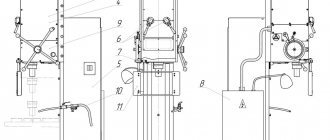
Схема кинематическая фрезерного станка 676П
Кинематическая схема фрезерного станка 676П
Цепь главного движения
От электродвигателя 1 мощностью 2,2 кВт движение передается на вал 1 при помощи клиноременной передачи 2—3. От вала 1 через коробку скоростей вращение передается барабанной шестерне 20, затем на вал горизонтального шпинделя VI.
Вал вертикального шпинделя VIII получает вращение от вала VI через коническую 22—23 и цилиндрическую 24—25 пары.
Различные положения блоков шестерен коробки скоростей (7-6, 5—4, 14—15, 19—18) позволяют сообщать горизонтальному и вертикальному шпинделям шестнадцать различных скоростей.
Цепь подач
Все подачи станка (стола в вертикальном и продольном направлениях, шпиндельной бабки в поперечном направлении) осуществляются механически и вручную. Кроме того, для всех направлений предусмотрено ускоренное перемещение.
Самостоятельного привода подач в станке нет. Механизмы подач получают вращение от главного привода (вал 1 коробки скоростей) через коробку подач. С последнего вала коробки подач XIII при помощи цепных передач 50—62, 51—53 вращение передается механизмам подач стола и шпиндельной бабки.
Вертикальные подачи стола осуществляются следующим образом: от вала XVII через коническую пару 63—64 получает вращение вал XVIII. На винт XXIII вертикального перемещения прямое вращение передается через шестерни 65—77, а обратное – через шестерни 74—75—76. Так как винт закреплен в суппорте, стол получает перемещение вверх или вниз.
Ручное вертикальное перемещение осуществляется маховиком, сидящим на валу XXV, через конические пары 80—81 и 78—79. Продольные подачи влево и вправо осуществляются переключением муфты на валу XIX, при этом вращение передается через шестерни 66—65 и 74—75—67 на вал XIX, через коническую пару 68—69 на вал XX, а затем через шестерни 70—71 на вал винта XXI.
В случае переключения муфты на валу XIV механизм поперечной подачи шпиндельной бабки сообщает прямое или обратное вращение гайке 59, связанной с винтом поперечной подачи, причем шпиндельная бабка перемещается вперед или назад.
Вручную шпиндельная бабка перемещается маховиком с помощью конической пары 55—56 или 56—57.
Ускоренные перемещения осуществляются сцеплением муфты на валу XVII с муфтой цилиндрического колеса 49. Таблицы механизмов главного движения и подач приведены в табл. 5 и 6.
Возможности оборудования
Фрезерный станок 676П позволяет проводить фрезерование деталей при помощи цилиндрических, фасонных и дисковых фрез. Этот универсальный инструмент может оснащаться двумя типами шпинделей:
- поворотно-вертикальный шпиндель. Позволяет использовать торцевую и шпоночную фрезы,
- горизонтальный шпиндель. Работает с фасонными, дисковыми и цилиндрическими фрезами.
Комплектация двумя видами шпинделей отличает данный станок от других устройств, представленных на рынке. Эта особенность позволила инструменту завоевать популярность в семидесятых и восьмидесятых годах прошлого века. Благодаря ней устройство востребовано и в среде современных мастеров.
Важной характеристикой является возможность одновременного функционирования сразу двух шпинделей. При помощи фрезерного станка СФ 676 (более поздняя модель, имеющая незначительные отличия от предыдущего агрегата), кроме фрезерования, можно также проводить следующие операции:
- сверление,
- растачивание,
- зенкерование.
Инструмент позволяет:
- обрабатывать наружные и внутренние поверхности деталей и тела вращения, при помощи метода обточки,
- нарезать пазы, уступы,
- обтачивать шлицы на валах,
- формировать зубчатые колеса.
Высокая точность фрезерного станка 676П (относится к категории «Н») позволяет использовать его как в бытовых условиях, так и на мелкосерийных производствах. Инструментальные цехи машиностроительных заводов также активно оснащаются данным инструментом.
Особенности конструкции
Станок признан широкоуниверсальным благодаря наличию двух шпинделей – горизонтального и вертикального, а также большого количества различных принадлежностей к станку. Основание станка выполнено из чугуна и обеспечивает устойчивость оборудования с поглощением возникающих вибраций. Особенности конструкции позволяют работать как с мелкими заготовками, так и с деталями длиной до 80 см. При этом станок отличается небольшими габаритами и его можно установить в небольшом цеху.
Коробка скоростей шпинделя
Механизм перевода скоростей базируется спереди основания коробки. При максимально вертикальном положении ручки происходит разведение дисков, имеющих отверстия. Если диски нужно свести в обратное положение – ручку опускают вниз.
Коробка подач
Для сохранения траектории движения шестерен используется главная шестерня, которая задействуется при включенном реверсе коробки скоростей. При этом масло подается совсем маленькими порциями.
Суппорт
Корпусная основа суппорта является механизмом по типу «ласточкин хвост». Он отвечает за движение основной рабочей зоны в двух направлениях. Вертикальное продвижение производится благодаря направляющим, которые имеются на станине. Продольное перемещение осуществляется за счет горизонтальных направляющих. Управление происходит за счет ходового вала, а последний получает движение от коробки передач.
Шпиндельная бабка
Механизм бабки шпинделя снабжен шомполом. Благодаря ему зажимается весь инструментарий станка. Для установки величины автоматического движения шпиндельной бабки существуют промежуточные опоры.
Вертикальная головка
Вертикальная головка вмонтирована в хоботную планшайбу. Конструкция имеет способность поворачиваться на 90° от вертикальной оси. Оператор может установить нулевой угол поворота при необходимости. В таком случае головку нужно зафиксировать двумя штифтами с использованием болтов с внутренними шестигранниками. Шлицы передают вращательное движение хвостовой части шпинделя, а двухрядный и роликовый подшипники служат опорой для вертикального шпинделя.
Угловой горизонтальный стол
Эта конструкция отлита из чугуна и прикреплена болтами к основной рабочей поверхности. Для прикрепления имеются Т-образные пазы – 3 штуки.
Тиски
Могут вращаться вокруг своей оси. Являются неотъемлемой конструкцией станка и могут быть дополнительно смонтированы на обоих столах, что значительно облегчает работу.
Долбежная головка
Долбежная головка вмонтирована в состав специального круглого корпуса. Сюда же входит специальный хобот, который вмонтирован в долбежную и вертикальную головки.
Станок 676. Универсально-фрезерный. Руководство по эксплуатации
Данное руководство по эксплуатации «Станок универсальный фрезерный 676» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального фрезерного станка 676
СОДЕРЖАНИЕ
Назначение Распаковка и транспортировка Фундамент, монтаж и установка Паспорт Спецификация органов управления Спецификация зубчатых колес, винтов и гаек станка Спецификация зубчатых и червячных колес, червяков, винтов и гаек принадлежностей Механика главного движения Расчет чисел оборотов шпинделей Механика подач Расчет величин подач Спецификация подшипников, качения Комплектная ведомость Краткое описание станка и принадлежностей
- Общая компоновка
- Шпиндельная бабка
- Суппорт
- Коробка скоростей
- Коробка подач
- Вертикальная шпиндельная головка
- Основание и охлаждение
- Угловой стол
- Универсальный стол
- Тиски
Круглый стол Долбежная головка Делительная головка
- Гитара к делительной головке
- Быстроходная головка
Электрооборудование станка
- Описание электросхемы
- Защита
Спецификация покупного оборудования Спецификация к схеме смазки станка Спецификация смазочных мест и элементов системы смазки принадлежностей Указания по обслуживанию системы смазки Подготовка станка к пуску Наладка станка Установка инструмента Настройка числа оборотов Настройка величины подачи Установка принадлежностей Сложное деление Таблица подбора сменных шестерен для нарезания спиралей Регулировка станка
- Коробка скоростей
- Коробка подач
- Суппорт
- Шпиндельная бабка
- Основание и охлаждение
- Вертикальная шпиндельная головка
- Круглый стол
- Делительная головка
Акт приемки станка Испытание станка на соответствие нормам точности Принадлежности и инструмент к станку Общее заключение по испытанию станка Дополнительные замечания
Скачать руководство по эксплуатации широкоуниверсального фрезерного станка 676 в хорошем качестве можно по ссылке расположенной ниже.
Технические характеристики
Особенности конструкции влияют на основные технические характеристики оборудования:
- показатели вращения горизонтального шпинделя – 50–1630 об/мин;
- параметры движения вертикального шпинделя – 63–2040 об/мин;
- скоростей шпинделя – 16;
- максимальное продвижение вертикального шпинделя по оси – 8 см;
- расстояние от оси горизонтального шпинделя до рабочей поверхности – 8–46 см;
- от торца вертикального шпинделя до рабочей горизонтальной поверхности – 0–38 см;
- максимальный ход стола вдоль – 45 см;
- по вертикали – 38 см.
1 деление лимба равно 0.05 мм. Масса станка чуть больше тонны (1050 кг).
Проверка работоспособности
Этот процесс начинают с прогонки оборудования на минимальной скорости, постепенно увеличивая ее до максимального показателя. На основной рабочей передачи вращения станок должен проработать не менее двух часов, при этом шпиндельные опоры не могут подвергаться нагреву свыше 50 градусов.
После проверки агрегата на холостых оборотах, он подвергается нагрузке. Фрезер должен проработать на предельном режущем усилии в режиме кратковременной 25-процентной перегрузке. При нормальной работе в таком режиме не наблюдается появление вибраций и сохраняется высокая точность обработки.
Технические характеристики фрезерного станка 676П
| Наименование параметра | 676П | 67К25ПР |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Размеры горизонтального (углового) стола, мм | 250 х 800 | 320 х 800 |
| Размеры вертикального стола, мм | 250 х 630 | 250 х 630 |
| Максимальная масса обрабатываемой детали, кг | 100 | 350 |
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 80..460 | 45..595 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..380 | 10..490 |
| Вылет оси вертикального шпинделя, мм | 125..375 | 165..485 |
| Наибольший продольный ход стола (X), мм | 400 | 400 |
| Наибольший ход шпиндельной бабки вертикального шпинделя (Y), мм | 250 | 320 |
| Наибольший вертикальный ход стола (Z), мм | 380 | 450 |
| Вертикальный и горизонтальный шпиндели | ||
| Частота вращения горизонтального шпинделя, об/мин | 50..1630 | 40..2000 |
| Частота вращения вертикального шпинделя, об/мин | 63..2040 | 40..2000 |
| Количество скоростей шпинделя | 16 | 18 |
| Цена деления лимбов, мм | 0,05 | 0,02 |
| Цена деления линеек, мм | 1,0 | |
| Конус горизонтального и вертикального шпинделей | Морзе 4 | |
| Пределы подач шпиндельной бабки, мм/мин | 13..395 | 10..1000 |
| Количество подач шпиндельной бабки | 16 | б/с |
| Ускоренный ход шпиндельной бабки, м/мин | 0,9 | |
| Максимальное усилие подачи бабки, Н | 9500 | |
| Максимальный допустимый крутящий момент на шпинделе горизонтальном/ вертикальном, Нм | 230/ 82 | |
| Зажим-отжим инструмента | Ручной | Механиз |
| Торможение шпинделя | нет | |
| Вертикальная фрезерная головка | ||
| Наибольшее осевое перемещение вертикального шпинделя, мм | 60 | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±90 | ±90 |
| Масса вертикальной фрезерной головки, кг | 70 | |
| Угловой горизонтальный стол | ||
| Количество подач стола в продольном и вертикальном направлении | 16 | б/с |
| Пределы продольных и вертикальных подач стола (X. Y), мм/мин | 13..395 | 10..1000 |
| Ускоренный ход стола в продольном и вертикальном направлении, мм/мин | 935 | 1800 |
| Максимальное усилие подачи стола, Н | 9500 | |
| Число Т — образных пазов | 5 | 5 |
| Масса углового горизонтального стола | 105 | |
| Угловой универсальный стол | ||
| Размеры горизонтального универсального стола, мм | 200 х 630 | 200 х 630 |
| Наибольший угол поворота в горизонтальной плоскости, град | ±20 | ±20 |
| Наклон длинной стороны, град | ±45 | ±45 |
| Наклон короткой стороны, град | ±30 | ±30 |
| Масса углового горизонтального стола | 55 | |
| Стол круглый горизонтально-вертикальный | ||
| Диаметр планшайбы стола, мм | 250 | 250 |
| Габаритные размеры, мм | 345 х 330 х 110 | 338 х 485 х 140 |
| Масса круглого стола | 60 | |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 2 | 4 |
| Электродвигатель главного привода, кВт | 2,2 | 3 |
| Электродвигатель привода подач, кВт | — | 1,3 |
| Электродвигатель смазки и зажима инструмента, кВт | — | 0,55 |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, кВт | 2,32 | 4,97 |
| Габариты и масса станка | ||
| Габариты станка (длина х ширина х высота), мм | 1282 х 1215 х 1780 | 1685 х 1655 х 1865 |
| Масса станка, кг | 910 | 1350 |