Краткое описание
Конструктивно предусмотрена механическая подача инструмента на станке. Это положительно сказывается на производительности, а управление не вызывает сложностей. Глубина обработки контролируется визуально (шкала нониуса) или задается ограничителем перемещения.
Выполняемые на вертикально-сверлильном станке 2А135 работы по обработке отверстий можно условно разделить по типу обработки:
- Черновая: сверление (глухие, сквозные);
- рассверливание;
- растачивание;
- зенкование;
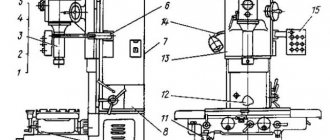
Общий вид сверлильного станка 2А135
Станок 2А135 — вид спереди
Вертикально-сверлильный станок 2А135 — вид сбоку
Дооснащение дополнительными агрегатами и приспособлениями позволяло использовать станок в крупносерийном и массовом типах производства.
Назначение аппарата и сферы его использования
Вертикально-сверлильный агрегат 2А135 предназначен для выполнения широкого ряда операций:
- зенкование;
- развертывание отверстий;
- зенкерование;
- подрезание заготовочных торцов;
- нарезание резьбовыми метчиками.
Выполнение широкого спектра работ позволяет относить агрегат к универсальным устройствам. Указанный аппарат не предназначен для серийного производства и не используется на промышленных предприятиях, выпускающих широкий спектр изделий. Применение станка сводится к мелкосерийным производствам единичных изделий.
Оборудование идеально подходит для ремонтных отделов заводов и инструментальных цехов. При условии внесения усовершенствований в конструкцию агрегат возможно использовать для массового производства продукции.
Станок относится к четвертой группе размещения. Аппарат оборудован режущими инструментами, изготовленными из трех основных видов материала:
- высоколегированных сталей;
- быстрорежущих сталей;
- сплавов высокой твердости.
Агрегат обладает относительно небольшим по размерам рабочим столом. По этой причине на нем обрабатываются детали малых размеров. Подходящими изделиями для обработки на станке являются:
- чугунные детали;
- заготовки из разных видов стали;
- детали из цветных металлов.
Обработка деталей на станке
Технические характеристики
Технологические возможности и рабочие характеристики вертикально-сверлильного станка 2А135 показаны в параметрах конструктивного исполнения:
Основные данные
- точностной класс по ГОСТ 8-71 – Н (нормальный);
- максимальный получаемый размер отверстия, мм: сталь 45 – 35;
- чугун – 45;
- наибольшее — 1130;
Стол
- установочная плита ШхД – 450х500;
- ход стола по вертикали – 325;
- пазы Т-образные, количество – 3.
Шпиндельная бабка
- посадочный конус под инструмент в шпинделе – Морзе 4 по ГОСТу 24644-81;
- количество скоростей оборотов – 9;
- установочные скорости: 68 об/мин;
- 100 об/мин;
- 140 об/мин;
- 195 об/мин;
- 175 об/мин;
- 400об/мин;
- 530 об/мин;
- 750 об/мин;
- 1100 об/мин;
Параметры электрических элементов
- питающий ток — трехфазный, переменный;
- мощность электрических двигателей: главного — 4500 Вт;
- станции сож (Х14-22М) — 125 Вт.
Габариты
- габаритные размеры станка, ДхШхВ — 1240х810х2500 мм;
- вес оборудования в сборе — 1,3 т.
Где применяется сверлильный станок с ЧПУ 2р135ф2?
Рассматриваемый станок используется для регулирования процесса прямоугольной обработки и позиционирования. Программоносителем является перфолента с восьмью дорожками. Станок снабжен цифровой индикацией, возможен ввод до 15 корректировок на длину инструмента.
Станок обладает замкнутой системой, в которой в роли датчиков выступает сельсин БС155А. Стол и салазки позиционируются с точностью до 0,02 мм, цифровая индикация и задания перемещений имеют дискретностью до 0,01 мм. Всего имеется 3 координаты с возможностью управления, из которых 2 можно использовать одновременно.
Конструкция
Вертикально-сверлильный станок 2А135 в своей конструкции не имеет узлов повышенной сложности. Тем не менее, инновационные идеи того времени заложили такой запас прочности, что поражает до сих пор.
Основные узлы вертикально-сверлильного станка 2А135
- Опорная плита для стола;
- рабочий стол;
- шпиндельный узел;
- бабка шпиндельная или коробка скоростей;
- головка шпиндельная;
- электропривод;
- штурвал;
- стойка (станина);
- рукоятка подъема и опускания рабочего стола.
Эксплуатация и ремонт
Эксплуатация аппарата начинается с его колонны, которая выполняет функцию его фиксации на поверхности пола. Колонна делается из чугуна. Рабочий стол, который крепится к колонне, вместе со сверлильной головкой перемещается при помощи ручного привода.
Перемещение происходит вдоль самой колонны. Плита, играющая роль основания, имеет внутреннюю полость, в которой располагается специальная жидкость для охлаждения. Там же устанавливается отстойник. В верхней части плиты-основания крепится электрическая насосная система, с помощью которой при работе станка происходит подвод охлаждающей жидкости к обрабатываемым изделиям.
Коробка подач устанавливается отдельно в специальном корпусе, расположенном в рабочей головке.
Вторая главная техника эксплуатации станка 2н135 включает в себя работу устройства подачи. В ее состав входят такие элементы:
- муфты в количестве 2 штук, одна из которых храповая, другая — обгонная;
- штурвал для управления;
- шестерня реечного типа, находящаяся на горизонтальном валу;
- червячная передача;
- лимба, имеющая деления.
Лимба
Благодаря устройству подачи схема работ со станком подразумевает широкий диапазон действий:
- выключение, включение подачи;
- нарезание резьбы на самом изделии способом ручной подачи;
- отвод шпинделя вверх от обрабатываемого изделия;
- подвод обрабатывающего инструмента к изделию ручным способом;
- осуществление опережения подачи ручным способом.
Работа механизма заключается в следующем: кулачковая муфта приводится в движение вращающимся штурвалом. Затем муфта приводит в действие шестерню, которая соединена с рейкой, благодаря которой происходит подача шпинделя.
Все это выполняется в ручном режиме. Когда инструмент для обработки воздействует на изделие, то шестерня вращается. Возникает движение вдоль оси вала до момента, когда кулачки самой муфты не встанут напротив друг друга. В этот момент муфта делает поворот на 2000.
В тех случаях, когда проводился ремонт станка, необходима проверка его узлов
Важно следить за тем, чтобы на аппарате не присутствовали следы коррозии. После ремонтных работ агрегат проходит холостой ход, при этом режущий инструмент не устанавливается
При пробном пуске работа устройства сверяется с данными его технического паспорта.
Устройство узлов
Основную нагрузку вертикально-сверлильный станок 2А135 воспринимает колонной и плитой. Но благодаря корпусному исполнению и большой массе нагрузки и вибрации гасятся, а жесткость увеличивается.
Шпиндель
Шпиндельный узел – жесткая конструкция, поэтому для повышения точности обработки в нем установлены прецизионные подшипники. Его конструкция позволяет выполнять следующие действия:
- включение подвода после произведения быстрого подвода (автоматически);
- отключение подвода по достижению установленной глубины обработки;
- ручное перемещение осуществляется штурвалом;
- штурвал оборудован устройством автоматического включения привода.
Шпиндельный узел вертикально-сверлильного станка 2А135
Охлаждение
Система охлаждения инструмента и обрабатываемой детали аналогична тем, которые установлены на других вертикально-сверлильных станках. Емкостью является внутренняя полость установочной плиты. На ней смонтирована помпа, а по корпусу идет разводка трубопроводов с кранами, регулирующими подачу СОЖ.
Устройство системы охлаждения вертикально-сверлильного станка 2А135
Коробка скоростей и подач
Совмещенная коробка скоростей и подач образует все рабочие движения станка. Основное, главное движение – круговое вращение шпинделя с рабочим инструментом. Вращение от электрического двигателя посредством ременной передачи переходит в коробку. На шпинделе вращение с заданной скоростью образуется двум комплектам блоков шестерен.
Вспомогательное движение – перемещение инструмента. Вращение снимается с вала, передающего вращение шпинделю. Выбор подачи и ее включение осуществляется муфтами. Согласно схеме возможны 12 скоростей движения, но из-за того, что две совмещены, в итоге получается 11.
Устройство коробки скоростей сверлильного станка 2А135
Шпиндельная бабка имеет ручное перемещение для увеличения расстояния между плоскостью стола и торцем шпинделя. Это позволяет устанавливать габаритные детали. Вращение рукоятки приводит в движение шестерню, перемещающуюся по зубчатой рейке. Тем самым осуществляется перемещение шпиндельной бабки.
Устройство двигателя и коробки передач
Сверлильный агрегат имеет конструктивные особенности.
Станочный шпиндель закрепляется в опорах посредством подшипников прецизионного типа, что обеспечивает плавность и точность сверления изделий.
Одно и то же устройство отвечает за включение, выключение подач и быстрое перемещение шпинделя, что способствует значительной экономии времени на выполнение дополнительных операций.
Режущий инструмент подается автоматически сразу после его подвода к поверхности изделия. Станочный стол двигается в процессе работы горизонтально.
Вертикально-сверлильный аппарат оснащен специальным механизмом остановки с упором, с помощью которого подача режущего инструмента выключается автоматически при достижении нужной глубины просверливания.
Для агрегата предусмотрена возможность замены приводных шкивов, входящих в состав клиноременной передачи.
Электрооборудование
Электрическая схема показывает как производится управление отдельными рабочими органами на вертикально-сверлильном станке 2А135.
Подача питания осуществляется включением пакетника 4. Командоаппарат кнопочный, с раздельным включением электродвигателей. Питание на освещение рабочей зоны взято с одной фазы и проходит через трансформатор.
Электрическая схема вертикально-сверлильного станка 2А135
Функционирование узлов и агрегатов
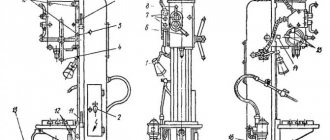
Кинематическая схема
Основное движение станка осуществляется в вертикальном направлении. Так происходит смена положения головки, быстрый ход шпинделя. Исключение составляет горизонтальное перемещение рабочей поверхности стола. Для ознакомления с особенностями функционирования оборудования рекомендуется изучить его кинематическую схему.
Для вертикального вращения шпинделя в конструкции станка предусмотрен электродвигатель мощностью 4,5 кВт. Для сопряжения этих компонентов и возможности изменения частоты вращения установлены коробка передач и клиноременная передача. При этом максимальное число оборотов может достигать значения 1070 об/мин.
Движение подачи осуществляется от шпинделя через систему шестерней и коробки передач. В последней располагаются выдвижные шпонки на трех- и четырехступенчатой механизмах. Эта конструкция позволяет выбрать оптимальный режим работы из 12 теоретических или 11 фактических параметров передач. Такая разница объясняется повтором параметров двух передач.
Для осуществления вспомогательного движения необходимо регулировать положение рукояти Р2. При этом быстрое смещение шпинделя выполняется после изменения параметров штурвала Ш.
Особенности узлов и агрегатов, их характеристики:
- коробка передач. Она состоит из двух механизмов особой формы, в конструкции которой есть выдвижные шпонки. Они необходимы для предотвращения поломки при одновременном переключении двух передач;
- механизм подач. Для его активации используется штурвал, который имеет несколько степеней свободы. Привод от коробки передач осуществляется через кулачковую муфту. Присутствует механизм быстрого отключения при активации подачи в прямом и обратном направлении относительно заготовки.
К особенностям электрической схемы станка 2А135 можно отнести встроенную защиту от короткого замыкания, установленный кронштейн для подключения к заземляющему контуру. Для активации режима реверса необходимо на блоке управления нажать кнопку «вправо». При этом задействуется обратная подача вверх.
Для быстрой остановки двигателя необходимо перевести рукоять в среднее положение. Одним из недостатков конструкции станка 2А135 является отсутствие механизма быстрой деактивации силового агрегата.
Паспортные данные
Перечень поставляемого инструмента и оборудования в комплекте станка, а также электрические и механические чертежи содержит паспорт на станок. Там же находятся требования к:
- монтажу;
- выверке;
- приемке.
На рисунке указаны размеры фундаментной подушки и установочные размеры.
Монтажные размеры станка 2А135
Руководство по эксплуатации содержит сведения:
- о точках смазки;
- периодичности осмотров и ремонтов;
- возникших неисправностях и вариантах их устранения;
- о перечне подшипников;
- о материалах, использующихся для изготовления и ремонта деталей, вышедших из строя.
Скачать паспорт (инструкцию по эксплуатации) вертикально-сверлильного станка 2А135
Наши преимущества
Продукция старается соответствовать любому из ваших запросов. Наши станки решают все вопросы в области сверления материалов. Они удобны и просты в обслуживании. Их качество опробовано годами эксплуатации. Цены разумны и доступны.
Станки пользуются спросом как в России, так и в странах ближнего зарубежья. Мы гарантируем их бесперебойную работу долгие годы, готовы выслушать ваши предложения. Заказ оформляется нашими менеджерами легко и быстро. Оплата любым доступным вам способом. Обеспечиваем доставку в любой из указанных регионов.
Достоинства и недостатки
На протяжении 50-ти лет вертикально-сверлильные станки 2А135 работают в цехах предприятий и в мастерских. Этому способствует заложенный советскими конструкторами запас прочности. Современные модели требуют дорогого ремонта уже по истечении 5-и лет активного использования.
К достоинствам следует отнести:
- Длительный срок эксплуатирования.
- Стоимость. Покупка бывшего в употреблении оборудования, по сравнению с современными аналогами, стоит гораздо дешевле. При поломке стоимость деталей и их изготовление не высока. Доступные и недорогие материалы.
- Простое управление. Отсутствие электронной начинки позволяет работать на станке после вводного курса обучения.
Порядок работы на станке
Наладка станка на работу заключается в установке стола и сверлильной головки в необходимые для работы положения, в зажиме их на колонне, в установке необходимых частот вращения и подач шпинделя.
На станке 2С132ПФ2И предусмотрены следующие режимы управления:
- наладочный (управление вручную от кнопок);
- автоматический (управление от УЦИ К524);
- полуавтоматический (позиционирование стола по программе от устройства УЦИ, а подвод и отвод пиноли со шпинделем вручную).
Для установления наладочного режима необходимо переключатель «Выбор режима» на пульте управления станка установить в положение «Наладка».
Работа на станке в режиме «Наладка» осуществляется нажатием соответствующих кнопок на пульте управления.
Для выбора оси перемещения служит переключатель «Выбор осей X и У». Для перемещения стола в положительном и отрицательном направлениях служат соответственно кнопки «Положительное направление перемещения». Для управления направлением вращения шпинделя служат кнопки «Вращение шпинделя влево» на пульте управления.
Для проворота зубчатых колес в коробке скоростей во время переключения скоростей вращения шпинделя служит кнопка «Проворот шпинделя».
На станке 2С132Ц предусмотрены следующие режимы управления:
- ручной режим;
- автоматический.
При ручном режиме, переключатель «Выбор режима» установить а среднее положение «Ручной режим». Управление станком осуществляется нажатием соответствующих кнопок на пульте станка «Вращение шпинделя влево», «Останов». Рабочая подача осуществляется как от штурвала, так и с помощью механической передачи от электродвигателя главного движения.
При автоматическом режиме, переключатель «Выбор режима» установить в крайнее левое положение «Сверление». Установить кулачки в зависимости от глубины обработки. С помощью штурвала перевести шпиндель в верхнее исходное положение. Нажать кнопку «Пуск цикла».