Специфика изготовления деталей некоторых типов предполагает, что ось вращательного движения обрабатываемой заготовки должна располагаться в вертикальной плоскости. Такой принцип обработки является более удобным для деталей, которые отличаются значительными диаметром и массой, но при этом, имеют небольшую длину.
К таким деталям, в частности, относятся фланцы, диски, маховики, шестерни, колеса и т.п. Именно для обработки таких деталей и было разработано металлорежущее оборудование карусельного типа, одним из ярких представителей которого является токарно-карусельный станок 1512.
История создания и производства
Несмотря на то, что токарно-карусельный станок 1512 пользуется большой популярностью и в наше время, производиться он начал достаточно давно, в тридцатых годах прошлого века. Разработкой данного станка, наряду с аналогичным оборудованием других моделей, занимался коллектив Краснодарского станкостроительного завода имени Г.М. Седина, основанный еще в 1911 году.
Долгое время, этот завод являлся флагманским предприятием по разработке и производству токарных станков карусельного типа. Оборудование, производимое на этом предприятии, активно поставлялось не только во все республики бывшего Советского Союза, но и во многие страны мира, многие из таких станков успешно используются по своему прямому назначению и в наше время.
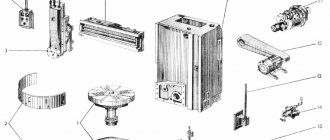
Составные части
Составные части станка 1516
Компоновка станка классическое для одностоечных станков карусельного типа. В его составе находятся следующие части:
- планшайба;
- защитный кожух;
- узел вертикальный (суппорт);
- пульт управления (для удобства размещен на подвесе);
- противовес пульта;
- поперечина;
- привод поперечины;
- станина;
- ручной привод вертикального узла;
- коробка подач вертикального суппорта;
- коробка скоростей;
- кожух ременной передачи;
- привод подачей;
- станция смазки;
- узел горизонтальный (суппорт);
- коробка, образующая подачи для бокового суппорта.
Технические параметры и характеристики
Токарно-карусельный станок 1516 технические характеристики, которого отражают следующие параметры:
- максимально допустимый размер детали – 1600 мм;
- допустимый размер высоты детали во время обработки – 1000 мм;
- допустимый вес детали, устанавливаемой на планшайбу – 6300 кг;
- планшайба, размер для установки детали – 1400 мм;
- количество переключаемых скоростей – 18;
- с какими скоростями вращается стол – min 5 мин-1, max 250 мин-1;
- количество подач для каждого суппорта – 18;
- диапазон подач – 0,03-12,5 мм/об;
- усилие резания, max – 44100 Н;
- диапазон установочных скоростей – min 5 мм/мин, max 1800 мм/мин.
Суппорт вертикальный
- длина смещения по горизонтали – 950 мм;
- длина смещения по вертикали – 700 мм;
- угол смещения — 45;
- отверстия под инструмент – 70Н7 мм;
- габариты державки, ШхВ – 25х40 мм.
Поперечина
- длина перемещения – 660 мм;
- скорость движения – 400 мм/мин;
- блокировка перемещений – Есть;
- выключатели безопасности (конечники) – Есть.
Внешний вид станка 1516
Параметры электрических элементов
- питающая сеть, ток — трехфазный переменный;
- мощность электродвигателей:
- главного — 30000 Вт;
- суппорта — 3000 Вт;
- поперечины — 2000 Вт;
- станции смазки — 800 Вт.
Описание корпуса и конструкции
Токарно-карусельный станок 1512 относится к категории токарно-карусельного оборудования, об этом, в част ности, говорят цифры в обозначении его модели:
- 1 – обозначение группы оборудования (токарная);
- 5 – тип оборудования (карусельный);
- 12 – показатель максимального значения диаметра заготовки, которая может обрабатываться (1250 мм).
Конструкция токарно-карусельного станка 1512 является классической для оборудования подобного типа и состоит из ряда типовых элементов.
Габариты
Учитывая технические возможности токарно-карусельного станка 1512, становится понятным, почему его габариты и вес являются весьма значительными. Так, данные характеристики станка соответствуют следующим показателям:
- Габариты оборудования – 2750х2975х4100 мм.
- Масса токарно-карусельного станка 1512 без учета веса БС – 15 500 кг.
- Масса токарно-карусельного станка 1512 с учетом веса ВС – 16 500 кг.
Расположение органов управления
Органы управления токарно-карусельного станка 1512 эргономично расположены на его лицевой части, на подвесной панели и на его инструментальных узлах. К таким органам, в частности, относятся:
- Рукоятка, предназначенная для фиксации резцовой головки бокового суппорта (БС).
- Винт, обеспечивающий крепление оправки режущего инструмента в соответствующих гнездах револьверной головки.
- Винт, фиксирующий ползун вертикального суппорта (ВС).
- Гайки, предназначенные для фиксации поворотных салазок ВС.
- Рукоятка для подключения к электрической сети.
- Рукоятка, предназначенная для фиксации траверсы (поперечины).
- Кнопки для включения движения поперечины в направлении, «вверх» и «вниз».
- Квадрат червяка, отвечающего за поворотные движения ползуна ВС.
- Винт, фиксирующий ВС .
- Маховик, при помощи которого ползун ВС можно перемещать в вертикальном направлении.
- Маховик, при помощи которого ВС можно перемещать в горизонтальном направлении.
- Пульт управления подвесного типа.
- Винт, предназначенный для фиксации ползуна БС.
- Винт для обеспечения фиксации самого БС.
- Маховик, при помощи которого ползун БС можно перемещать в горизонтальном направлении.
- Маховик для обеспечения перемещения самого БС в вертикальном направлении.
Основным органом, предназначенным для управления токарно-карусельным станком 1512, является подвесной пульт, при помощи кнопок и переключателей, расположенных на его лицевой панели, можно выполнить следующие действия:
- Полностью остановить работу токарно-карусельного станка 1512.
- С помощью сигнальной лампочки понять, что в главном приводе отсутствует смазка.
- Остановить работу главного привода.
- Запустить работу главного привода.
- Включить и отключить работу тормоза, фиксирующего ВС.
- Выполнить поворот инструментальной головки и зафиксировать в ее гнездах используемый инструмент.
- Переключить значение рабочих подач, а также установочных подач ВС.
- Переключить направление движения ВС.
- При помощи сигнальной лампы понять, что ВС находится в действии.
- Включить и выключить лампы, освещающие рабочую зону.
- При помощи сигнальной лампы понять, что БС находится в действии.
- Переключить направление движения БС.
- Установить требуемое значение подачи, а также установочных перемещений БС.
- Включить или выключить тормоз, фиксирующий БС.
- Установить требуемое значение числа оборотов планшайбы в минуту.
- Включить или выключить ступенчато-постоянную скорость, с которой осуществляется резание.
- Запустить вращение планшайбы или остановить его.
- Запустить толчковый пуск планшайбы или отменить его.
Таким образом, органы управления токарно-карусельного станка 1512 дают возможность не только запускать в действие все его узлы, но также частично контролировать их техническое состояние.
Составные части
Основными элементами, из которых состоит конструкция токарно-карусельного станка 1512, являются.
Стойка
Это массивная пустотелая конструкция из чугуна, именно на ней крепятся все детали и узлы токарно-карусельного станка 1512.
Рабочий стол
Этот узел токарно-карусельного станка 1512, состоящий из планшайбы с установленным на ней шпинделем, приводного устройства и двух опор с подшипниками. Центрирование платформы рабочего стола обеспечивается роликовыми подшипниками, кроме этого, именно они принимают на себя радиальные усилия, возникающие при обработке деталей.
Осевые нагрузки, которые формируются весом заготовки и силами резания, воспринимает на себя направляющая скольжения кольцевого типа, которая оснащенная устройством централизованной смазки.
Для выбора радиальных зазоров, если они появляются в опорах рабочего стола, в их конструкции предусмотрены внутренние кольца с конической поверхностью, которые подтягиваются при помощи регулировочных гаек. Передача крутящего момента от ведущего вала планшайбе обеспечивается цилиндрической косозубой передачей, связанной с приводом главного движения.
Коробка скоростей
Данный узел токарно-карусельного станка 1512 отвечает за передачу крутящего момента от приводного двигателя шпинделю, установленному на рабочем столе. Кроме этого, при помощи данного узла устанавливают необходимую окружную скорость шпинделя станка.
Конструкция коробки скоростей включает в себя шесть валов со свободно сидящими на них шестернями, что и позволяет обеспечивать регулировку скорости вращения выходного вала. Приведение в зацепление шестерней определенного диаметра обеспечивается за счет муфт электромагнитного типа, включаемых дистанционно.
Вертикальный суппортный узел
Именно он обеспечивает в процессе обработки вертикальное и горизонтальное перемещение инструмента. Он оснащен револьверной головкой, в которой может быть одновременно установлено до пяти инструментов.
Вертикальное перемещение обеспечивается за счет его направляющих, а горизонтальное – за счет направляющих, установленных на поперечине или траверсе, она, в свою очередь, также может перемещаться в вертикальной плоскости по своим собственным направляющим. На поперечине крепится коробка подач, отвечающая за горизонтальное перемещение инструментов.
Вертикальное перемещение поперечины обеспечивает отдельный привод, оснащенный электродвигателем. Отдельным электроприводом и червячным механизмом оснащена и револьверная головка, за счет чего и обеспечивается смена занимаемых ею позиций. На токарно-карусельном станке 1512 можно обрабатывать поверхности конического типа, что обеспечивается тем, что его суппорт может поворачиваться в обе стороны на угол до 45 градусов.
Боковой суппорт
Оснащенный 4-позиционным резцедержателем, дублирует ортогональные движения вертикального суппорта. Такое решение реализовано для того, чтобы в каждой конкретной схеме обработки детали уменьшить упругие деформации, возникающие в инструментальной системе, а также увеличить производительность оборудования за счет его возможности выполнять параллельное функционирование одновременно двух силовых узлов.
Так, боковой суппорт, у которого величина вылета инструмента в процессе обработки сохраняется постоянной, более оптимально использовать при наружном точении высокой заготовки. Использование же вертикального суппорта целесообразно, когда необходимо обработать центральное отверстие или выполнить подрезание торцевой поверхности заготовки значительного диаметра.
Коробка подач
Это два приводных узла – по одному для каждого из суппортов. Конструкции данных узлов, которые совершенно идентичны между собой, включают в себя группу валов с установленными на них зубчатыми передачами, а также несколькими электромагнитными муфтами.
Приводом для данного узла служит вал, он жестко связан со шпинделем рабочего стола при помощи нескольких зубчатых передач. На выходе коробки подач установлены два вала, один из которых отвечает за горизонтальное перемещение суппорта, второй – за вертикальное.
Активация требуемых подач обеспечивается путем выбора одного из сочетаний шестерен, а для ускоренного перемещения инструментальных узлов используются отдельные электродвигатели. В коробке подач токарно-карусельного станка 1512 реализована возможность осуществлять перемещение его суппортов и вручную, для чего используется несколько маховиков. Данный узел станка позволяет обеспечивать получение 18 рабочих подач и создавать столько же ускоренных перемещений.
Назначение и область применения
Цифры в маркировке имеют следующую расшифровку, если опираться на отечественный классификатор:
- 1 – отнесение к определённой группе оборудования. В данном случае она токарная.
- 5 – тип машины. Она карусельная.
- 12 – характеристика, описывающая размеры. 1250 миллиметров – предельный размер детали для обработки.
У названия «карусельный» своя история. По сути, термин обозначает, как устроена установка. К главным частям относят планшайбу с элементами зажима. Вращение вокруг вертикальной оси делает устройство похожим на одноимённые аттракционы. Лоботокарный тип станков ближе всего по свойствам из конкурентов. Отличаются шпинделем с традиционным расположением по горизонтали. Паспорт это подтверждает.
Назначение обоих типов приспособлений – точение деталей с небольшой длиной. Но именно карусельная разновидность обладает широким набором преимуществ.
- Качественное закрепление составных компонентов и деталей.
- Удобная загрузка заготовок.
- Шпиндель не подвергается изгибающим усилиям.
- Обработка может быть более протяжённой по времени. 1 – параметр соотношения между высотой и диаметром.
Из недостатков отмечают возможные сложности с удалением стружки. Диаметральные измерения так же для многих оказываются неудобными.
Технические характеристики
Полную информацию по техническим характеристикам токарно-карусельного станка 1512 содержит его паспорт, но даже ключевые параметры дают возможность понять, какими возможностями оно обладает:
| Наименование параметра | 1512 | 1516 |
| Основные параметры | ||
| Наибольший диаметр изделия, обрабатываемого вертикальным и боковым суппортами, мм | 1250 | 1600 |
| Наибольшая высота обрабатываемого изделия, мм | 1000 | 1000 |
| Диаметр планшайбы, мм | 1120 | 1400 |
| Наибольшая масса устанавливаемого изделия, кг | ||
| при 5—80 оборотах планшайбы в минуту | 3200 | 6300 |
| при 100 оборотах планшайбы в минуту | 3000 | |
| при 125 оборотах планшайбы в минуту | 2700 | |
| при 160 оборотах планшайбы в минуту | 1900 | |
| при 200 оборотах планшайбы в минуту | 1300 | 2400 |
| при 250 оборотах планшайбы в минуту | 1000 | |
| Вертикальный суппорт | ||
| Наибольшее горизонтальное перемещение, мм | 775 | 950 |
| Наибольшее вертикальное перемещение, мм | 700 | 700 |
| Цена деления лимба горизонтального и вертикального перемещения, мм | 0,05 | 0,05 |
| Горизонтальное и вертикальное перемещение за один оборот лимба, мм | 2,5 | 2,5 |
| Наибольший угол поворота ползуна суппорта, град | 45 | 45 |
| Цена деления лимба поворота ползуна суппорта, мин | 1 | 1 |
| Цена деления шкалы поворота ползуна суппорта, град | 1 | 1 |
| Диаметр отверстий револьверной головки суппорта, мм | 70А | 70А |
| Наибольшие размеры сечения державки резца (ширина х высота), мм | 25 х 40 | 25 х 40 |
| Горизонтальный суппорт (боковой) | ||
| Наибольшее горизонтальное перемещение, мм | 630 | 630 |
| Наибольшее вертикальное перемещение, мм | 1000 | 1000 |
| Цена деления лимба горизонтального и вертикального перемещения, мм | 0,05 | 0,05 |
| Горизонтальное и вертикальное перемещения за один оборот лимба, мм | 2,5 | 2,5 |
| Поперечина | ||
| Наибольшее перемещение, мм | 660 | 660 |
| Скорость перемещения, мм/мин | 400 | 400 |
| Выключающие упоры | Имеются | Имеются |
| Блокировка перемещения в процессе резания | Имеется | Имеется |
| Механика станка | ||
| Число скоростей планшайбы | 18 | 18 |
| Число оборотов планшайбы в минуту | 5 — 250 | 5 — 250 |
| Число подач суппортов | 18 | 18 |
| Вертикальные и горизонтальные подачи суппортов, мм/об | 0,03 — 12,5 | 0,03 — 12,5 |
| Наибольшее допускаемое усилие резания двумя суппортами, кгс | 4500 | 4500 |
| Скорость установочных перемещений суппортов, мм/мин | 5 — 1800 | 5 — 1800 |
| Привод и электрооборудование станка | ||
| Род тока питающей электросети | Переменный трехфазный | Переменный трехфазный |
| Электродвигатель привода главного движения: | ||
| Мощность, кВт | 30 | 30 |
| Частота вращения, об/мин | 1460 | 1460 |
| Электродвигатель установочных перемещений суппортом: | ||
| мощность, кВт | 3 | 3 |
| Частота вращения, об/мин | 1365 | 1365 |
| Электродвигатель перемещения поперечины: | ||
| мощность, кВт | 2 | 2 |
| Частота вращения, об/мин | 900 | 900 |
| Электродвигатель смазки: | ||
| мощность, кВт | 1,5 | 1,5 |
| Частота вращения, об/мин | 1450 | 1450 |
| Электродвигатель поворота и зажима револьверной головки: | ||
| мощность, кВт | 0,8 | 0,8 |
| Частота вращения, об/мин | 1450 | 1450 |
| Габарит и масса станка | ||
| Габарит станка (длнна х ширина х высота), мм | 2750 х 2975 х 4100 | 3170 х 3030 х 4100 |
| Масса станка, кг | 16 500 | 20 000 |
Электрическая схема
Вся система электрооборудования токарно-карусельного станка 1512 размещена в специальной нише в его корпусе. Основными функциями, за выполнение которых отвечает данная система, являются:
- управление работой планшайбы;
- пуск токарно-карусельного станка 1512 в рабочем, а также в толчковом режиме;
- изменение скорости вращения планшайбы и обеспечение постоянной скорости резания при обтачивании торцовых поверхностей посредством верхнего суппорта;
- остановка планшайбы;
- выбор значения величины рабочей подачи и ее включение;
- выбор значения, включение и выключение установочных перемещений.
За выполнение вышеперечисленных функций токарно-карусельного станка 1512, отвечают электродвигатели, конечные выключатели и другие электрические органы управления. Так, на станке данной модели установлен следующий комплект приводных электродвигателей:
- двигатель, отвечающий за работу главного привода станка;
- двигатель, приводящий в действие масляный насос;
- двигатель, приводящий в движение поперечину (траверсу);
- двигатель, отвечающий за установочные перемещения, совершаемые верхним и боковым суппортом;
- двигатель, обеспечивающий работу системы смазки.
Для работы токарно-карусельного станка 1512 используются величины напряжения со следующими значениями:
- 380В – питание основных силовых цепей;
- 110В – питание электродвигателей однофазного типа и катушек магнитных пускателей;
- 36В – питание двигателя, отвечающего за схему выбора шагового искателя;
- 24В – питание ламп, отвечающих за освещение, а также электрических цепей электромагнитных муфт;
- 90В – питание катушек, установленных в шаговом искателе.
Кинематическая схема
Кинематическая схема токарно-карусельного станка 1512 содержит в себе следующие цепи:
- скоростного движения;
- подач, совершаемых ВС;
- подач, совершаемых БС;
- быстрого или установочного передвижения суппортов и поперечины (траверсы).
Цепь скоростного движения отвечает за передачу требуемой частоты вращения планшайбе токарно-карусельного станка 1512. В состав этой цепи входит электродвигатель, приводящий в движение клиноременную передачу, и набор передвижных зубчатых блоков, входящих в состав коробки скоростей. Переключение скоростей вращения планшайбы, число которых теоретически может доходить до 24 (практически – 18), осуществляется за счет задействования электромагнитных муфт.
Коробки подач суппортов отличаются одинаковой кинематикой, они напрямую подключены к валу планшайбы, за счет чего они и работают. Конструкция этих узлов станка также состоит из набора зубчатых передач, переключаемых посредством муфт электромагнитного типа.
Ускоренное перемещение обоих суппортов обеспечивается отдельным электрическим двигателем. Также за счет отдельного электрического двигателя и двух ходовых винтов осуществляется вертикальное перемещение поперечины (траверсы) станка.
Вес станка
Масса токарно-карусельного станка 1512, в зависимости от его оснащенности дополнительными узлами, может варьироваться, но в базовой комплектации она составляет 16 500 кг. Наиболее значительно, на вес станка оказывает влияние наличие или отсутствие бокового суппорта.
Паспорт (инструкция по эксплуатации)
Устройство станка
Коробка скоростей
Взаимодействие оператора с коробкой переключения скоростей происходит посредством ручного пульта, вынесенного за пределы зоны обработки на специальном подвесном устройстве. При этом оператор имеет возможность перемещаться вокруг детали, не отрываясь от органов управления станком.
Изменение передаточных чисел на входе и выходе коробки скоростей осуществляется управляемым сцеплением шести валов с шестернями. Для обеспечения плавности передачи движения все шестерни выполнены косозубыми и находятся в постоянном сцеплении. Воздействие на шестерни происходит через электромагнитные муфты, соединенные с блоком управления. Широкий диапазон и плавность переключения передач обеспечивается различными комбинациями включения и выключения муфт.
Вместо специальных тормозных устройств в коробке скоростей для остановки вала применяется одновременное включение нескольких муфт в двух различных кинематических цепях. В зависимости от частоты вращения и массы заготовки время торможения составляет от 3 до 11с.
Из-за большой массы вращающихся частей придание закрепленной детали угловых скоростей, близких к максимальным, происходит ступенчатым изменением передаточных чисел между главным силовым электродвигателем и вертикальным шпинделем.
Станина
Станина объединяет все основные составляющие станка, обеспечивая их корректное взаимное расположение и характер движения. Соединение стола и платформы закрепления детали производится шпильками, благодаря чему обеспечивается отсутствие вибраций и жесткость стыка, что облегчает обработку деталей с высокой точностью.
СОВЕТ: При выборе расположения рабочего места станка в цеху есть смысл разместить оборудование таким образом, что бы была возможность установки массивных деталей с применением местной кран-балки.
Внутри станины расположена коробка скоростей. Под коробкой скоростей расположена емкость, используемая в качестве резервуара для смазывающего вещества, из которого питается главная система трубок подвода смазки стола и коробки скоростей.
Между планшайбой и верхней частью стола имеется развитая система канавок, служащая для отвода выходящей из корпуса стола смазки. Отвод масла работает таким образом, чтобы отходы обработки детали не попадали в зазор между двумя вращающимися поверхностями.
Между обрабатываемой деталью и оператором отсутствуют какие либо защитные щитки в пользу лучшего визуального контроля процесса резания.
На боковой стенки станины расположен шестеренчатый масляный насос, обеспечивающий подвою масла ко всем рабочим элементам через трубки.
Верхний суппорт
Конструктивно верхний суппорт включает в себя следующие составляющие: револьверную головку с держателем, линейно перемещающимся вдоль угловых салазок; поперечные салазки, расположенные снизу и совершающие перемещения вдоль поперечины по горизонтали; угловые салазки, расположенные сверху на поворотной части; приводы автоматических подач суппорта, проворота и установки револьверной головки.
Суппорт приводится в движение по горизонтальным направляющим поперечины через ходовой винт, находящийся в перманентном зацеплении с главным червячным валом коробки управления подачами.
Для устранения возникающего во время длительной работы люфта, поперечные салазки оснащены штифтами и клиньями, расположенными с обратной стороны и обеспечивающими поддержку салазок на продольных направляющих. Для регулировки расстояния между суппортом и нижней направляющей служат два демпфирующих приспособления, конструктивно представленных в виде смонтированного на игольчатом подшипнике ролика, катящегося вдоль горизонтальной поперечины.
Преимущества и недостатки
К основным токарно-карусельного станка 1512, естественно, следует отнести то, что с его помощью можно выполнять широкий перечень технологических операций. Так, используя данный станок, можно осуществлять:
- обработку отверстий с помощью инструмента стержневого типа;
- расточку отверстий как сквозного, так и ступенчатого типа;
- прорезку канавок кругового типа;
- протачивание торцов и уступов;
- точение наружных поверхностей деталей цилиндрической и конической конфигурации.
Если оснастить токарно-карусельный станок 1512 дополнительным навесным оборудованием, что возможно, то его технологические возможности становятся еще шире. Так, при использовании подобного оборудования можно выполнять:
- притирку и прикатывание с использованием роликов;
- шлифование и суперфинишную обработку;
- нарезание резьбы и глубокое сверление;
- обработку нелинейных поверхностей, в том числе, сферической конфигурации.
Если говорить о недостатках данного, то к ним можно отнести затрудненное удаление стружки и неудобство выполнения измерений диаметров обрабатываемых деталей. Кроме этого, следует учитывать, что токарно-карусельный станок 1512 отличается значительной массой, поэтому для его монтажа требуется соответствующая подготовка основания.
Кинематика станка 1516
Кинематическая схема станка сделана так, что обеспечивает требуемые частоты вращения стола и подачи рабочих органов. Применение, электромуфт дает возможность менять скорости не останавливая станка.
Для облегчения выполнения ремонта коробку скоростей сконструировали так, что поверхность ее разъема параллельна осям валов. Установить самую большую частота вращения стола невозможно. Регулировка выполняется ступенчато, поэтапно.
Коробка скоростей оснащена тормозами для хорошего торможения стола.
Кинематическая схема станка 1516
Вращение на планшайбу снимается с коробки скоростей проходя по цилиндрической и конусообразной парам колес, а потом на колесо планшайбы. Легкость вращения предоставляют пара подшипников.
Коробки, обеспечивающие подачи инструментов, согласованы с коробкой скоростей при помощи шлицевого вала. Зубчатые колоса не перемещаются по валам. Передача вращения происходит при включении электромуфт. Ускоренное перемещение обеспечивается благодаря отдельному электрическому двигателю.
Привод поперечины предоставляют две винтообразные пары. Для безопасности она ручным способом крепится. Схема управления двигателем поперечины обеспечивает его реверс для согласования параллельности с поверхностью рабочей. Сдвиг на 1 зуб обеспечивает перемещение на 0,005 мм.
Лучший видеорегистратор xiaomi 2022 года — 4 ТОП рейтинг лучших
Смена позиций револьверной головки происходит благодаря вращения вала, на котором смонтированы гильза головки, червяк и тормозная муфта. После поворота на 72 (1/5 часть окружности) упор включает микропереключатель и происходит зажим, вал крутится назад.
В инструкции по эксплуатированию можно познакомиться с методами неопасной работы на станке, сроках обслуживания, точках смазки и ее периодичности, требованиях к установке и перевозке и многое иное.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Инструкция по использованию
Перед тем, как приступить к использованию станка данной модели, следует иметь в виду, что осуществлять на нем работы могут только лица, хорошо изучившие его устройство, принцип действия и управления, а также прошедшие подробный инструктаж по технике безопасности. Кроме этого, ни в коем случае нельзя начинать использование оборудования, если на нем отсутствует кожух клиноременной передачи и ограждение планшайбы.
Есть несколько несложных правил, соблюдение которых позволит обезопасить себя при работе на токарно-карусельном станке 1512. К таким правилам, в частности, относятся:
- перед началом работы, следует проверить надежность крепления обрабатываемой заготовки;
- уборку и чистку следует проводить только при полностью выключенном станке;
- нельзя убирать стружку в процессе его работы;
- замеры обрабатываемой детали следует выполнять только после выключения вращения планшайбы;
- нельзя работать, если на нем неисправно электрооборудование;
- перед выполнением технического обслуживания станка или его ремонта, следует отключить его от электрической сети;
- нельзя оставлять на планшайбе оборудования посторонние предметы;
- при выполнении наладки и регулировки станка, следует быть очень осторожным при обращении с его подвижными механизмами.
Все основные органы управления токарно-карусельным станком 1512 расположены на его подвесном пульте. Рядом с каждым из таких органов управления нанесен символ, по которому можно легко понять их предназначение. Таким образом, если внимательно изучить станок и инструкцию по его эксплуатации, то у специалиста при работе на нем не должно возникнуть никаких проблем.
Описание гидравлической схемы карусельного станка модели 1541
Управление главным приводом станка. При установке рукоятки выбора частоты вращения планшайбы в положение, соответствующее требуемой частоте вращения, подготовляется цепь переключения электромагнитов распределителей 6, 7, 8, 9, 10. Насос 3 через фильтр 1 и обратный клапан 2 всасывает масло из гидробака и через пластинчатый фильтр 4 по линии 29 подает его к распределителю 26, который в это время выключен. Затем масло по линии 35 через игольчатый дроссель 24 попадает под поршень-фиксатор цилиндра 22 фиксации положения шестерен и поднимает поршень-фиксатор вверх, освобождая при этом штанги переключения шестерен коробки скоростей. Поднявшись вверх, поршень-фиксатор открывает доступ маслу к маслораспределителю и из него в соответствующие выбранной частоте вращения полости цилиндров переключения шестерен. Электромагниты распределителей 6, 1, 8, 9, 10 включены.
При нажатии кнопки «Пуск планшайбы» включается электромагнит распределителя 26 и масло попадает в цилиндр 13 включения фрикциона. Шток цилиндра начинает смещаться вправо до тех пор, пока не откроется сливное отверстие. Вилки фрикциона должны быть отрегулированы так, чтобы в этом положении фрикцион начал работать с проскальзыванием, вращая с «ползучей скоростью» шестерни коробки скоростей. Одновременно масло поступает в цилиндр 23 под поршень, который через рейку производит проворот шестерен коробки скоростей для облегчения переключения.
При переключении в пусковое положение распределителя 26 линия 35 включается на слив. Не удерживаемый больше давлением масла в верхнем положении поршень-фиксатор цилиндра 22 под действием пружины стремится опуститься вниз. Чтобы шестерни не встали «зуб на зуб», переключение производится при «ползучей скорости» фрикциона.
Опустившись, поршень-фиксатор цилиндра 22 фиксации положения шестерен перекрывает сливное отверстие линии 32, и пусковой фрикцион включается полностью. Одновременно перекрывается линия 34 и снимается давление с цилиндров 15, 16, 17, 18, 19, 20, 21, 25 переключения шестерен, а линия 35 включается на слив и пружина возвращает поршень цилиндра 23 в исходное положение.
При нажиме на рукоятку «Стоп планшайбы» выключается электромагнит распределителя 26 и его золотник перемещается пружиной в верхнее положение. Масло подается в цилиндр 14 тормоза и планшайба останавливается.
Дроссель 12 служит для регулировки времени включения рабочего фрикциона и тормоза. Мгновенное включение рабочего фрикциона или тормоза при переключении частоты вращения планшайбы может привести к аварии.
Дроссель 24 служит для регулировки времени опускания фиксатора. При быстром опускании фиксатор будет фиксировать тройной блок шестерен в среднем положении, не давая ему возможности переходить из одного крайнего положения в другое. В этом случае частота вращения планшайбы не будет соответствовать выбранной, а при торможении, когда фиксатор поднимается, переключение тройного блока будет продолжаться. Для предотвращения этого явления в системе предусмотрен блокировочный механизм с микровыключателем, исключающим возможность включения распределителя 26 при несоответствии положения тройного блока шестерен положению рукоятки выбора частот вращения.
Гидравлическая система станка предусматривает возможность резкого пуска и останова планшайбы при использовании двух наименьших частот вращения ее, что осуществляется при помощи распределителя 11. Этот распределитель включен при использовании всех частот вращения планшайбы, кроме указанных двух наименьших. При установке одной из двух наименьших частот вращения рукояткой выбора частот вращения и повторном включении кнопки «Пуск» планшайбы распределитель 11 выключается, и масло проходит как через дроссель 12, так и через проточки золотника распределителя 11, что обеспечивает быстрый подвод масла к цилиндру 13 включения рабочего фрикциона. При выключении планшайбы слив масла осуществляется также через распределитель 11, что обеспечивает резкий останов планшайбы.
Разжим поперечины осуществляется следующим образом: масло насосом 3 подается по линии 29 к распределителю 6, При нажатии одной из кнопок перемещения поперечины распределитель 6 включается, и масло по линии 31 поступает в цилиндр 5 зажима поперечины и производит разжим зажимных рычагов поперечины; затем конечным выключателем 5ВК включается мотор перемещения поперечины и начинается ее перемещение. По окончании перемещения двигатель выключается и одновременно с ним выключается распределитель в, прекращая доступ масла к цилиндру 5 и соединяя цилиндр 5 со сливной линией 30. Под действием пружины цилиндр возвращается в исходное положение.
Гарантия и ремонт своими руками
Организации, занимающиеся продажей нового, восстановленного или модернизированного металлорежущего оборудования, обязательно предоставляют на него гарантии. Срок такой гарантии, в зависимости от технического состояния и возраста, может составлять от 6 до 12 месяцев.
Несмотря на то, что токарно-карусельный станок 1512 является достаточно сложным, в техническом плане, оборудованием, некоторые виды его ремонта можно выполнить и самостоятельно. К наиболее распространенным из таких видов ремонта относятся:
- замена подшипников в узлах станка;
- восстановление направляющих элементов;
- замена рукавов и трубопроводов системы смазки;
- ремонт защитных ограждений;
- ремонт электрической части станка;
- замена крепежных элементов в узлах.
Естественно, что для того, чтобы ремонт подобного оборудования был выполнен качественно, специалист, проводящий его, должен обладать соответствующей квалификацией.