§ 66. МОДИФИКАЦИИ КОНСОЛЬНО-ФРЕЗЕРНЫХ СТАНКОВ ВТОРОГО И ТРЕТЬЕГО РАЗМЕРОВ
На базе основных консольно-фрезерных станков второго и третьего размеров выпускаются их модификации.
Быстроходные модели консольно-фрезерных станков
Для обработки заготовок из легких сплавов с более высокими, чем для обработки стали и чугуна, скоростями на базе консольно-фрезерных станков 6М82Г, 6М12П и 6М13П выпускаются модификации с увеличенными числами оборотов и увеличенными подачами; они имеютв шифре,букву Б (быстроходные) и называются 6М82ГБ; 6М12ПБ и 6М13ПБ. Быстроходные модели имеют скорости вращения шпинделя: 63; 80; J00; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600; 2000; 2500 и 3150 об/мин
и подачи: 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600 и 2000
мм/мин
, быстрый ход — 4600
мм/мин
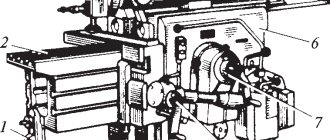
(в продольном и поперечном направлениях) и в три раза меньшие подачи и быстрый ход в вертикальном направлении. На рис. 294 дана кинематическая схема вертикально-фрезерных станков 6М12П и 6М12ПБ, из которой видно, что в быстроходной модификации, т. е. в станке 6М12ПБ установлен электродвигатель главного движения 10
квт
вместо 7
квт
, заменяются два зубчатых колеса передач с вала
I
на вал
II
(вместо
26
:
54
ставятся
31
:
49
); заменяются два зубчатых колеса передачи на шпиндель (вместо
54
:
54
ставятся 87 :
57
); заменяются два зубчатых колеса в передаче с фрикционного вала на консоль (вместо
28
:
35
ставятся
35
:
28
).
Быстроходный вертикально-фрезерный станок 6М13ПБ имеет такую же кинематическую схему, но мощность электродвигателя главного движения 14 квт
. В быстроходных горизонтально-фрезерных станках 6М82ГБ установлен электродвигатель главного движения 10
квт
вместо 7
квт
, заменяются два зубчатых колеса передачи с вала
I
на вал
II
(вместо
26
:
54
ставятся
31
:
49
); заменяются два зубчатых колеса в передаче с фрикционного вала на консоль (вместо
28
:
35
ставятся
35
:
28
).
Широкоуниверсальные станки 6М82Ш и 6М83Ш
Широкоуниверсальные станки 6Н81А (см. рис. 264), 6М82Ш (см. рис. 11) и 6М83Ш являются модификациями универсально-фрезерных станков соответственно первого, второго и третьего размеров. Преимуществом широкоуниверсальных фрезерных станков, как указывалось выше, является возможность производить с одной установки обработку заготовки с разных сторон, что очень важно в инструментальном, ремонтном и опытном производствах, где установка, выверка и закрепление заготовки занимают много времени и требуют высокой квалификации рабочего. На рис. 295 дана кинематическая схема станка 6М82Ш. На ней легко различить три кинематические цепи: цепь главного движения горизонтального шпинделя, цепь главного движения вертикального (поворотного) шпинделя и цепь подач. Каждая кинематическая цепь имеет самостоятельный привод от электродвигателя.
Цепь главного движения горизонтального шпинделя выполнена аналогично цепи главного движения станка 6М82. Горизонтальный шпиндель получает вращение от электродвигателя мощностью 7 квт
через упругую соединительную муфту и зубчатые колеса механизма коробки скоростей. Числа оборотов шпинделя изменяются путем передвижения трех зубчатых блоков по шлицевым валам. Коробка скоростей позволяет сообщать шпинделю 18 скоростей в диапазоне 31,5—1600
об/мин
(см. структурную сетку скоростей станков 6М82 и 6М82Г на р.ис. 273 и табл. 28). Для станка 6М83Ш ставится электродвигатель мощностью 10
квт
вместо 7
квт
. Цепь главного движения вертикального (поворотного) шпинделя выполнена самостоятельно и расположена в хоботе. Шпиндель получает вращение от электродвигателя мощностью 2,8
квт
, расположенного на хоботе, через упругую соединительную муфту и зубчатые колеса механизма коробки скоростей. Числа оборотов шпинделя изменяются путем передвижения двух зубчатых блоков по шлицевым валам. Коробка скоростей позволяет сообщить шпинделю 9 различных скоростей: 90; 125; 180; 250; 355; 500; 710; 1000 и 1400
об/мин
. Диапазон чисел оборотов может быть изменен заменой последней пары зубчатых колес
z
= 30 и
z
= 42 в хоботе, для чего по особому заказу даются зубчатые колеса для диапазонов 63—1000 и 125—2000
об/мин
. Попробуйте сами вычертить структурную сетку скоростей вертикального (поворотного) шпинделя и составить таблицу сцеплений зубчатых колес коробки скоростей. Цепь главного движения вертикального (поворотного) шпинделя станка 6М83Ш аналогична цепи станка 6М82Ш. Цепь подач. Станки 6М82Ш и 6М83Ш могут иметь продольные и поперечные рабочие подачи в диапазоне 25— 1250
мм/мин
(быстрый ход 3000
мм/мин
) и вертикальные рабочие подачи в диапазоне 8,3—416,6
мм/мин
(быстрый ход 1000
мм/мин
) подобно базовым станкам второго и третьего размеров (см. табл.28, 29 и 30). Мощность электродвигателя привода подач в станке 6М83Ш — 2,8
квт
.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие типы консольно-фрезерных станков вы знаете? В чем различие между консольными горизонтально- универсально- и вертикально-фрезерными станками? 2. Чем отличается широкоуниверсальныи станок от универсально-фрезерного станка? В чем его преимущество? 3. Какие типы продольно-фрезерных станков вы встречали в цехе. В чем их отличие от консольно-фрезерных станков? 4. Покажите по кинематической схеме станка 6Н81 (рис. 266) цепь главного движения с перебором. То же, без перебора. 5. Покажите по кинематической схеме станка 6М82 (рис. 272) цепь продольных рабочих подач и быстрого хода. 6. Что такое структурная сетка чисел оборотов шпинделя? Составьте структурную сетку чисел оборотов шпинделя станка 6Н81 (по рис. 266). 7. В чем преимущество разделенного привода шпинделя станков первого размера? 8. Определите цену одного деления лимба продольной подачи станка, на котором вы работаете. То же, поперечной и вертикальной подачи. На какую величину переместятся стол, соответственно салазки и консоль на один оборот лимба продольной, поперечной или вертикальной подач? 9. Почему нельзя производить переключения зубчатых колес коробки скоростей и коробки подач при включенном электродвигателе? Для чего служит кнопка «толчок» на кнопочной панели управления станком? 10. Как изменить направление вращения (реверсировать) шпинделя станка 6М82Г? 11. Зачем применяется в станках обгонная муфта? Объясните работу обгонной муфты при прямом и обратном вращении вала станка 6Н81. 12. Расскажите по рис. 269, как производится реверсирование подач в станках первого размера. 13. Расскажите по рис. 272, как производится реверсирование подач в станках второго размера. 14. Как предупредить одновременное включение поперечной и вертикальной подач стола в станках второго размера? 15. Какая система включения скоростей и подач станка называется мне монической? 16. Как настроить станки второго и третьего размеров на автоматический цикл перемещений стола? 17. Поясните по рис. 288 и 289 работу ограничительных кулачков 1
и
2
. 18. Поясните по рис. 288, 289 и 290 работу кулачков
3
и
4
для включения быстрого хода стола. 19. Какие полуавтоматические и автоматические циклы перемещений стола возможны на станках второго и третьего размеров? 20. Настройте по рис. 291 стол станка на чередующийся цикл правой продольной подачи. То же, левой. Поясните работу механизмов, пользуясь рис. 288. 289 и 290.
предыдущая страница
| оглавление | следующая страница |