Функциональным предназначением станка «Корвет 401» является обработка заготовок из металла посредством их вытачивания при вращении. Однако данное оборудование позволяет вытачивать изделия и из пластика или дерева.
Рассматриваемый станок относится к классу токарно-винторезных (универсальных). А по своим масштабам его причисляют к настольным.
С его помощью можно выполнять следующие виды работ:
- производить коническое, цилиндрическое или фасонное вытачивание заготовок;
- торцевание заготовок;
- выполнять нарезку метрической резьбы;
- производить сверление и растачивание;
- снимать фаски;
- выбирать галтели.
Чтобы в патрон можно было вставить заготовки большого диаметра, в него устанавливают обратные кулачки (патрон при этом центруется самостоятельно). А для того, чтобы можно было обработать длинные заготовки, устанавливают люнет (как подвижный, так и неподвижный). Станок предоставляет широкие возможности выбора способа обработки заготовки:
- со смещением от центра вращения заготовки (для этого нужно установить планшайбу);
- вытачивание на разных частотах вращения;
- изменение скорости продольного движения суппорта;
- широкая линейка обрабатывающего инструмента.
Представляется интересным исследовать технические свойства рассматриваемого оборудования более подробно.
Краткие сведения о производителе Энкор
«Корвет» — это торговая марка оборудования, которая принадлежит . Фирма была основана в далеком уже 1992 году, и в настоящее время она является крупнейшей отечественной компанией в области производства и торговли оборудованием и обрабатывающим инструментом для него. Работа ведется в двух форматах:
Через собственные офисы-представительства компании в разных регионах России (благодаря франчайзинговой схеме работы). Через дилерскую сеть компаний, которые работают как на территории РФ, так и в странах бывшего СССР (в ближнем зарубежье).
Энкор сотрудничает с зарекомендовавшими себя производителями оборудования: в частности, заказы на производство «Корвет 401» размещаются в , Ltd, г. Шанхай. Специализацией Энкор является именно промышленное оборудование, в частности, упор делается на:
- промышленные токарные станки;
- переносные станки для обработки заготовок из дерева, металла и пластика;
- производство режущего инструмента для деревообрабатывающих операций;
- ручной инструмент;
- оснастку для станков и ручного инструмента.
Общее устройство станка по металлу
Любой токарный станок, предназначенный для обработки металлических заготовок, имеет следующие функциональные части:
- Станина, являющаяся базисом для всей станочной конструкции. На ней «заземляются» все вибрации, поэтому чем больше твердость обрабатываемых материалов, тем массивнее должна быть станина (обычно она отливается из чугуна).
- Фартук – это перемещающаяся вдоль заготовки каретка, на которой крепится суппорт с режущим инструментом. Перемещение может осуществляться как в ручном, так и в автоматическом режимах.
- Суппорт – это элемент токарного станка, где в резцедержателе закрепляется режущий инструмент. Суппорт крепится на фартуке.
- Передняя бабка – это часть станка, где крепится сам шпиндель и находится его привод (коробка скоростей и пр.)
- Задняя бабка – находится на одной условной оси с вращающимся шпинделем. Предназначена для крепления заготовки с торца через упор.
- Электрическая часть станка – это тяговый электродвигатель, а также все электрооборудование, которое располагается непосредственно рядом с передней бабкой станка.
Компоновка станка «Корвет 401» довольно стандартна, но вместе с кинематической схемой позволяет обеспечить точность в обработке деталей, соответствующую классу «Н» в течение всего эксплуатационного периода.
Для каких работ применяется
Представляется разумным более подробно осветить функциональность станка «Корвет 401». Итак:
Точение
Самым распространенным типом работ, осуществляемых на токарном станке, является вытачивание вращающихся заготовок из металла с целью придать им правильную форму и точные размеры. В зависимости от сложности движения суппорта выделяют следующие виды точения:
Цилиндрическое
При таком типе вытачивания требуется получить деталь цилиндрической формы. Это один из самых простых видов точения, когда суппорт совершает исключительно параллельное перемещение вдоль оси закрепленной заготовки, а закрепленный в резцедержателе режущий инструмент снимает с заготовки все лишнее.
Фасонное
Если в задней бабке станка закрепить образец готовой детали, а в шпинделе – заготовку, то, закрепив в резцедержателе суппорта одинаковый инструмент, можно будет производить копирование – фасонную обточку.
Резец со стороны задней бабки будет «снимать размеры» с готовой детали, а со стороны шпинделя – «сообщать» их заготовке (так как резцедержатель – это жесткий элемент станка). В этом и заключается суть фасонной обточки.
Коническое
При таком формате обточки требуется получить деталь конической формы. Это требует от суппорта перемещения сразу в двух направлениях: вдоль оси обрабатываемой заготовки и поперек.
Качественные детали конической формы удается получить только в случае наличия механизации одновременно и продольного, и поперечного перемещения суппорта. (Если же подача может осуществляться только вручную, то тогда альтернативой является обточка по шаблону).
Задняя бабка станка «Корвет 401» имеет возможность горизонтального смещения, относительно оси. Это дает возможность производить коническую обточку заготовки с помощью простого продольного перемещения суппорта.
Торцевания
Торцевание – это обработка торцевой части заготовки. Она включает в себя и отрезание заготовки по длине.
Нарезание метрической резьбы
Станок «Корвет 401» оснащен автоматическим продольным приводом суппорта, а это означает, что скорость подачи остается неизменной. При неменяющемся соотношении частоты вращения заготовки и скорости подачи есть возможность с помощью специального режущего оборудования производить нарезание метрической резьбы на цилиндрические заготовки.
Сверление
В данном случае в заднюю бабку закрепляется сверло, которое проделывает отверстие во вращающейся заготовке.
Растачивание
Под растачиванием подразумевается увеличение размеров отверстия, уже проделанного в заготовке. Растачивание может производиться несколькими способами:
- в заднюю бабку станка вставляется сверло большего диаметра;
- в заднюю бабку вставляется резец, который проходит вдоль внутренней поверхности заготовки, растачивая ее;
- расточку можно производить, задействуя резцедержатель на суппорте. Для этого нужно таким образом, расположить и закрепить инструмент, чтобы резец смог «дотягиваться» до внутренней поверхности отверстия заготовки. Здесь уже возможно производить даже фасонную расточку.
Снимание фаски
Снятие фаски осуществляется с помощью специализированных резцов, точно закрепленных в резцедержателе должным образом. В этом случае в процессе точения не требуется никаких поперечных перемещений суппорта.
Выбор галтелей
Так называется обточка скругленными резцами. Данная операция требуется для того, чтобы осуществить более плавные переходы между цилиндрами с разными диаметрами у одной заготовки.
Конструктивные особенности
Станок «Корвет 401» имеет следующие особенности, выгодно отличающие его от возможных альтернатив:
Коллекторный двигатель
Он дает станку дополнительную мощность за счет более рационального использования силы электромагнитного поля. (Контуры якорной обмотки, по которым проходит ток, не только притягивается полюсами электродвигателя, но и отталкиваются при их прохождении).
Ременная передача
Ее использование дает возможность существенно уменьшить шумность при работе станка и предохранить тяговый электромотор от риска перегрузки.
Магнитный пускатель
Питание, подаваемое на обмотку тягового электродвигателя, может иногда отключаться на малое время (по каким-либо причинам – например, в случаях перебоя со светом). В этом случае после обратного включения у обычных станков, может активироваться система запуска станка (с повышенной энергоподачей на этапе разгона якоря). У станка «Корвет 401» такая ситуация исключается, благодаря наличию магнитного пускателя.
Реверс вращения шпинделя
Позволяет производить нарезание метрической резьбы на внутренних сторонах проделываемых отверстий.
Реверс подачи каретки
Позволяет существенно поднять производительность станка, благодаря системе возврата суппорта в первоначальное положение.
Комплект сменных шестерен
Комплект сменных шестерен дает возможность нарезать метрическую резьбу практически с любым шагом.
Таблица для настройки нарезания резьбы
Для упрощения выбора подходящего инструмента «Корвет 401» имеет собственную таблицу настройки при нарезании резьбы.
Индикатор нарезания резьбы
Он необходим для точного попадания резца в ручей, оставленный при предшествующем проходе режущего инструмента.
Ласточкин хвост
«Ласточкин хвост» — это технология одновременного поперечного и продольного перемещения каретки суппорта по салазкам «ласточкин хвост» с возможностью регулировки плавности хода каретки и предотвращения какого-либо люфта.
Поворотный суппорт для конического точения деталей
Поворотный суппорт крайне востребован при вытачивании конических деталей небольшой длины.
Поддон в комплекте
Поскольку станок относится к классу настольного оборудования, он комплектуется поддоном.
Защитный кожух
Для безопасной работы имеется защитный кожух с концевым выключателем.
Расположение составных частей токарно-винторезного станка Корвет-401
Спецификация составных частей токарно-винторезного станка Корвет-401
- Передняя бабка
- Фланец шпинделя
- Трёхкулачковый самоцентрирующийся патрон
- Защитный щиток
- Кулачки патрона
- Болты крепления резца
- Резцедержатель
- Ручка фиксации резцедержателя
- Центр задней бабки
- Пиноль задней бабки
- Ручка фиксации положения пиноли в задней бабке
- Задняя бабка
- Маховик подачи пиноли задней бабки
- Гайка крепления задней бабки
- Салазки станины
- Станина
- Опора винта подачи каретки
- Ручка подачи поворотного суппорта
- Ходовой винт подачи каретки
- Суппорт поворотный
- Индикатор нарезания резьбы
- Рычаг включения автоматической подачи
- Ручка подачи поперечного суппорта
- Каретка
- Поперечный суппорт (резцовые салазки)
- Маховик ручной подачи каретки
- Колпак щеток электродвигателя
- Поддон для стружки
- Ножка резиновая
- Индикаторная таблица нарезания резьбы
- Защитный кожух гитары
- Ручка регулировки скорости
- Переключатель направления вращения шпинделя Вперед, Выключить, Назад
- Аварийный выключатель
- Рычаг переключения скорости в диапазоне Высокая, Низкая скорости
- Рычаг установки направления подачи каретки с позициями Вперед, Нейтральная, Назад
Технические характеристики
Весьма интересными представляются показатели технических характеристик токарного станка «Корвет 401»:
Основные параметры
Станок работает от сети 220-230 вольт, с частотой переменного тока в 50 Гц. Температура окружающей среды должна составлять от +1 до +35°C, относительная влажность – 80% (при уровне температуры в +25°C). Далее:
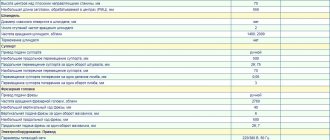
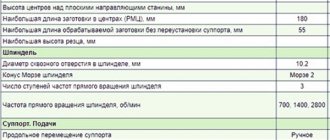
- Наибольший диаметр обрабатываемой заготовки (над станиной) – 180 мм.
- Производитель выставляет наибольшую глубину точения за 1 проход – не более 0,2 мм.
- Максимальный размер державки резца – 10х10 мм.
Коробка скоростей и шпиндель
- Диаметр отверстия (сквозного) в шпинделе составляет 20 мм.
- Набор передач обеспечивают вращение шпинделя с частотой до 1100 оборотов в минуту на 1-ой скорости и до 2500 об./мин. – на второй.
- Реверсная подача дает возможность обрабатывать заготовки с той же частотой вращения шпинделя.
- Диаметр токарного патрона составляет 80 мм. (При этом наибольшее его радиальное биение не превышает 0,01 мм).
Станок не оснащается ни блокировкой ручек регуляции, ни системой торможения шпинделя.
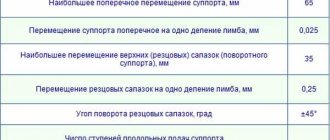
Суппорт
Продольное движение суппорта позволяет обрабатывать заготовки максимальной длиной до 300 мм. Поперечное движение суппорта – 65 мм, ход поворотного суппорта (перемещение верхних резцовых салазок) – 35 мм, угол поворота резцовых салазок – не более 45°. Все суппорты имеют механическое регулирование, однако каретка, на которой они закреплены, имеет режим автоматической продольной подачи.
Коробка подач
Станок имеет ременную передачу, что обеспечивает его малую шумность и плавный ход. В модели предусмотрено 2 скорости, при этом частота вращения на холостом ходу на первой скорости – 1100 об./мин., на второй – 2500 об./мин. Кроме того, коробка скоростей обеспечивает вращение шпинделя в обе стороны.
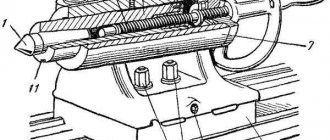
Задняя бабка
Наибольшее перемещение пиноли задней бабки станка составляет 40 мм. (Речь идет о поперечном отклонении бабки от главной оси станка – благодаря этому смещению можно вытачивать конические детали). Конус шпинделя – Морзе №3; конус задней бабки – Морзе №2.
Электрооборудование и приводы
Станок в качестве главной силовой установки имеет коллекторный электродвигатель, мощностью в 0,5 кВт, рассчитанный на напряжение 220-230 вольт и частоту переменного тока в 50 Гц. Привод вращательного момента на коробку скоростей – ременный.
Габариты и масса
Габаритные размеры станка — 850х305х320 мм. Совокупная масса станка вместе с поддоном составляет всего 38 кг.
Схема сборки токарно-винторезного станка Корвет-401
| № Код — Наименование — Количество | № Код — Наименование — Количество |
|
|
Техника безопасности
При эксплуатации настольного токарного станка категорически запрещается:
- иметь на себе не застегнутые предметы одежды, особенно на руках. Волосы должны быть убраны под головной убор;
- включать станок, не проведя его предварительное техническое обследование;
- выполнять на станке действия, не связанные с технологическим процессом обработки заготовки;
- эксплуатировать станок, центры которого имеют заметный механический износ;
- задействовать дефектный обрабатывающий инструмент;
- исправлять возникающие дефекты в электрическом шкафу станка (в его гитаре) лицам, не имеющим для этого соответствующей квалификации;
- допускать к работе третьих лиц, не ознакомленных с особенностями станка или же не имеющих соответствующей компетенции.
Отзывы и обзоры
Смотрите видео (выше) и обзоры (ниже), они часто лучше текстовых отзывов. Прочитать больше отзывов или оставить свой вы можете в комментариях к этой странице. Спасибо за ваш отзыв или оценку!
Нормальный станок. Под мои задачи самое то. Если чуть-чуть допилить нормальный помощник. Лично я не жалею, он свои деньги отрабатывает с лихвой.
Антон 11.01.2019
Оцените эту модель:
Рейтинг модели: 4.1 / 5. Количество оценок: 11
Особенности спецификации 94010
Отличительными характеристиками спецификации 94010, соответствующей модели Корвет 401, от похожих моделей Корвет 402 (спец. 94020) и Корвет 403 (спец. 94030) являются следующие:
- Максимальный диаметр обрабатываемых заготовок на 94010 меньше: 180 мм против 220 на аналогах.
- Наибольшая длина заготовки, которую можно обрабатывать на рассматриваемом станке также является самой меньшей из всех трех моделей (300 мм против 500 мм на Корвет 402 и 750 мм на Корвет 403).
- Наибольшая глубина точения за 1 проход у 94010 составляет всего 0,2 мм, а у его аналогов – 0,3 мм, максимальное сечение державки резца – у 94010 составляет 10х10 мм, а у аналогов – 13х13 мм.
- У Корвет 401 присутствует плавное изменение частоты вращения шпинделя на холостом ходу, а у его аналогов – по 6 ступеней.
- Максимальное поперечное перемещение суппорта у 94010 – 65 мм, а у рассматриваемых аналогов – 110 мм. (Перемещение верхних резцовых салазок у Корвета 401 – 35 мм, а у аналогов – 50 мм).
- В моделях Корвет 402 и Корвет 403 установлены синхронные (бесколлекторные) электродвигатели, мощностью в 0,75 кВт.
- Габаритные размеры станка Корвет 401–850х305х320 мм, а у Корвет 402–1030х480х475 (длина Корвет 403–1250 мм).
Описание работы электрической схемы токарного станка Корвет-401
Станок подключается к розетке сети 220В. 50Гц с помощью вилки с заземляющим контактом. Перед подключением необходимо проверить надёжность соединения станка с заземляющим контактом вилки.
Для включения станка необходимо:
- установить регулятор скорости в исходное положение, поворачивая его против часовой стрелки до щелчка
- освободить кнопку аварийного отключения станка SB 1, сдвинув крышку в сторону
- выбрать направление вращения кулачкового патрона переключателем SA1
- включить вращение, поворачивая регулятор скорости Р по часовой стрелке и установить требуемые обороты
Изменение частоты вращения прямо пропорционально напряжению, поступающему от преобразователя AR1.
Выключить станок можно тремя способами:
- поворачивая регулятор Р против часовой стрелки до щелчка
- нажатием кнопки аварийного отключения
- выведением подключающей вилки из розетки
В любом случае, для возобновления работы включить вращение можно только так, как было описано выше. Поэтому для временного отключения вращения пользуйтесь регулятором, плавно уменьшая частоту вращения. Кнопку аварийного отключения используйте по назначению.
От перегрузок и короткого замыкания электрооборудование станка защищено предохранителем FU1. В случае его перегорания установите аналогичный предохранитель или обратитесь в центр сервисного обслуживания.