Конструктивные особенности станка
Основная область назначения станка – фрезерование поверхностей заготовок фрезами различных форм. Станок рассчитан на установку фасонных, цилиндрических и пальчиковых режущих инструментов.
Для повышения точности обработки в конструкции предусмотрено два вида подачи: вертикальная и продольная. Помимо функции фрезерования на столе с вертикальной рабочей плоскостью можно установить угловой с горизонтальной поверхностью. Повышение функциональности возможно при монтаже дополнительных компонентов – делительной головки, фиксатора для деталей и т.д.
Конструктивные особенности, которыми обладает станок:
- станина, изготовленная из литого чугуна. Она способствует снижению уровня вибрации, повышает качество обработки и время безремонтной эксплуатации;
- функция долбления. Для ее реализации необходимо приобретение дополнительного устройства;
- наличие двух шпинделей – горизонтального и вертикального. Каждый из них обладает широким диапазоном параметров – скорости вращения, подачи и т.д.;
- классическое расположение компонентов и органов управления. Это способствует минимальному времени обучения персонала для работы на этом станке.
Еще одной особенностью оборудования является узел вертикальной шпиндельной головки. Она располагается на гибком хоботе, который позволяет выполнять обработку заготовок в труднодоступных местах.
Станок используется в мелкосерийном производстве и для комплектации мастерских. Однако его установка на предприятиях с массовым производством в настоящее время нецелесообразна из-за устаревшей конструкции и невозможности модернизации.
Паспорт станка 676. Широкойниверсального фрезерного станка
Данное руководство по эксплуатации “Станок инструментальный широкоуниверсальный фрезерный 676” содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального фрезерного станка 676.
Назначение и область применения станкаРаспаковка и транспортировка станка
- Указания по распаковке и транспортировке
- Схема транспортировки станка
Фундамент станка, монтаж, установка
- Указания по установке станка
- Установочный чертеж
Подготовка станка к первоначальному пуску Паспорт станка
- Общие сведения, основные данные
- Основные размеры и посадочные места
- Схема расположения органов управлении
- Спецификация рукояток управления
- Кинематическая схема станка
- Спецификация зубчатых и червячных колес, червяков, винтов, гаек, цепных звездочек
- Кинематическая схема механизмов управления и принадлежностей
- Спецификация зубчатых и червячных колес, червяков, винтов, гаек, цепных звездочек, реек, механизмов управления и принадлежностей……
- Механизм главного движения
- Механизм подач и кинематический расчет подач стола и горизонтальной бабки
- Схема расположения подшипников
- Спецификация подшипников качения
- Эксплуатационная характеристика станка
- Ведомость принадлежностей и инструмента
Описание станка
- Общая компановка станка
- Краткое описание углов станка
- Общие виды узлов
Паспорт электрооборудования станка
- Принципиальная электросхема
- Монтажная электросхема
- Общий вид размещения электрооборудовании
- Описание электросхемы станка
- Спецификация электроаппаратуры
Смазка станка
- Схема смазки станка
- Спецификация к схеме смазки станка
- Спецификация смазочных мест принадлежностей
- Указания по обслуживанию смазочной системы
Первоначальный пуск станка Наладка станка
Описание технических характеристик
Фрезерный агрегат обладает по-своему уникальными техническими параметрами. Рекомендуется ознакомиться с паспортом оборудования, там же указаны правила эксплуатации и техника безопасности.
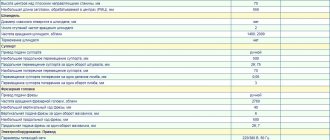
Несмотря на чугунную станину, масса станка в сборе составляет всего 900 кг. При этом его габариты позволяют установить агрегат в рабочих помещениях с ограниченным пространством. Они не превышают размеров 115*110*160 см. Еще одной особенностью является наличие электродвигателя главного привода, который может работать в двух мощностных режимах — 1,6 и 2,3 кВт.
Технические характеристики фрезерного станка ОФ-55:
- габариты столов. Горизонтального – 26*63 см; вертикального – 19,5*55 см;
- расстояние от торца шпинделя до поверхности стола – 10,5 см;
- удаление шпинделя от горизонтального стола – от 22 до 312 мм;
- максимальный вылет вертикального шпинделя – 10 см;
- максимальные показатели хода: поперечного – 15 см; продольного – 25 см; вертикального – 29 см;
- пределы частот вращения шпинделя. Горизонтального – от 42 до 2150 об/мин; вертикального – от 55 до 2450 об/мин;
- число скоростей – 12;
- количество подач рабочего стола – 12
Помимо электродвигателя главного привода в конструкции станка есть вспомогательный силовой агрегат для обеспечения работы системы охлаждения. Его мощность составляет 0,12 кВт.
С примером работы на фрезерном станке можно ознакомиться в видеоматериале:
Схема кинематическая универсального фрезерного станка ФС-250
Кинематическая схема универсального фрезерного станка фс-250
Описание кинематической схемы фрезерного станка ФС-250
Привод станка осуществляется от двухскоростного электродвигателя типа 4АМ100 S6/4Y3 мощностью N=1,8/ 2,1 кВт и частотой вращения 1000/1500 об/мин.
Движение от электродвигателя передается клиноременной передачей на приемный вал коробки скоростей и далее в двух направлениях:
- на горизонтальный и вертикальный шпиндель;
- на коробку подач и суппорт, несущий вертикальный стол.
Различные 12 значений частот вращения горизонтального и вертикального шпинделей получаются при следующих положениях коробки скоростей:
- 4-5-7-2-1-8-9-16 ⇨ 42/72 об/мин
- 3-6-7-2-1-8-9-16 ⇨ 112/170 об/мин
- 1-8-9-16 (муфты шестерен 2-3 сцеплены) ⇨ 213/310 об/мин
- 4-5-8-9-16 (муфты шестерен 7-8 сцеплены) ⇨ 310/4.80 об/мин
- 3-6-8-9-16 (муфты шестерен 7-8 сцеплены) ⇨ 745/1130 об/мин
- 2-7-8-9-16 (муфты шестерен 7-8 и 2-3 сцеплены) ⇨ 1410/2150 об/мин
Вертикальный шпиндель получает вращение от шестерен 16 горизонтального шпинделя через шестерни 1 5, 14, 13. Движение на коробку подач осуществляется втулочно-роликовой цепной передачей с ведущей звездочкой 47, сидящей на приемном валу коробки скоростей, и приемной – 46 входного вала коробки подач.
Различные подачи, “передаваемые на суппорт и вертикальный стол, получаются при следующих положениях шестерен коробки дач:
- 45-43-44-40-42-37-35-34-33-32-20-19(18) ⇨ 10/15 мм/мин
- 45-43-44-40-39-38-35-34-33-32-20-19(18) ⇨ 27/44 мм/мин
- 45-43-42-37-35-34-33-32-20-19(18) ⇨ 37/55 мм/мин
- 45-43-44-40-41-36-35-34-33-32-20-19(18) ⇨ 72/110 мм/мин
- 45-43-42-39-38-35-34-33-32-20-19(18) ⇨ 100/150 мм/мин
- 45-43-42-41-36-35-34-33-32-20-19(18) ⇨ 250/380 мм/мин
При включении шестерни 18 направление подачи меняется.
Движение на суппорт передается от ходового валика на ходовой винт 29 через шестерни 27-26 (при этом полумуфта шестерни 27 сцеплена с полумуфтой 48).
Для перемещения суппорта в обратную сторону движение от ходового валика передается через шестерни 23-22-21 на ходовой винт 29 (при этом полумуфта шестерни 23 сцеплена с полумуфтой 49).
Ручная подача вертикального стола осуществляется маховичком суппорта – маховичком 51, бабки горизонтального шпинделя -маховичком 52.
Перемещение пиноли вертикального шпинделя в корпусе вертикальной головки производится специальным ключом и квадратом 53 валика – шестерни, находящемся в зацеплении с рейкой пиноли.
Механизм подач защищается от поломок предохранительным устройством шарикового типа (полумуфта шестерни 34 и полумуфта 54) регулируемым гайкой 55.
Предохранительная муфта должна обеспечивать перемещение суппорта с установленным горизонтальным столом, нагруженным грузом 800Н, на ускоренной подаче с поочерёдно включенными рабочими подачами 10 и 380 мм/мин.
Обеспечение надежности действия защитных устройств обуславливается тем, что предохранительная муфта должна срабатывать при создании сопротивления перемещению силой 50Н, приложенной к рукоятке маховичка ручной подачи стола в вертикальной плоскости на подаче 10 мм/мин.
Описание и особенности конструкции
Агрегат снабжен двумя механическими подачами: продольной и вертикальной, а поперечная подача ручная. Вертикальная подача контролирует движение суппорта по направляющим станины. Продольная подача осуществляет движение стола по направляющим суппорта.
Универсальная модификация станка позволяет задавать обрабатываемой поверхности необходимый угол. Широкоуниверсальный станок имеет две шпиндельные головки, которые способны поворачиваться под разными углами. Вертикальный фрезерный станок снабжен валом вертикального типа.
Для работы с крупными конструкциями используется бесконсольная вертикальная конструкция. Бесконсольная горизонтальная конструкция снабжена столом, который двигается по направляющим станины.
Назначение и область применения
На оборудовании можно применять ряд фрезерных и расточных работ с высокими параметрами точности обработки деталей. На станке можно осуществлять следующие операции: сверление, рассверление, долбление, центрование, фрезерование, растачивание, развертывание, зенкерование.
Для машиностроительных предприятий и мелкосерийного производства этот станок незаменим в изготовлении деталей, плоскостей, инструментов. Из-за многоуровневой системы подач станок отличается экономичной и точной обработкой заготовок.
Технические характеристики
Особенности конструкции сказываются на всех основных технических характеристиках. На подвижном рабочем столе имеются Т-образные пазы, в которых фиксируются заготовки при помощи прихватов.
Габариты и масса
Масса станка – 900 кг. Размеры таковы, что данное оборудование легко становится в помещение практически любого размера:
- длина – 115 см;
- ширина – 110 см;
- высота – 160 см.
Вертикальный стол имеет размеры рабочей поверхности 550х195 мм.
Вертикальный шпиндель
Вертикальный шпиндель рассчитан на хвостовики фрез, имеющих конус Морзе 4. Регулируемое расстояние между торцом и столом – 22–312 мм. Другие технические характеристики вертикального шпинделя:
- расстояние от оси до торца – 100 мм;
- угол поворота головки – 45°;
- наибольшее перемещение по оси – 60 мм.
Скорость вращения вертикального шпинделя – 56–2450 об/мин.
Тиски
Тиски также имеют свои технические характеристики в зависимости от конструктивных особенностей:
- ширина х высоту губ – 150 х 140 мм;
- наибольший развод губок – 50 мм;
- максимальный угол поворота – 360°;
- деление шкалы – 1 градус.
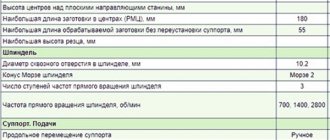
Шпиндель
Технические характеристики шпинделя:
- 12 скоростных ступеней;
- частота вращения шпинделя – 42–2150 об/мин;
- внутренний корпус шпинделя – Морзе 4;
- перемещения шпинделя на один оборот лимба – 4 мм;
- одно деление лимба – 0.025 мм.
В горизонтальной плоскости максимальное перемещение шпинделя 150 мм.
Электрооборудование
Станок питается от трехфазного переменного источника тока. Число оборотов главного привода – 1000/1500 об/мин. Мощность главного привода 1.6/2.3 кВт. Производительность насоса охлаждающей жидкости – 22 л/мин.
Электрическая схема
Кинетическая схема
Горизонтальный шпиндель и шпиндель вертикальной головки
Универсальность станка ОФ-55 обеспечивается возможностью монтажа разных головок – горизонтальной, стандартной вертикальной, высокоскоростной вертикальной и шлифовальной. Все головки могут отводиться назад и вперед по опорной колонне, чтобы обеспечить необходимую величину подачи. Рабочий стол присоединен к плоской вертикальной поверхности, имеющей Т-образные пазы, и предусматривающей подачу по вертикали и горизонтали. Скорость вращения шпинделей определяется характеристиками коробки передач.
Основные параметры:
- Расстояние от торца шпинделя до плоскости стола, мм – 105.
- Вылет, мм – 100.
- Пределы регулировки расстояния до горизонтально расположенного стола – 25…312 мм.
- Ход шпинделя в направлениях, мм: вертикальном – 290, продольном – 250, поперечном – 150.
- Скорость вращательного движения горизонтального шпинделя, мин-1 – 42…1250.
- Скорость вращательного движения вертикального шпинделя, мин-1 – 56…2450.
Изменение скоростей – ступенчатое, переключением пар шестерен (всего доступно 12 скоростей). Значение крутящего момента может быть изменено переключением скоростей вращения двигателя главного привода.
Принцип работы станка, паспорт
Литая массивная станина из чугуна поглощает вибрацию, что позволяет сохранить качество обрабатываемых деталей на данном оборудовании. Широкий диапазон подач и оборотов шпинделя, а также наличие механических подач обеспечивают экономичную обработку заготовок в оптимальных режимах. Наличие двух шпинделей дает большое количество возможностей при работе на данном станке, как и расширенные дополнительные принадлежности.
Небольшие габариты станка позволяют расположить его практически в любом помещении. Для повышенной точности и качества обработки станок должен быть расположен вдали от источников тепла и вибрации. Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт специального инструментального фрезерного станка ОФ-55.
Обслуживание и ремонтные работы
Важнейшее звено предупредительно ремонтных работ – техническое обслуживание. Оно заключается в регулярном осмотре основных узлов станка, проверке их работоспособности и смазки.
Электрооборудование, как и остальные узлы станка постепенно изнашивается как в физическом, так и в моральном плане. Но большинство узлов станка легко заменить на аналогичные, что значительно продлевает срок службы оборудования и повышает эксплуатационные параметры станка. Во время работы станок обязательно должен быть заземлен и для нормальной эксплуатации работать нужно в помещении с влажностью 65% и температурой 20 °С.
Гарантия и ремонт
Заводская гарантия на данное оборудование составляет 1 год. Сам агрегат должен подвергаться регулярному осмотру и диагностике, особенно при продолжительной и непрерывной работе. Наиболее часто встречающиеся поломки:
- засверления и заезды на поверхности стола;
- не включается станок;
- не работает индикатор сети;
- переборка шпиндельного узла;
- износ цанги;
- износ конуса шпинделя;
- сбит центр шпинделя;
- шпиндель не вращается или вращается с замедлением;
- резкое прерывание работы;
- разжатие цанги при работе.
При капитальном и восстановительном ремонте проводятся следующие работы:
- разборка станка с промывкой и протиркой всех деталей;
- замена подшипников в электродвигателях;
- замена приводных ремней;
- замена изношенных частей, шестерен, подшипников;
- смазка всех подвижных элементов конструкции;
- переборка насосов системы охлаждения.
После ремонта станок необходимо в обязательном порядке проверить на холостом ходу, проконтролировать шум, нагрев и точность обработки. При проверке работоспособности станка изготавливают тестовую деталь.
Консольно-фрезерный станок 6Т12 относится к оборудованию, которое предназначено для работы с деталями из чугуна, стали, различных сплавов. Агрегат отличается надежностью и жесткостью, является продолжением аналогичных агрегатов серии Р.
Используется в условиях единичного и серийного производства для различных отраслей промышленности. Станок является унифицированным и способен работать в трех режимах: автоматическом, толчковом и ручном. Основное преимущество для промышленности – высокая производительность и долгий срок службы данного оборудования.
Отзывы
Широкоуниверсальный фрезерный станок ОФ-55 давно завоевал популярность на предприятиях машиностроительной отрасли. Это оборудование, по словам владельцев отличается надежностью, широкими функциональными возможностями, а также точностью и качеством обработки заготовок из черного и цветного металла. Также все владельцы отмечают классический вариант управления данным станком, что позволяет быстро освоить его даже новичку. Сам станок был сделан по немецкому аналогу, но уже более 30 лет пользуется спросом на отечественных предприятиях и относится к наиболее надежному и проверенному оборудованию.
Широкоуниверсальный станок ОФ-55 считается одним из самых проверенных разновидностей оборудования. Повышенный класс точности и расширенные функциональные возможности позволяют выполнять на таком оборудовании целый ряд специфических операций, в том числе и долбление.
Станок фрезерный ОФ 55
Развитое промышленное производство требует создание большого станочного парка. Особое внимание оказывается металлообрабатывающим агрегатам, выполняющим высокоточные операции. В СССР такое оборудование в основном закупалось за рубежом. Однако ряд заводов выпускал отечественную продукцию, конкурирующую с зарубежными образцами. Можно отметить фрезерный станок ОФ 55.
Назначение и описание станка
Проектированием и изготовлением модели ОФ 55 занимался станкостроительный в городе Владимире, который начал свою деятельность с 1935 года. Его конструкторское бюро разработало и запустило в производство в 1967 году фрезерный станок ОФ 55, технические характеристики которого были на высоком уровне, и позволяли производить высокоточные изделия. Этот год можно считать годом выпуска. Модель уже давно не производится, однако высокое качество позволяет до сих пор эксплуатировать их на предприятиях.
Данный агрегат представляет собой станок консольно-фрезерного типа. Он является широкоуниверсальным, и предназначен обрабатывать детали с высокой точностью. Фрезерный станок модель ОФ 55 может обрабатывать заготовку фрезами разной конфигурации, используя два шпинделя. Агрегат может совершать продольные и вертикальные механические подачи, кроме того может осуществляться поперечное движение вручную.
Всю информацию о назначении, установке, обслуживании и эксплуатации изделия можно получить, прочитав руководство по эксплуатации фрезерного станка ОФ 55. В таблице приведены выборочные технические характеристики:
Полный перечень данных, а также кинематическая схема с описанием и комплект поставки на фрезерный станок ОФ 55 дает паспорт, входящий в руководство. В документации можно найти электросхему и карту подшипников ОФ 55, которые потребуются при обслуживании оборудования.
Скачать паспорт (инструкцию по эксплуатации) станка ОФ-55
Расшифровка названия станка затруднена, из-за отличия от стандартной маркировки. В отличие от моделей серийного производства, специализированные агрегаты в аббревиатуру включают буквы, которые присваивает завод-изготовитель. Цифры обозначают основной эксплуатационный параметр, в нашем случае ширина стола в сантиметрах.
Оборудование для фрезерования
Промышленностью производится металлорежущие агрегаты, которые подразделяются на девять групп. В шестую группу входят станки, выполняющие операцию фрезерования. Они могут обрабатывать поверхности, различные канавки, пазы, зубчатые колеса, шлицы и многое другое. Более широкую информацию содержит руководство по эксплуатации.
По особенностям конструкции выделяются станки:
- непрерывно действующие;
- консольные;
- бесконсольные.
По выполняемым операциям оборудование можно разделить на:
- специализированное;
- общего назначения.
Каждый вид имеет отличительные особенности, описание которых содержит паспорт изделия. Для всех механизмов характерно движение фрезы и подачи, причем подача может относиться к обрабатываемой детали или фрезе. Также имеет значение величина такого параметра, как размер стола. Чтобы упростить обслуживание агрегатов, их унифицируют.
Станок ОФ-55 в разрезе
Наибольшую часть применяемого оборудования составляют консольно-фрезерные модели. Консоль, дающая при фрезеровке ряд преимуществ, снижает жесткость в месте соединения со станиной. Чтобы этого избежать увеличивают длину направляющих консоли. Для ремонтных и инструментальных участков налажено производство широкоуниверсальных станков, их назначение маленькая серия или единичное производство. Агрегаты имеют возможность работать с деталью в ручном режиме, используя винт подачи.
Следует помнить, что до начала работы должна быть внимательно изучена инструкция по эксплуатации.
Особенности станка
Здесь стоит отметить станину, полое основание которой является баком охлаждающей жидкости. Верхняя часть используется для установки коробки передач, способной передавать шпинделям по 12 скоростей. Внизу станины монтируют коробку подач для стола, она сообщает на него по 12 различных подач. В специальном отделении размешается электрическая схема фрезерного станка ОФ.
Перемещение детали, продольное и вертикальное, осуществляется с помощью суппорта. Для ручного перемещения используется винт подачи ОФ 55, если перемещение механическое применяют коробку передач. Регулируется подача рукоятками, отключение происходит с помощью конечных упоров. Выполняя точные работы, применяют плитки мерительные и индикатор, их устанавливают в специальные зажимы. За годы выпуска фрезерного станка ОФ 55 было сделано несколько его модернизаций.
Удобство при работе достигается использованием двух шпинделей, причем вертикальный может изменять угол наклона. Это достигается благодаря его расположению на хоботе, который выдвигается. Оптимальные режимы обработки деталей достигаются за счет возможности изменять обороты шпинделей в широком диапазоне.
При постоянной эксплуатации требуется следить за смазкой подшипников, такую информацию несет карта смазки. Периодически потребуется смазка:
- непосредственная;
- картерная;
- автоматическая.
Можно отметить следующие преимущества при работе:
- простое управление;
- компактные размеры;
- поглощение вибрации тяжелым основанием;
- возможность производить долбления.
Достать запчасти для фрезерных станков ОФ 55 не составляет проблему. Однако использование его в индивидуальном хозяйстве затруднено. Специалисты, в своих статьях, утверждают, что модель имеет прекрасные характеристики, однако очень тяжелая и дорого стоит.
Общая компоновка широкоуниверсального фрезерного станка 67К25
Инструментальный широкоуниверсальный фрезерный станок состоит из отдельных сборочных единиц. На чугунном основании закреплена стойка, где монтируются все основные узлы станка. По горизонтальным направляющим стойки перемещается фрезерная бабка, к которой крепятся: вертикальная головка, хобот, коробка скоростей и пульт управления. По вертикальным направляющим стойки перемещается суппорт, а по его горизонтальным направляющим – салазки.
К нижней части стойки крепится двигатель подач.
Для расширения технологических возможностей станка к нему прилагается большое количество принадлежностей.
К вертикальной базовой плоскости салазок крепятся угловой или универсальный стол, служащие для установки обрабатываемых изделий.
Для делительных работ служат круглый стол и делительная головка, которые могут устанавливаться как на угловом столе, так и на вертикальной плоскости салазок.
Для долбежных работ предназначена долбежная головка, которая крепится на фрезерной бабке.
Быстроходная головка имеет свой привод и крепится также к фрезерной бабке.
Инструмент крепится в конусах шпинделей. Зажим инструмента в фрезерной и вертикальной головках механизирован.
Коробка скоростей
Коробка скоростей собрана в специальном корпусе 4.
Корпус крепится фланцем к торцу фрезерной бабки, а фланцем 9 коробка входит в центрирующее отверстие бабки. Коробка скоростей состоит из четырех валов и блоков зубчатых колес, перемещение которых позволяет сообщать шпинделю восемнадцать различных скоростей. Переключение скоростей осуществляется механизмом переключения.
Для изменения скорости рукоятку переключения скоростей 2 необходимо опустить вниз. При этом диски 10 и 12 под действием пружины II разводятся. При повороте грибка набора скоростей 3 и связанных с ним дисков изменяется положение отверстий дисков относительно пальцев 13, чем производится подготовка для переключения скоростей. Затем рукояткой переключения 2 диски сводятся в первоначальное положение. Тогда пальцы 13, перемещаясь, при помощи рычагов переведут блоки шестерен коробки скоростей. При переключении возможно, что торцы зубьев, зацепляемых шестерен, совпадут и диски не сведутся. В этом случае необходимо нажать кнопку “Толчок” на пульте.
При переключении скоростей (при отводе дисков) вращение автоматически прекращается.
Цилиндр 5, тарельчатые пружины 6, труба 7 и шомпол 8 предусмотрены для механизированного зажима инструмента. Зажим осуществляется тарельчатыми пружинами б, а отжим – гидроцилиндром 5 при включении гидравлики.
Бабка фрезерная
Фрезерная бабка (рис. 6.6) снабжена прямоугольными направляющими и перемещается по горизонтальным направляющим стойки. В передней части бабки монтируется горизонтальный шпиндель, который приводится во вращение коробкой скоростей, закрепленной фланцем в задней части бабки. К торцу бабки крепится кронштейн 2, в нижней части которого закреплен ходовой винт 5, обеспечивающий поперечное перемещение бабки. На кронштейн 2 крепится главный привод с двигателем 4 и поликлиновой передачей, передающей вращение на коробку скоростей жесткой муфтой 3. Натяжение поликлинового ремня 7 регулируется перемещением корпуса 8 при помощи винта 9. По верхним направляющим бабки перемещается хобот I с поддержкой 6, служащей для фрезерования горизонтальными оправками.
Шпиндель горизонтальный
Шпиндель I монтируется в корпусе бабки фрезерной и получает вращение от коробки скоростей. Передняя и задняя опоры шпинделя – двухрядный роликовый подшипник с коническим отверстием 2 и 4. Осевые нагрузки воспринимаются упорными подшипниками 3.
Суппорт станка
Суппорт служит для продольного и вертикального перемещения основного стола механически или вручную. Механическая подача стола осуществляется ходовыми винтами I и 16, получающими вращение при включенных муфтах, от приводного вала 2. Вручную стол перемещается от маховика 12, а суппорт — от маховика II. Маховик II смонтирован в кронштейне 10, который на оси 9 поворачивается относительно неподвижного кронштейна 8 и может быть установлен в удобное для рабочего положение.
Перемещение суппорта контролируется линейкой и лимбом с ценой деления 0,02 мм.
Стойка
Стойка 17 установлена на основании 12 и представляет собой отливку коробчатого сечения, на которой размещены основные узлы станка, связанные между собой кинематическими звеньями. В задней нижней части стойки на плите 15 размещен двигатель 14, вращение от которого через зубчатую пару 13-16, вал 7, муфту II и коническую пару 9-8 передается валу 6. При включении электромагнитной муфты 4 через коническую пару 1-2 на трубу 18 с гайками 19 и 20. Маховик 21 служит для ручного перемещения фрезерной бабки.
Основные характеристики
Конструкции ОФ-55, как и его характеристики, разнообразны и подразделяются на несколько категорий:
- Консольные станки снабжены опорной консолью, на которой расположен стол механизма.
- Бесконсольные агрегаты, где на статичной станине расположена поверхность, способная двигаться продольно и поперек.
- Барабанные агрегаты непрерывного вращения.
Особенности моделей
Для горизонтальной консольной модификации передвижение консоли по направляющим стойки является одним из основных движений. На ней находятся стол и салазки. Агрегат снабжен горизонтальным валом и выдвижным хоботом.
Универсальная модификация позволяет задавать поверхности необходимый угол.
Широкоуниверсальный станок снабжен шпиндельной головкой, которая способна поворачиваться в двух направлениях. Это позволяет устанавливать фрезу под необходимым углом к рабочей площади и заготовке.
Вертикальный фрезерный станок ОФ 55 снабжен вертикальным валом, установленным в поворачивающейся головке, закрепленной к стойке.
Бесконсольная вертикальная конструкция предназначена для работы с крупными заготовками. Площадь перемещается по настраиваемой станине. По ориентиру стойки движется головка шпинделя.
Горизонтальный бесконсольный агрегат также снабжен столом, который ходит по направляющим станины и шпиндельной головкой, движущейся по направляющим стойки.
Продольно-фрезерные конструкции служат для обработки заготовок крупного размера. На стойках, размещенных по вертикали, закреплена поперечина, на которой установлены фрезерные головки. Во время работы стол движется по ориентиру стоек.
Карусельно-фрезерные агрегаты снабжены торцовыми фрезами, которые требуются для первичной и чистовой обработки заготовок. Стол вращается непрерывно по настройкам станины. По направляющим стойки ходит головка шпинделя.
На барабанно-фрезерном инструменте деталь устанавливается на барабане, который совершает вращательные движения. Головки двигаются по наводящим стойки.
Паспорт установки содержит подробное описание каждой модификации, инструмента и приспособлений, входящих в комплект.
Характеристики фрезерных станков с ЧПУ
Фрезерные станки — это целая группа оборудования для обработки различных материалов.
- Универсальные
- Горизонтально-фрезерные консольные
- Широкоуниверсальные
- Вертикально-фрезерные
- Бесконсольные
- С передвижным порталом
- Копировальные
- Карусельно-фрезерные
- Барабанно-фрезерные
Каждый тип станков обладает своей спецификой, применяемой под определенные задачи и материалы. В теории любой тип станков можно оборудовать системой ЧПУ, однако мы рассмотрим самые популярный вид данного оборудования — портальный. Портальные ЧПУ станки бывают трёх- четырёх- и пяти-осевые, без системы автоматической смены инструмента; с линейной, барабанной и карусельной системой автоматической смены инструмента. Также одним из важных типов комплектации станка является тип стола, он бывает с T-слотом или вакуумным прижимом.
Применение фрезерной установки ОФ-55 широкоуниверсальной модификации
Немецкое устройство FP-1 является прототипом ОФ-55. Как и предшественник, ОФ 55 используется для фрезерования заготовок. При обслуживании с горизонтальным шпинделем задействуют фрезы цилиндрические, фасонные или дисковые. Вертикальному шпинделю можно задать необходимый угол. Здесь используют концевые фрезы, шпоночные и торцовые.
Конструкция снабжена двумя механическими подачами: продольной и поперечной. Первая перемещает поверхность по ориентиру суппорта. Вторая подача задает движение суппорту по направляющим станины.
Электродвигатель обеспечивает работу в двух режимах: 1 тыс. об/мин и 1,5 тыс. об/мин.
Для поступательного движения стола и эксплуатации шпинделя станок снабжен 12 скоростями. Это обеспечивает качественную обработку детали. В зависимости от требуемого результата заготовку можно разместить на основном столе, угловом или универсальном. Заготовки, которым требуется деление, размещаются на круглом столе либо обрабатываются при помощи делительной головки.
В комплект станка входит удобный шкаф с инструментами и другие принадлежности. За дополнительную плату можно приобрести приспособления, которые расширяют возможности функций агрегата.
Функциональность
Расположение вблизи конструкции вибрирующих и тепловых источников может отрицательно повлиять на точность ее эксплуатации. Характеристики ОФ-55 позволяют выполнять на нем следующие функции:
Для машиностроительных предприятий и других механических производств наличие дополнительных приспособлений у ОФ-55 делает его широкоуниверсальным и незаменимым в изготовлении инструментов, деталей, плоскостей и других изделий. Паспорт модели говорит о возможности такого усовершенствования.
Фрезерный станок ОФ 55 отличается экономичной обработкой деталей, благодаря многоуровневому обороту подач и шпинделей. Чаще всего задействован агрегат в инструментальных и механических цехах машиностроительных производств.
Основные технические данные и характеристики станка ГФ2171С5
| Наименование параметра | ГФ2171с5 | ГФ2171с6 |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | Н/П |
| Модель устройства ЧПУ | 2С45-65 | 2С45-65 |
| Количество управляемых координат | 3 | 3 |
| Количество одновременно управляемых координат при линейной/ круговой интерполяции | 3/2 | 3/2 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 250..500 | 250..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 500 | 500 |
| Предельные размеры обрабатываемых поверхности (длина х ширина х высота), мм | 850 х 250 х 380 | 950 х 350 х 400 |
| Максимальная нагрузка на стол (по центру), кг | 400 | 400 |
| Рабочий стол | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 1600 х 400 | 1600 х 400 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Наибольшее продольное перемещение стола (X), мм | 1010 | 1010 |
| Наибольшее поперечное перемещение стола (Y), мм | 400 | 400 |
| Наибольшее вертикальное перемещение стола (установочное) (Z), мм | 250 | 250 |
| Наибольшее перемещение ползуна (Z), мм | 260 | 260 |
| Предел рабочих подач стола и ползуна, мм/мин | 3..6000 | 3..6000 |
| Скорость быстрых перемещений стола (X, Y) / ползуна (Z), мм/мин | 7000 | 9000/ 7000 |
| Допустимое усилие подачи по координате X и Y, Н | 15690 | 15690 |
| Допустимое усилие подачи по координате Z, Н | 9806 | 9806 |
| Точность позиционирования, мм | 0,015 | |
| Шпиндель | ||
| Частота вращения шпинделя, об/мин (число ступеней) | 50..2500 (12) | 50..2500 (12) |
| Количество скоростей шпинделя | 18 | 18 |
| Наибольший крутящий момент, кНм | 0,615 | 0,615 |
| Коэффициент ряда выходных частот вращения шпинделя | 1,26 | 1,26 |
| Эскиз конца шпинделя по ГОСТ 24644-81 7:24 | 50 | 50 |
| Магазин инструмента | ||
| Емкость магазина инструмента | 12 | 12 |
| Время смены инструмента, с | 20 | 20 |
| Максимальный диаметр фрезы торцовой, мм | 125 | |
| Максимальный диаметр фрезы концевой, мм | 40 | |
| Максимальный диаметр сверла, мм | 30 | |
| Максимальный вес инструмента, кг | 15 | |
| Вылет инструмента от торца шпинделя, мм, не более | 250 | 250 |
| Электрооборудование и привод | ||
| Электродвигатель привода главного движения, кВт (об/мин) | 7,5 (1450) | 11 (1466) |
| Электродвигатели привода подач HG-112B, HG-112C (оси X, Y), Нм | 17 | 23 |
| Электродвигатели привода подач ползуна HG-112C (ось Z), Нм | 23 | 23 |
| Электродвигатель наладочного перемещения консоли, кВт (об/мин) | 2,2 (1450) | 2,2 (1410) |
| Электродвигатель гидростанции, кВт (об/мин) | 2,2 (1450) | 2,2 (1400) |
| Электродвигатель насоса смазки, кВт (об/мин) | 0,27 (1500) | 0,27 (1400) |
| Электронасос охлаждающей жидкости Мощность, кВт | 0,12 (2800 | 0,12 (2800) |
| Производительность насоса СОЖ, л/мин | 8 | |
| Тип гидростанции | 5АГ48-22Н | 10-2, 2Г48-1 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 3680 х 4170 х 3150 | 3660 х 4200 х 2850 |
| Масса станка, кг | 6580 | 6500 |
Список литературы:
Станок фрезерный консольный вертикальный с УЧПУ и автоматической сменой инструмента, модель ГФ2171. Руководство по эксплуатации ГФ2171С5.000.000 РЭ Часть 1, 1989 Станок фрезерный консольный вертикальный с УЧПУ и автоматической сменой инструмента, модель ГФ2171. Руководство по эксплуатации электрооборудования ГФ2171С5.000.000-02 РЭ1 Часть 2, 1989
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973, с.141
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Достоинства
У рассматриваемой модели есть несколько преимуществ:
- Литая станина избавляет рабочую зону от вибрации, чем обеспечивает качественную обработку деталей.
- Долбежные операции. После установки дополнительных приспособлений на станке можно производить долбление.
- Небольшие габариты позволяют установить его практически в любом помещении.
- Классическое управление обеспечивает быстрое освоение агрегата.
12 скоростей шпинделя позволят выбрать наиболее подходящий режим обслуживания.