой производительностью фрезерования. Учитывается также стойкость фрез, которые обычно изготавливают из таких марок инструментальной стали как Р6М5, Р6М5К5 (обработка заготовок простой формы из обычных углеродистых сталей) или Р9М4К8, Р12Ф3К6, Р12Ф2М3К8 – для фрезерования легированных и специальных сталей с повышенной прочностью.
Термопреобразователи (датчики температуры) разработаны для непрерывного измерения температуры рабочей среды. В качестве контролируемого объекта могут выступать: пары, различные жидкости, газы, сыпучие материалы, химически активные вещества (инертные к материалу корпуса датчика).
От выпускавшихся советскими станкостроительными предприятиями станков 6Р83Ш с примерно аналогичными характеристиками рассматриваемая модель отличается более скоростным приводом перемещения рабочего стола и увеличенным диапазоном скоростей вращательного движения шпинделя. Это позволяет экономить общее время обработки, особенно при фрезеровании сложных полостей, в таких деталях, как штампы, пресс-формы, станины промышленного оборудования.