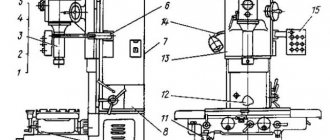
Что представляет собой вертикально-сверлильный станок 2С132
Конструкция станка состоит из колонны, расположенной на основании. Колонна представляет собой пустотелую отливку коробчатой формы, выполненную из чугуна. По
направляющим колонны типа ласточкиного хвоста происходит перемещение сверлильного и подъемного стола. Перемещение их осуществляется в ручном режиме. Подъемный стол имеет три Т-образных паза. В них закрепляют различные приспособления, например тиски. Или стол плавающий, или стол крестовой. Внутри колонны на фундаментной плите установлен электронасос, а в нише колонны в верхней части смонтирована панель электрооборудования. В фундаментной плите расположен резервуар для охлаждающей жидкости. На нижней же плите находится плунжерный насос, благодаря которому происходит смазка коробки скоростей и всех частей сверлильной головки. На передней части подмоторной плиты есть специальный маслоуказатель.
Опоры валов коробки скоростей размещены в верхней и нижней плитах и скреплены межу собой четырьмя стяжками.
Коробка скоростей сообщает шпинделю 12 частот вращения с помощью передвижных блоков. А сама она получает вращение от вертикально расположенного электродвигателя через эластичную муфту и зубчатую передачу.
Переключение скоростей так же, как и переключение подач производится рукоятками, расположенными на передней части сверлильной головки.
Коробка подач смонтирована в отдельном корпусе, установлена в сверлильной головке.
Шпиндель смонтирован на двух шарикоподшипниках.
Сверлильная головка представляет собой чугунную отливку коробчатой формы, в которой
монтируются все основные сборочные единицы станка: коробка скоростей, коробка подач, шпиндель, механизм подачи, противовес шпинделя и механизм переключения скоростей и подач.
Механизм подачи состоит из червячной передачи и передачи реечной. Механизм подачи приводится в движение от коробки подач и предназначен:
- для ручного подвода закрепленного в шпинделе инструмента к детали;
- включения рабочей подачи;
- ручного опережения подачи;
- выключения рабочей подачи;
- ручного отвода шпинделя вверх;
- ручной подачи, используемой при нарезании резьбы.
Разобраться с тем, как работает оборудование, поможет внимательное изучение руководства по эксплуатации.
Сверлильный станок с ЧПУ 2р135ф2: характеристика
- Максимальный диаметр деталей, подвергающихся обработке не должен превышать 35 мм.
- Максимальный размер не превышает 24 мм.
- Максимальная фрезировальная ширина не превышает 60 мм.
- В процессе обработки участвует 6 инструментов.
- Частота оборотов шпинделя 12.
- Рабочая поверхность имеет следующие размеры – 710х400 мм.
- Частота оборотов шпинделя находится в пределах от 35 до 1600 за минуту.
- Количество подач по Z оси достигает 18.
- Рабочие подачи по Z оси находятся в пределах от 10 до 500 мм за минуту.
- Стол и салазки перемещаются со скоростью до 7000 мм за минуту, а в процессе фрезерования 2200 мм за минуту.
- Частота движения суппорта достигает 4000 мм за минуту.
- По габаритам станок обладает следующими параметрами 1800 мм на 2400 мм на 2700 мм.
Конструктивные особенности
Конструкция сверлильного станка состоит:
- Рабочая головка, которая служит для закрепления инструмента.
- Привод.
- Насос масляный плунжерного типа.
- Система охлаждения обрабатываемой зоны.
- Шпиндель.
- Коробка подач.
- Система электроснабжения агрегата, электрический шкаф для подключения к сети.
- Коробка скоростей.
- Система контроля скорости и подачи.
- Плита основания, колонна, рабочий стол.
Станина агрегата сделана в виде монолитной, массивной, чугунной конструкции. Положение производительной поверхности выполняется оператором по несущей колонне вручную, путём отжима фиксирующего устройства и поворота штурвала, выполняющего функцию регулировки положения шпинделя. Для движения поверхности стола на колонне сделаны специальные направляющие пазы.
А также чугунной является и опорная плита. Она имеет пустотелую конструкцию, внутри которой находится ёмкость для хранения жидкости охлаждения. Там же расположен отстойник для металлических крупных загрязнений и устройство фильтрации. На самой опорной колонне располагается электрический насос мощностью 120 Вт, который отвечает за подачу жидкости. Подача охлаждающей жидкости осуществляется через систему различного диаметра трубок, которые подают воду непосредственно к сверлильному элементу.
Силовой агрегат станка располагается на верху корпуса. Шпиндельный блок и коробка передач станка располагаются в корпусе. Кинематическая схема оборудования имеет простое конструктивное решение, при котором силовой агрегат и скоростная коробка соединены прямым валом. Механическая регулировка скоростей осуществляется с помощью рукоятки, размещённой на фронтальной стороне сверлильной головки. Регулировка скорости производится вручную. Коробка осуществляет передачу скорости вращения шпинделя на двенадцати частотах.
Смазка работающих элементов агрегата осуществляется с помощью плунжерного насоса в автоматическом режиме. Оператору понадобится только контролировать по датчику, который расположен на фронтальной панели, уровень количества масла.
На этой модели установлена система ручной подачи шпинделя. Эта система включает в себя:
- Штурвал, который выполняет регулировочную функцию.
- Передачу червячного вида.
- Обгонной храповой и кулачной муфты.
- Лимба.
- Вала, горизонтального расположения, с реечной шестерней.
Вертикально сверлильный станок 2С132
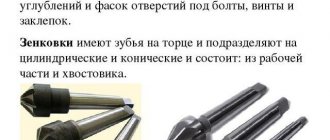
Вертикально сверлильный станок 2С132 предназначен для выполнения следующих видов работ: сверления, зенкования, зенкерования, растачивания, нарезания резьбы в различных видах металлических и неметаллических деталей быстрорежущим и твердосплавным инструментом.
Конструктивные особенности сверлильного станка 2С132
- На промышленном сверлильном станке 2С132 имеется узел, который позволяет контролировать глубину сверления.
- Рабочий стол оснащен механизмом регулирования высоты.
- Электрооборудование встроено в колонну.
- Подача СОЖ с баком встроенным в основание.
- Чугунные литые корпусные детали станка 2С132 обеспечивают высокую жесткость.
Вертикально сверлильный станок 2С132 позволяет использовать различные приспособления и инструменты, расширяющие его технологические возможности.
Станок 2C132 может использоваться в мелкосерийном производстве, на малых предприятиях, в ремонтных мастерских.
| Диапазон сверления в стали, мм | 3-32 (50)** |
| Диапазон нарезаемой резьбы | M3-M33 |
| Размер рабочей поверхности стола, мм | 500х500 |
| Количество Т-образных пазов | 3 |
| Ширина направляющего паза | 18Н12 |
| Наибольшее расстояние от торца шпинделя до стола, мм | 750 |
| Подъём стола, мм | 300 |
| Расстояние от оси шпинделя до колоны, мм | 300 |
| Конус шпинделя | Moрзе 4 (5)* |
| Перемещение пиноли шпинделя, мм | 250 |
| Количество частот вращения шпинделя | 12 (15)* |
| Диапазон частот вращения шпинделя, об/мин | 31,5…1400 (2000, 4000)* |
| Крутящий момент, не более, Нм | 400 |
| Осевое усилие на шпинделе, не более, Н | 15000 |
| Количество механических подач пиноли шпинделя | 9 |
| Диапазон механических подач пиноли шпинделя, мм/об | 0,1; 0,14; 0,2; 0,28; 0,4; 0,56; 0,8; 1,12; 1,6 |
| Мощность двигателя главного движения, кВт | 4 |
| Установочное перемещение сверлильной головки, мм. | 170 |
| Наибольшая масса заготовки, кг | 600 |
| Наибольшая высота заготовки, мм | 600 |
| Масса 2С132 станка, кг (с упаковкой) | 1500 |
| Масса 2С132 станка 2C132, кг (без упаковкой) | 1200 |
| Габаритные размеры, мм (с упаковкой) | 1350x1100x2370 |
| Габаритные размеры, мм (без упаковкой) | 870x1110x2700 |
| * опция ** при минимальных подачах и оборотах |
Комплектность станка 2С132:
- Станок в сборе;
- Рукоятка подъема стола и сверлильной головки;
- Охлаждение;
- Освещение;
- Ключ к эл. шкафу;
- Пробки транспортные;
- Техническая документация (Руководство по эксплуатации).
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос Отзывов пока нет, но ваш может быть первым. Оставить отзыв
Код товара: 38899
Станок сверлильный Stalex VDM-5140
Ø сверления40 мм Конус шпинделяMT4 Реверс шпинделяесть Макс. обороты 1400 об/м Мощность 3.00 кВт Напряжение380В Масса1250 кг
Код товара: 39255
Код товара: 50153
Компания-изготовитель оставляет за собой право на изменение комплектации и места производства товара без уведомления! Обращаем Ваше внимание на то, что информация на сайте не является публичной офертой!
Технические характеристики станка 2Р135Ф2
| Наименование параметра | 2Р135Ф2 |
| Основные параметры станка | |
| Наибольший диаметр сверления в стали 45, мм | 35 |
| Наибольший диаметр нарезаемой резьбы в стали 45, мм | М24 |
| Наименьшее и наибольшее расстояние от торца шпинделя до поверхности стола, мм | 40..600 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 450 |
| Наибольший диаметр фрезы, мм | 100 |
| Наибольшая глубина фрезерования, мм | 2 |
| Наибольшая ширина фрезерования, мм | 60 |
| Продольное перемещение стола по направляющим салазок (Ось Х), мм | 630 |
| Поперечное перемещение салазок по направляющим станины по программе (Ось Y), мм | 360 |
| Наибольшее перемещение шпиндельной бабки по программе (ось Z), мм | 560 |
| Суппорт. Шпиндельная бабка. Шпиндель | |
| Частота вращения шпинделя, об/мин | 45..2000 31..1400 |
| Количество скоростей шпинделя | 12 |
| Скорость быстрого перемещения суппорта (шпиндельной бабки), м/мин | 4 |
| Количество подач суппорта по оси Z, мм | 18 |
| Подачи суппорта, мм | 10..500 |
| Наибольший допустимый крутящий момент, Нм | 200 |
| Конус шпинделя | |
| Рабочий стол | |
| Размеры рабочей поверхности стола, мм | 400 х 710 |
| Максимальная нагрузка на стол (по центру), кг | |
| Число Т-образных пазов Размеры Т-образных пазов | 3 |
| Скорость быстрого перемещения стола и салазок, м/мин | 7 |
| Скорость подачи стола и салазок при фрезеровании, м/мин | 0,22 |
| Минимальная скорость перемещения стола, м/мин | 0,05 |
| Точность позиционирования стола и салазок на длине хода, мм | 0,05 |
| Система ЧПУ 2П32-3 | |
| Число управляемых координат | 3 |
| Число одновременно управляемых координат | 2 |
| Дискретность задания перемещения стола, салазок и суппорта, мм | 0,01 |
| Электрооборудование, привод | |
| Электродвигатель привода главного движения, кВт | 3,7 |
| Электродвигатель привода перемещения шпиндельной бабки (суппорта), кВт | 1,3 |
| Электродвигатель привода перемещения салазок и стола, кВт | 1,1 |
| Электродвигатель привода вращения револьверной головки, кВт | 0,75 |
| Электронасос охлаждающей жидкости Х14-22М, кВт | 0,125 |
| Габарит станка | |
| Габариты станка, мм | 1800 х 2170 х 2700 |
| Масса станка, кг | 5390 |
- Станок вертикально-сверлильный с числовым программным управлением 2Р135Ф2-1. Руководство по эксплуатации 2Р135Ф2-1.00.000 РЭ, 1983
- Грачев Л.Н. Конструкция и наладка станков с программным управлением и роботизированных комплексов, 1986, стр.122
- Панов Ф.С. Работа на станках с ЧПУ, 1984, стр.163
- Барун В.А. Работа на сверлильных станках,1963
- Винников И.З., Френкель М.И. Сверловщик, 1971
- Винников И.З. Сверлильные станки и работа на них, 1988
- Лоскутов B.В Сверлильные и расточные станки, 1981
- Панов Ф.С. Работа на станках с ЧПУ, 1984
- Попов В.М., Гладилина И.И. Сверловщик, 1958
- Сысоев В.И. Справочник молодого сверловщика,1962
- Тепинкичиев В.К. Металлорежущие станки, 1973
Список литературы
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики сверлильно-фрезерно-расточной группы станков
- Выбор подходящего станка для металлообработки
- Технология ремонта станков
- Методика проверки и испытания сверлильных станков на точность и жесткость
- Справочник сверлильных станков
- Заводы производители сверлильных станков в России
- Поколения систем ЧПУ. Термины и понятия систем ЧПУ
- Российские производители современных систем ЧПУ
- Обзор систем ЧПУ Российского производства
- Рекомендации при выборе устройств ЧПУ
- Неполадки модернизированных станков с ЧПУ: советы и рекомендации профессионалов
- Требования по обеспечению устойчивости и безопасности систем управления станками
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Техника безопасности. До начала и во время работы станка
Так как данный агрегат представляет опасность для работника, имеется руководство для сверлильного станка 2Н135, в котором прописаны правила техники безопасности:
Достаточно важно следить за спецодеждой. Обшлаги рукавов должны быть застегнуты на пуговицы
Волосы должны быть убраны под берет или косынку. Если это косынка, то она должна быть завязана так, чтобы не было свисающих концов. Должны быть надеты защитные очки. Станок проверяется на работоспособность на холостом ходу. Важно проверить все ограждения и их работоспособность. Рабочий, а также вспомогательный инструмент должны быть осмотрены на предмет того, исправны они или нет. Необходимо проверить исправность защитного элемента.
Есть также правила, которые нужно соблюдать во время работы:
- Фреза и обрабатываемая деталь должны быть надежно закреплены.
- Нельзя ничего класть на станок, а также облокачиваться на него.
- Во время работы запрещается отвлекаться на посторонние разговоры и прочее.
- Ремень, фрезу и другие работающие части станка нельзя хватать.
- Нельзя отходить от устройства, если предварительно оно не было остановлено.
Общий вид и органы управления сверлильного станка 2Н118
Органы управления сверлильным станком 2н118
Спецификация органов управления сверлильным станком 2Н118
- Выключатель освещения
- Выключатель насоса охлаждения
- Вводный автоматический выключатель
- Рукоятка управления механизмом подачи
- Кнопка включения механической подачи
- Рукоятка переключения подач
- Кнопочная станция «Вправо», «Влево», «Стоп»
- Рукоятка переключения скоростей
- Рукоятка зажима сверлильной головки
- Болты для регулировки клина сверлильной головки
- Рукоятка зажима стола
- Болты для регулировки клина стола
- Рукоятка подъема стола
- Квадрат валика механизма подъема сверлильной головки
- Кулачки настройки циклов работы
- Отверстие 3/4″ для подключения станка к электросети
Устройство и особенности аппарата
Устройство агрегата данного типа включает в себя следующие элементы:
- шпиндель;
- коробка скоростей;
- основание, рабочее место и колонна;
- привод;
- головка для закрепления инструмента;
- электрический шкаф;
- охлаждающая система;
- коробка подач;
- система, контролирующая скорости и подачи;
- плунжерный масляный насос.
Плунжерный масляный насос
У вертикально-сверлильных станков техническая характеристика свидетельствует об их универсальности. Данными аппаратами можно выполнять не только сверление, но и зенкерование, рассверливание, нарезание резьбы и развертывание отверстий.
Это происходит благодаря применению прочных и твердых инструментов, выполненных из хорошо режущих сталей.
Основные особенности аппарата заключаются в следующем:
- вес станка — 1199 кг;
- крутящий момент шпинделя максимально может достигать 399 Нм;
- наличие системы остановки работы шпинделя;
- максимально допустимое усилие, при котором выполняется подача, составляет 15 кН;
- применение электронасоса типа Х14-22М в составе конструкции для передачи жидкости для охлаждения в место обработки;
- габариты рабочего стола составляют 449*499 мм, на поверхности которого предусмотрены пазы в количестве трех штук в форме буквы «Т».
Одной из главных технологических особенностей станка является его 100-процентное ручное управление. Все этапы работы регулируются вручную, а подача шпинделя осуществляется механически.
Общие характеристики агрегата включают в себя три большие части:
- рабочее место-стол, на котором находится деталь, подлежащая обработке;
- устойчивая чугунная станина, имеющая пространство внутри для электрического оборудования;
- сверлильная головка со шпинделем, которая движется по вертикали при помощи червячного вала.
2Р135Ф2 характеристики станка
Купить этот станок без посредников:
Технические характеристики:
Станки модели 2р135ф2 предназначены для выполнения следующих операций: сверления, зенкерования, рассверливания, зенкования, развертывания, нарезания резьбы, легкого прямолинейного фрезерования.
Наибольший диаметр сверления в стали 45 ГОСТ 1050- 74, мм 35 Размеры конуса шпинделя по СТ СЭВ 147-75 Морзе 4 Размеры конуса шпинделя для фрезерования Конус 7:24 Наибольшая ширина фрезерования, мм 60 Наибольшая ширина фрезерования, мм 2 Наибольший ход шпинделя, мм 250 Расстояние от торца шпинделя, мм: до стола 600 Наибольшие (установочное) перемещение сверлильной головки, мм 170 Рабочая поверхность стола, мм 400х710 Наибольший ход стола, мм 630 Количество скоростей шпинделя 12 Количество подач 9 Пределы подач, мм/об 0,1-1,6 Наибольшая высота заготовки, кг 300 Габарит станка: длина, ширина, высота, мм 1860х2400х2700 Масса станка, кг 4700
Купить этот станок без посредников:
mashinform.ru
Вертикально сверлильный станок 2с132
фото:кинематическая схема вертикально-сверлильного станка 2С132
- фото:электрическая схема вертикально-сверлильного станка 2С132
- фото:электрическая схема вертикально-сверлильного станка 2С132 продолжение
Стойка вертикально-сверлильного станка 1с132
Стойка представляет собой пустотелую чугунную отливку, на которой по направляющим типа “ласточкин хвост” перемещается сверлильная головка и стол. Стол имеет три Т-образных паза, в которых закрепляется различная оснастка.
На фундаментной плите установлен электронасос для СОЖ, в верхней части колоны монтируется шкаф с электрооборудованием.
Фундаментная плита является резервуаром для смазывающе-охлаждающей жидкости.
Коробка скоростей предназначена для осуществления главного движения — вращения шпинделя. Вращение входного вала коробки скоростей осуществляется от электродвигателя через эластичную муфту 10 и зубчатую передачу.
При помощи подвижных блоков 5, 7, 8 шпинделю сообщается от 12 до 15 скоростей. Выходной вал 2 коробки скоростей имеет шлицевое отверстие, через которое крутящий момент передается шпинделю.
Через зубчатую передачу 3 вращательное движение передается на коробку подач.
фото:коробка скоростей вертикально-сверлильного станка 1с132
Коробка подач установлена в сверлильной головке и предназначена для осевого перемещения шпинделя. При помощи двух тройных подвижных блоков осуществляется девять подач.
Выходной вал коробки подач сцентрирован с верхней опорой червяка механизма подач. На валу расположена полумуфта, передающая вращательное движение червяку механизма подач.
фото:коробка подач вертикально-сверлильного станка 1с132
Шпиндельная бабка 2 установлена на двух подшипниках, осевая нагрузка воспринимается нижним упорным подшипником, а усилие при выбивке режущего инструмента—верхним шариковым. Подшипники расположены в пиноли 3, которая с помощью реечной передачи перемещается вдоль оси.
Выбивка инструмента из конуса Морзе шпинделя осуществляется при помощи специального приспособления на головке шпинделя. Выбивка выполняется вращением штурвала от руки при подъеме шпиндельной бабки. Обойма 5 специального приспособления упирается в корпус сверлильной головки и рычаг 4, поворачиваясь вокруг оси», выбивает режущий инструмент.
Нижний паз шпинделя предназначен для фиксации шпонкой 7 оправки с установленной в ней фрезой при обработке плоскостей на станке 2С132ПФ2И! От выпадания шпонки из паза при фрезеровании, шпонку предохраняет быстросменная втулка, применяемая только при фрезеровании и устанавливается в пазы стакана 6.
фото:шпиндель вертикально-сверлильного станка 1с132
Плавающий стол вертикально-сверлильного станка 1с132
Плавающий стол предназначен для сверления деталей по копиру или разметки и состоит из следующих частей: стол 1,салазки 2 и основание 3.
Стол по салазкам перемещается в продольном направлении на игольчатых подшипниках. Салазки со столом, в свою очередь, перемещаются в поперечном направлении также на игольчатых подшипниках. Роликовые игольчатые подшипники обеспечивают легкость и плавность перемещения и устанавливают стол в нужное положение.
- Зажимное устройство состоящее из эксцентрикового вала 4, верхней и нижней тяг 5 и 6 а также двух клиньев 7 фиксирует стол в нужном положении.
- Регулировка зажимного устройства осуществляется при помощи винта.
- В процессе эксплуатации стола существует необходимость в регулировки направляющих качения, для создания необходимого натяга между направляющими и роликами.
| Наибольшая высота заготовки,мм | 800 |
| Наибольшая масса устанавливаемой заготовки,кг | 600 |
| Наибольший диаметр сверления,мм | 32 |
| Пределы диаметров сверления,мм | 3…35 |
| Размеры рабочей поверхности стола,мм: | |
| ширина | 500 |
| длина | 500 |
| Цена деления лимба,мм | 0,05 |
| Наибольше ручное перемещения шпинделя,мм | 250 |
| Количество частот вращения шпинделя |
Кинематическая схема сверлильного станка 2Р135Ф2-1
Кинематическая схема сверлильного станка 2р135ф2-1 с УЧПУ 2П32-3
Кинематическая схема станка (рис. 4.6) состоит из следующих независимых кинематических цепей: привода главного движения (вращение шпинделей револьверной головки); привода подач крестового стола; привода суппорта с револьверной головкой; поворота револьверной головки; выпрессовки инструмента из шпинделей.
Цепь главного движения
Цепь главного движения: двухскоростной асинхронный электродвигатель M1 (N=4/4,5 кВт; n = 1470/990 об/мин) — зубчатая передача 29/41—вал I — вал II (через передачи 24/48 и 36/36 при включенных муфтах М1 и М2 или через передачу 14/36 при включенной муфте М3) —вал III (через передачи 14/36 и 48/24 при включенных муфтах М4 и М5) —вал V через коническую зубчатую передачу 21/21 — на один из шпинделей револьверной головки через передачи 35/42; 31/49; 49/47; 47/35.
Цепь привода подач крестового стола
Цепь привода подач крестового стола имеет два редуктора, один из которых осуществляет движение стола по салазкам (ось X), а второй — движение салазок по станине (ось У).
Кинематическая цепь привода салазок
Кинематическая цепь привода салазок обеспечивает их быстрое, среднее и медленное перемещения. Быстрое перемещение (со скоростью 7000 мм/мин): электродвигатель М4 (N=0,6 кВт; п= 1380 об/мин) — передачи 16/40; 34/22; 22/52; 52/34 — шариковый винт.
Перемещение со средней скоростью (200 мм/мин): электродвигатель М4 — передачи 16/64; 25/55; 25/55; 38/42; 22/52; 52/34 — шариковый винт. Медленное перемещение (со скорость 50 мм/мин): электродвигатель М4 — передачи 16/64; 25/55; 25/55; 16/64; 22/52; 52/34 — шариковый винт. На шариковом ходовом винте смонтирован датчик обратной связи.
Перемещение стола по салазкам происходит от электродвигателя М5 (N = 0,6 кВт; n=1380 об/мин); кинематическая цепь привода этого перемещения аналогична кинематической цепи привода перемещения салазок.
Цепь привода суппорта с револьверной головкой
Цепь привода суппорта с револьверной головкой: электродвигатель М2 постоянного тока (N = l,3 кВт; n = 50..2600 об/мин) — передача 13/86 (или передача 37/37 — червячная передача 4/25 — ходовой винт, оснащенный тормозной муфтой (предотвращающей произвольное опускание суппорта при отключении электродвигателя) и датчиком обратной связи ДЗ.
Цепь привода поворота револьверной головки
Цепь привода поворота револьверной головки: электродвигатель М3 (N=0,7/0,9 кВт; n= 1400..2700 об/мин) — передача 23/57 — червячная передача 1/28 — передача 16/58 — корпус револьверной головки.
Выпрессовка инструментов из шпинделей
Выпрессовка инструментов из шпинделей: электродвигатель М3 — передача 18/52 (при включенной муфте) — червячная передача 1/28 — передача 21/21 — эксцентрик, смонтированный в пазу оси поворота револьверной головки и выпрессовывающий инструмент.
Смазывание суппорта револьверной головки
Смазывание суппорта револьверной головки осуществляется принудительно по следующей схеме: электродвигатель МЗ — передачи 18/52; 52/75 — эксцентрик ЭЗ, приводящий в действие плунжерный насос.
Смазывание коробки скоростей
Смазывание коробки скоростей осуществляется от шестеренчатого насоса, приводимого в действие электродвигателем коробки скоростей через клиновой ремень. Подаваемое насосом масло поступает в распределительную камеру, где оно распределяется для смазывания всех подвижных частей коробки скоростей и электромагнитных муфт, а затем сливается в резервуар. Уровень масла контролируют маслоуказателем.
Смазывание редукторов подачи суппорта и крестового стола
Смазывание редукторов подачи суппорта и крестового стола осуществляется разбрызгиванием масла зубчатыми передачами. Уровень масла контролируют визуально с помощью маслоуказателей.
Смазывание направляющих и винтовых пар крестового стола
Смазывание направляющих и винтовых пар крестового стола осуществляют вручную с помощью лубрикатора. Подшипники шпинделей револьверной головки смазывают пластичным смазочным материалом.
Подача охлаждающей жидкости
Подача охлаждающей жидкости осуществляется от центробежного насоса. Для охлаждения инструмента в зоне резания предусмотрен индивидуальный привод, позволяющий направлять струю охлаждающей жидкости в нужное место. Подача охлаждающей жидкости в автоматическом цикле начинается при движении суппорта вниз (начало рабочей подачи) и прекращается с началом возврата суппорта в исходное положение (при этом на пульте управления должен быть включен соответствующий тумблер).
Электрооборудование станка
Электрооборудование станка состоит из отдельно стоящих шкафа релейной автоматики и УЧПУ, а также из элементов, установленных непосредственно на станке. Электрические соединения между узлами станка и УЧПУ выполнены жгутами в металлорукавах, оканчивающихся разъемами.
Электрическая схема станка обеспечивает следующие режимы его работы:
- наладочный;
- полуавтоматический с вводом задания от переключателей УЧПУ;
- полуавтоматический с вводом задания от перфоленты;
- автоматический с вводом задания от перфоленты.
Режим выбирают с помощью переключателей, расположенных на пультах управления станка и УЧПУ.
Сведения о производителе вертикально-сверлильного станка 2Н135
Изготовитель сверлильных станков моделей 2Н125, 2Н135, 2Н150, 2Г175 — Стерлитамакский станкостроительный завод, основанный в 1941 году.
История Стерлитамакского станкостроительного завода начинается 3 июля 1941 года, когда началась эвакуация Одесского станкостроительного завода в город Стерлитамак.
Уже 11 октября 1941 г. Стерлитамакский станкостроительный завод начал выпускать специальные агрегатные станки для оборонной промышленности.
В настоящее время завод выпускает металлообрабатывающее оборудование, среди которого — токарные и фрезерные станки с ЧПУ, многофункциональные обрабатывающие центры, металлообрабатывающий и режущий инструмент.
Порядок работы на станке
Наладка станка на работу заключается в установке стола и сверлильной головки в необходимые для работы положения, в зажиме их на колонне, в установке необходимых частот вращения и подач шпинделя.
На станке 2С132ПФ2И предусмотрены следующие режимы управления:
- наладочный (управление вручную от кнопок);
- автоматический (управление от УЦИ К524);
- полуавтоматический (позиционирование стола по программе от устройства УЦИ, а подвод и отвод пиноли со шпинделем вручную).
Для установления наладочного режима необходимо переключатель «Выбор режима» на пульте управления станка установить в положение «Наладка».
Работа на станке в режиме «Наладка» осуществляется нажатием соответствующих кнопок на пульте управления.
Для выбора оси перемещения служит переключатель «Выбор осей X и У». Для перемещения стола в положительном и отрицательном направлениях служат соответственно кнопки «Положительное направление перемещения». Для управления направлением вращения шпинделя служат кнопки «Вращение шпинделя влево» на пульте управления.
Для проворота зубчатых колес в коробке скоростей во время переключения скоростей вращения шпинделя служит кнопка «Проворот шпинделя».
На станке 2С132Ц предусмотрены следующие режимы управления:
- ручной режим;
- автоматический.
При ручном режиме, переключатель «Выбор режима» установить а среднее положение «Ручной режим». Управление станком осуществляется нажатием соответствующих кнопок на пульте станка «Вращение шпинделя влево», «Останов». Рабочая подача осуществляется как от штурвала, так и с помощью механической передачи от электродвигателя главного движения.
При автоматическом режиме, переключатель «Выбор режима» установить в крайнее левое положение «Сверление». Установить кулачки в зависимости от глубины обработки. С помощью штурвала перевести шпиндель в верхнее исходное положение. Нажать кнопку «Пуск цикла».
Нарезание резьбы в автоматическом цикле
ВНИМАНИЕ! Нарезание резьбы с автоматическим циклом подачи шпинделя, возможно только для станков 2С132ПФИ и 2С132Ц. Диапазоны подач указаны в табл
10.
При автоматическом цикле нарезание резьбы переключатель «Выбор режима» установить в крайнее правое положение «Нарезание резьбы». Установить кулачки в зависимости от глубины обработки. Нажать кнопку «Пуск цикла». Окончание нарезания резьбы на станке 2С132Ц контролируется соответствующими кулачками на лимбе, а на станке 2С132ПФ2Й по заданной программе.
На станках 2С132К и 2С132 предусмотрены следующие режимы:
- ручная подача шпинделя;
- механическая подача шпинделя.
Установить кулачки в зависимости от глубины обработки.
После включения вращения и подачи шпинделя начинается обработка детали. По достижении нужной глубины обработки подача шпинделя прекратится, а шпиндель будет продолжать вращаться. Для его остановки нужно нажать кнопку «Останов».
Нарезание резьбы на станке с реверсом шпинделя на определенной глубине, лимб на сверлильной головке установить так, чтобы против указателя находилась цифра, соответствующая глубине обработки. Совместить риску кулачка «Р» с соответствующей риской на лимбе и закрепить кулачок. Выключить механическую подачу. После включения вращения шпинделя метчик вручную ввести в отверстие. Через 2-3 оборота шпинделя надобность в ручной подаче отпадает. По достижении заданной глубины нарезания шпиндель автоматически реверсируется и метчик выходит из отверстия. Чтобы шпиндель принял правое вращение, нужно нажать на соответствующую кнопку.
Вертикально-сверлильный станок мод. 2р135ф2
Этот станок с числовым программным управлением (ЧПУ) предназначен для сверления, зенкерования, развертывания, нарезания резьбы, торцового подрезания деталей и т. д. в условиях мелкосерийного и среднесерийного производства. Наличие на станке шестипозиционной револьверной головки для автоматической смены режущего инструмента и крестового стола с программным управлением создаст возможности осуществлять координатную обработку деталей типа крышек, фланцев, панелей и других деталей без предварительной разметки и без применения кондукторов, Класс точности станка Н.
Система числового программного управления. Станок мод. 2Р135Ф2 оснащен устройством числового программного управления «Координата С70-3», которое обеспечивает одновременное перемещение стола по осям X и У при позиционировании управления перемещением по оси (от координаты), дает возможность управлять поворотом револьверной головки, выбирать величину рабочей подачи и частоты вращения шпинделя. Устройство имеет цифровую индикацию, предусмотрен ввод коррекций на длину инструмента.
Позиционная прямоугольная система ЧПУ замкнутая, в качестве измерительного используют кодовые преобразователи. Точность позиционирования стола и суппорта составляет 0,05 мм, дискретность программирования и цифровой индикации равна 0,05 мм. Число управляемых координат: всего — три; одновременно — две.
На основании станка смонтирована колонна, по прямоугольным вертикальным направляющим которой перемещается суппорт, несущий револьверную головку. На колонне жестко смонтированы коробка скоростей и редуктора подач. Крестовый стол имеет основание, по которому перемещаются в поперечном направлении салазки, несущие собственно стол. Последний в свою очередь может перемещаться в продольном направлении по направляющим салазок. Перемещение салазок и стола осуществляют от редукторов.
Поворот револьверной головки. Поворот головки осуществляется на следующей кинематической цепи. От электродвигателя МЗ (0,7/09 кВт, 1400/2700 об/мин) через передачу вала на вал, с которого червячной передачей движение передают на вал и передачу, которая и производит поворот револьверной головки. Муфта должна быть включена. Прежде чем произвести поворот револьверной головки, ее необходимо расфиксировать, так как она закреплена подпружиненными тягами суппорта, находящимися в пазах револьверной головки. При вращении вала, на котором сидит червяк, имеет возможность осевого перемещения, поэтому он вывертывается из червячного колеса и движением вниз через реечную передачу с колесом и с модулем поворачивает вал с эксцентриком, который системой рычагов освободит револьверную головку; одновременно второе реечное колесо перемещает рейку на валу и тем самым выводит колесо на валу из зацепления. Таким образом, освобождается револьверная головка и разрывается кинематическая цепь, соединяющая привод вращения со шпинделем револьверной головки. После этого червяк доходит до жесткого упора и начинает вращать револьверную головку посредством передачи меняя инструмент (прямое вращение).
Одновременно с вращением револьверной головки через передачу вал и передачу вращается позиционный командоаппарат на валу, который останавливает прямое вращение револьверной головки реверсом электродвигателя, предварительно уменьшив частоту его вращения до 1400 об/мин. При обратном вращении револьверная головка доходит до жесткого упора суппорта и останавливается; при этом червяк, вывертываясь из червячного колеса, движется вверх. Вал вращается в обратном направлении, зубчатое колесо вводится в зацепление с колесом шпинделя револьверной головки. Головка фиксируется, и шпиндель начинает вращаться. Выбор последовательности работы шпинделей револьверной головки устанавливается на пульте. Всего предусмотрено шесть циклов обработки.
Перемещение стола происходит от двигателя М4 (0,6 кВт, 1380 об/мин). Редуктор стола не отличается от редуктора салазок, поэтому на его кинематической схеме не нанесены обозначения валов и колес.
Нарезание резьбы. Для нарезания резьбы машинным метчиком служат патроны, которые могут быть установлены в любую позицию револьверной головки. При нарезании резьбы используют копир, винт-гайку с шагами 1,0; 1,25; 1,5; 1,75; 2,0; 3,0 мм, набор сменных цанг для закрепления метчиков, переходные квадраты. В резьбонарезной головке имеется механизм для настройки работы головки по циклу прямой ход (резьбонарезание) — реверс (вывертывание метчика после нарезания резьбы). Полный цикл работы с суппортом обеспечивается электрической схемой станка. Вращение от шпинделя передают посредством вкладыша, вставленного в шпиндель револьверной головки, через зубчатую муфту на поводок, шлицевый вал и цангу.
www.4ne.ru
Принцип действия
Эксплуатация станка в действующем режиме происходит по следующему принципу. Обрабатываемую заготовку, необходимо установить и надёжно зафиксировать на рабочей поверхности координатного стола. Шпиндель с установленным инструментом должен располагаться в крайнем положении снизу. Используя систему продольного смещения рабочего стола, шпиндель необходимо отцентрировать.
Затем нужно убедиться в соосном расположении торца детали, предназначенной для обработки, и шпинделя. Исходя из кинематической возможности, в коробке скоростной передачи выбираем скорость вращения, подходящую для обработки. Включаем вертикальный электрический двигатель главного привода.
После настройки кинематической схемы, осуществляется движение инструментальной головки к торцу обрабатываемого изделия, и выполняют нужную технологическую операцию.
Принцип действия
Эксплуатация станка в действующем режиме происходит по следующему принципу. Обрабатываемую заготовку, необходимо установить и надёжно зафиксировать на рабочей поверхности координатного стола. Шпиндель с установленным инструментом должен располагаться в крайнем положении снизу. Используя систему продольного смещения рабочего стола, шпиндель необходимо отцентрировать.
Затем нужно убедиться в соосном расположении торца детали, предназначенной для обработки, и шпинделя. Исходя из кинематической возможности, в коробке скоростной передачи выбираем скорость вращения, подходящую для обработки. Включаем вертикальный электрический двигатель главного привода.
После настройки кинематической схемы, осуществляется движение инструментальной головки к торцу обрабатываемого изделия, и выполняют нужную технологическую операцию.
Краткое описание составных частей станка 2С132, 2С132К, 2С132Ц, 2С132ПФ2И
Колонна станка представляет собой пустотелую чугунную отливку коробчатой формы. По направляющим колонны типа «ласточкин хвост» вручную перемещаются сверлильная головка и подъемный стол с тремя Т-образными пазами, в которых закрепляются накладные крестовые столы: механизированный — на станке мод. 2С132ПФ2И, плавающий с ручным управлением — на станке мод. 2С132К. На фундаментной плите, внутри колонны, установлен электронасос. Фундаментная плита является резервуаром для охлаждающей жидкости.
Сверлильная головка представляет собой чугунную отливку коробчатой формы, в которой монтируются все основные сборочные единицы станка: коробка скоростей, коробка подач, шпиндель, механизм подачи, противовес шпинделя и механизм переключения скоростей и подач.
Механизм подачи приводится в движение от коробки подач и предназначен для выполнения следующих операций:
- Ручной или автоматический подвода закрепленного в шпинделе инструмента к детали;
- Ручное опережения подачи;
- Ручной или автоматический отвод шпинделя вверх;
- Ручная подача, используемая при нарезании резьбы.
Накладной механизированный крестовый стол предназначен для перемещения обрабатываемой детали, установленной в приспособлении на рабочей поверхности стола в продольном (по оси X) и поперечном (по оси Y) направлениях.
Механизированный крестовый стол обеспечивает быстрые перемещения, позиционирование в заданных координатах, а также рабочую подачу обрабатываемого изделия при легком прямолинейном фрезеровании.
В столе размещены приводы продольного перемещения стола по направляющим салазок, поперечного перемещения салазок по направляющим основания, а также защиты продольных и поперечных направляющих.
Плавающий стол предназначен для обработки деталей по копиру или разметке и состоит из трех основных частей: стола, салазок и основания.
Стол по салазкам перемещается в продольном направлении на роликовых игольчатых подшипниках. Салазки вместе со столом перемещаются в поперечном направлении на таких же роликовых игольчатых подшипниках. Роликовые игольчатые подшипники позволяют легко перемещать и устанавливать стол в нужное положение.
Модификации сверлильных станков 2С132
Для обработки отверстий разных диаметров применяются базовые вертикально-сверлильные станки моделей: 2С132. Последние две цифры номера каждой модели указывают наибольший диаметр отверстия в мм, которое можно сверлить на этом станке в заготовках из стали 45.
На основе указанных выше базовых моделей станков созданы следующие модифицированные модели:
- 2Н132 — базовая модель верткально-сверлильного станка;
- 2Д132Ф11 — верткально-сверлильный станок с устройством цифровой индикации;
- 2С132 (SB50) — базовая модель верткально-сверлильного станка;
- 2С132Л (SB50R) — верткально-сверлильный станок на круглой колонне;
- 2С132К — координатный вертикально-сверлильный станок с плавающим крестовым столом;
- 2С132ПФ2И — координатный вертикально-сверлильный станок с плавающим крестовым столом и цифровым управлением (ЧПУ);
- 2С132Ц, 2С132ЦП — вертикально-сверлильные станки с автоматизированным управлением (управление производится с помощью заранее настроенных кулачков и кнопок);
Вертикально-сверлильный станок 2р135ф2
Рисунок 28- Общий вид и рабочая зона вертикально-сверлильного станка
2Р135Ф2
Вертикально-сверлильные станки предназначены для сверления, рассверливания, зенкования, развертывания и нарезания резьбы в деталях типа крышек, фланцев, панелей и т.п. без предварительной разметки и без применения кондукторов.
Крестовый стол работает автоматически по набранной программе. Цикл перемещения шпинделя автоматизирован. Станки могут быть использованы в мелкосерийном и серийном производстве.
Станок мод. 2Р135Ф2 оснащен крестовым столом и шестипозиционной револьверной головкой, которые значительно расширяют его технологические возможности и позволяют успешно эксплуатировать в единичном, мелкосерийном и серийном производстве деталей.
Технические характеристики:
| Диаметр сверления наибольший, мм | 35 |
| Диаметр нарезаемых резьб наибольший, мм | 24 |
| Ход сверлильной головки, мм | 250 |
| Размеры стола, ШхД, мм | 400×630 |
| Диапазон частоты вращения шпинделя, об/мин | 31,5-1400 |
| Диапазон подач шпинделя, мм/мин | 10-500 |
| Размеры конуса шпинделя (Морзе) | 4 |
| Быстрый отвод и подвод стола, мм/мин Число инструментов | 3800 6 |
| Число управляемых осей координат (всего/ одновременно) | 3/2 |
| Мощность привода подачи по осям координат, X/Y/Z, кВт: | 0,3/1,3/1,3 |
| Расстояние от торца шпинделя до стола наибольшее, мм | 560 |
| Число ступеней подач по осям координат X, У, Z | 18 |
| Наибольшая длина перемещения по осям координат, X/Y/Z, мм: | 560/360/560 |
| Дискретность отсчета по осям координат X’, Y’, Z’, мм | 0,005 |
| Число скоростей привода главного движения (общая/по программе) | 12/12 |
| Цифровая индикация Положения, №кадра, №инструмента СЧПУ | Позиционная прямоугольная, типа «Координата С70-3» |
| Код | ИСО-7бит |
| Программоноситель | Перфолента восьмидорожечная |
| Класс точности станка | Н |
| Мощность электродвигателя привода главного движения, кВт | 4 |
| Габаритные размеры станка, ДхШхВ, мм | 2500х1800х2700 |
| Масса станка, кг | 3500 |
Шлифовальный станок модели 100cn
Рисунок 29 — Шлифовальный станок модели 100 CNC
Рисунок 30 — Шлифовальный станок модели 100 CNC (без ограждения)
Рисунок 31 — Зона обработки на станке мод. 100 CNC с устройством автоматической загрузки/разгрузки
Рисунок 32- Схема обработки с использованием револьверной головки с двумя шлифовальными шпинделями
Шлифовальный станок мод. 100 CNC предназначен для обработки деталей малого размера большими партиями.
Станок оснащен одним или двумя шпинделями (с параллельными осями). Поставляется только с устройствами автоматической загрузки/разгрузки.
Краткие технические характеристики:
| Модель станка | 100 CNC | 100 CNC T | |
| Диаметр шлифуемых отверстий | От 1 мм | от 1 мм | |
| Максимальные размеры шлифуемых деталей (диаметр) | При креплении в патроне | 60 мм | 60 мм |
| При бесцентровом шлифовании | 40 мм | 40 мм | |
| При зажиме детали в патроне | Максимальный диаметр патрона | 150 мм | 150 мм |
| Программируемая частота вращения, | 0-2000 мин-1 | 0-2000 мин-1 | |
| Мощность привода | 2 кВт | ||
| Максимальное осевое усилие зажима | 2500 Н | 2500 Н | |
| Максимальная суммарная масса зажимного устройства с заготовкой | При диаметре конца шпинделя, равного 100 мм | 30 кг | 30 кг |
| Оси X и Z | Рабочий ход | 130 мм | 130 мм |
| Разрешение | 0,1 мкм | 0,1 мкм | |
| Максимальная скорость перемещения | 10 м/мин | 10 м/мин | |
| Высота центра | Над столом с деталью | 110 мм | 217 мм |
| Над столом с шлифовальным кругом | 90 мм | 197 мм | |
| Габаритные размеры станка | (Дл. х Глуб. Х Выс.) | 1500х1500х2060 мм | 1500х1500х2060 мм |
| Масса станка | 2000 кг | 2000 кг |
Основные технические характеристики шпинделей серии VMX фирмы Voumard:
| Тип шпинделя | Частота вращения, мин-1 | Мощность, кВт | Наружный диаметр, мм |
| VMX 06 | 3 — 6000 | 7 | 150 |
| VMX 7,5 | 5 — 7000 | 7 | 150 |
| VMX 15 | 9 — 15000 | 8 | 150 |
| VMX 30 | 20 — 30000 | 8 | 150 |
| VMX 40 | 33 — 40000 | 7 | 150 |
| VMX 65 | 42 — 60000 | 4 | 120 |
| VMX 90 | 60 — 90000 | 3 | 90 |
| VMX 120 | 90 — 120000 | 2 | 90 |
Шпиндели VMX предназначены для использования со стандартным преобразователями мощностью 14 кВА.
Шпиндель VMX 06 предназначен для шлифования плоских торцов или для круглого наружного шлифования плоским кругом диаметром 250 мм.
Другие более мощные шлифовальные шпиндели могут быть поставлены в соответствии с запросом.
Области применения
- Автомобильная промышленность
- Машиностроение
- Аэрокосмическая
- Станкостроение
- Приборостроительная промышленность
studfiles.net
Сведения о производителе вертикально-сверлильного станка 2Р135Ф2
Изготовитель сверлильных станков моделей 2Р135Ф2, 2Р118Ф2, 2Н125, 2Н135, 2Н150, 2Г175 — Стерлитамакский станкостроительный завод, основанный в 1941 году.
История Стерлитамакского станкостроительного завода начинается 3 июля 1941 года, когда началась эвакуация Одесского станкостроительного завода в город Стерлитамак.
Уже 11 октября 1941 г. Стерлитамакский станкостроительный завод начал выпускать специальные агрегатные станки для оборонной промышленности.
В настоящее время завод выпускает металлообрабатывающее оборудование, среди которого — сверлильные и хонинговальные станки, токарные и фрезерные станки с ЧПУ, многофункциональные обрабатывающие центры, металлообрабатывающий и режущий инструмент.
Продукция Стерлитамакского станкостроительного завода
- 2135
— станок вертикально-сверлильный универсальный Ø 35 - 2А125
— станок вертикально-сверлильный универсальный Ø 25 - 2А135
— станок вертикально-сверлильный универсальный Ø 35 - 2А150
— станок вертикально-сверлильный универсальный Ø 50 - 2Г175
— станок вертикально-сверлильный универсальный Ø 75 - 2Н125
— станок вертикально-сверлильный универсальный Ø 25 - 2Н135
— станок вертикально-сверлильный универсальный Ø 35 - 2Н150
— станок вертикально-сверлильный универсальный Ø 50 - 2Р135Ф2
— станок вертикально-сверлильный с ЧПУ Ø 35 - 2С125, 2С125-1 (2с125-01), 2С125-04
— станок вертикально-сверлильный универсальный Ø 25 - 2С132, 2С132К
— станок вертикально-сверлильный универсальный Ø 32 - 2С150ПМФ4
— станок сверлильно-фрезерно-расточной вертикальный с ЧПУ и АСИ 500 х 1000 - 400V
— станок сверлильно-фрезерно-расточной вертикальный с ЧПУ и АСИ 400 х 900 - СФ-16, СФ-16-02, СФ-16-05
— станок фрезерно-сверлильный настольный Ø 16
2Р135Ф2 станок вертикально-сверлильный с ЧПУ. Назначение и область применения
Вертикальный сверлильный станок 2Р135Ф2 с шестишпиндельной револьверной головкой, с крестовым столом и числовым программным управлением (ЧПУ) предназначен для сверления, рассверливания, зенкования, развертывания, нарезания резьбы и фрезерования в мелкосерийном и серийном производстве различных отраслей промышленности.
Сверлильный станок 2Р135Ф2 применяют при обработке корпусных деталей и деталей типа «фланец», «крышка», «плита», «рычаг», «кронштейн».
Электросхема и ЧПУ позволяют осуществить на станке следующие тнхнологические операции:
- Сверление;
- Подрезка торца (цекование);
- Расточка;
- Нарезание резьб;
- Глубокое сверление;
- Фрезерование.
Где применяется сверлильный станок с ЧПУ 2р135ф2?
Рассматриваемый станок используется для регулирования процесса прямоугольной обработки и позиционирования. Программоносителем является перфолента с восьмью дорожками. Станок снабжен цифровой индикацией, возможен ввод до 15 корректировок на длину инструмента.
Станок обладает замкнутой системой, в которой в роли датчиков выступает сельсин БС155А. Стол и салазки позиционируются с точностью до 0,02 мм, цифровая индикация и задания перемещений имеют дискретностью до 0,01 мм. Всего имеется 3 координаты с возможностью управления, из которых 2 можно использовать одновременно.