Самым маленьким оборудованием, предназначенным для формирования отверстий в деталях из различных материалов, считается мини сверлильный станок, имеющий вертикальную компоновку рабочей головки. Используя такой станок, можно создавать отверстия небольшого диаметра в компактных деталях, нарезать в них резьбу и выполнять ряд других технологических операций.
Настольный мини-станок Proxxon TBM220 мощностью 85 ВТ
К значимым преимуществам такого аппарата следует отнести небольшие габариты, благодаря чему он занимает совсем немного места в мастерской или производственном цеху, незначительное потребление электроэнергии и доступную стоимость.
Сферы использования миниатюрных сверлильных станков
Миниатюрный сверлильный станок, несмотря на достаточно скромные габариты, позволяет эффективно выполнять операции сверления и добиваться высокой точности обработки. На многих из современных моделей таких станков благодаря их функциональности не только осуществляют операции сверления, но и фрезеруют негабаритные детали.
Радиолюбителю или моделисту не обойтись без легкого сверлильного станка
Одной из наиболее распространенных сфер применения мини сверлильных станков является формирование отверстий в печатных платах, без которых сегодня не создается ни одно электротехническое и электронное устройство. Получить в таких изделиях отверстия с очень небольшим диаметром невозможно при помощи обычных дрелей, поэтому обойтись без мини сверлильных станков в этих ситуациях просто невозможно.
Сверление печатных плат
Для сверления отверстий в печатных платах радиолюбители используют различные двигатели постоянного тока, обычно с цанговым патроном. Закрепив такой двигатель на специальном штативе, получим микросверлильный станочек.
На фото показан один из самых простых вариантов. Такой штатив из пластмассы и хиленьких металлических трубочек — напрасно выкинутые деньги. А сам моторчик неплохой.
Ещё один вариант сверлильного штатива. Показан с электродвигателем ДП-2-26. Пока без патрона.
Этот штатив получше первого, но всё равно требует предварительной доводки умелыми руками. Кроме того, детали штатива выполнены из алюминиевого сплава и конечно, долго не прослужат.
Для зажима тоненьких свёрл обычно используются цанговые патроны, но существуют и маленькие сверлильные патрончики, такие, как на фото (зажим до 3,5 мм). Прим. Переводчика: Московские (и не только) желающие могут купить в подобный патрончик в московском представительстве Proxxon – ООО «Парадокс» на ул. Марксисткой. Позиция по прайсу (28941) «Патрон для машины «Mikromot»» цена на 5.09.08 — 157р. Надо сказать, что качество цанговых патронов, входящими в комплект оснастки продаваемого электроинструмента (например эл.инструмент серии «Mikromot», или (28620)-Гибкий вал MBW 110/P) и продаваемых отдельно – совершенно разное! Последнее явно уступают тем, что идут в комплекте с электроинструментом – по материалу, из которого сделаны все детали и, менее явно, по точности.
Конструктивные особенности оборудования
Как и любой аппарат данной категории, микро сверлильный станок выполняет свои функции за счет двух движений: вращения сверла, закрепленного в шпиндельной головке, и его перемещения в вертикальном направлении (движение подачи). При этом деталь, в которой сверлятся отверстия, фиксируется на поверхности рабочего стола.
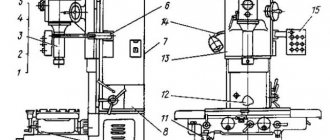
Типовая конструкция мини сверлильного станка
Базовым элементом настольного станка, как и любого другого сверлильного оборудования, является опора-основание, на которой фиксируется вертикальная стойка. На внешней поверхности стойки монтируются направляющие, по которым в вертикальном направлении перемещается рабочая головка. Приводной двигатель мини сверлильного станка монтируется с обратной стороны рабочей головки, а в ее внутренней части, если это предусмотрено конструкцией устройства, размещается коробка для регулировки скоростей вращения шпиндельного узла.
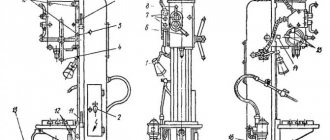
Приводной механизм мини сверлильного станка ZB2506-1
На современных моделях настольных станков предусмотрена автоматическая подача масла к механизмам оборудования и охлаждающей жидкости в зону обработки, за что отвечают специальные насосы. Внутри рабочей головки, кроме коробки скоростей, располагается и коробка переключения подач. Оба таких механизма работают за счет набора зубчатых колес с различными параметрами, которые вводятся в зацепление при помощи управляющих рукояток.
Электродвигатели, устанавливаемые в качестве привода на маленькие настольные станки, работают от электрической сети с напряжением 220 В, а их мощность может варьироваться в пределах 150–300 Вт. Большинство мини сверлильных станков оснащаются защитным экраном из прозрачного пластика, который обеспечивает безопасность оператора в процессе работы.
Технология изготовления сверл
Технологический процесс изготовления спиральных сверл по металлу с коническими хвостовиками состоит из такой последовательности операций.
- Отрезка заготовки для хвостовой части.
- Отрезка заготовки для рабочей части.
- Зачистка торцов у хвостовой части.
- Зачистка торцов у рабочей части.
- Очистка заготовки на пескоструйном аппарате.
- Сварка.
- Отжиг.
- Обдирка наплыва у сварного шва.
- Правка заготовки после сварки.
- Подрезка торца со стороны хвостовика.
- Сверление и зенкерование центрового отверстия со стороны хвостовика.
- Обточка наружного центра со стороны рабочей части.
- Обточка рабочей части по диаметру, предварительная и окончательная.
- Обточка хвостовика на конус, предварительная и окончательная.
- Обточка хвостовика под лапку и подрезка торца.
- Фрезерование лапки.
- Фрезерование спиральных канавок.
- Фрезерование спинки зуба.
- Термообработка и очистка на пескоструйном аппарате.
- Полирование спиральных канавок.
- Шлифование центров.
- Шлифование хвостовика на конус.
- Шлифование рабочей части по диаметру с обратным конусом.
- Заточка сверла.
- Контроль и клеймение.
Как работает миниатюрный сверлильный станок
Вращение от вала электродвигателя при его запуске передается на зубчатую (у самых маленьких моделей) или ременную передачу. Скорость вращения шпиндельного узла и зафиксированного в нем инструмента изменяется посредством коробки скоростей оборудования, которая управляется при помощи специальной рукоятки.
Для фиксации сверла в шпиндельном узле маленького настольного станка может использоваться кулачковый или цанговый патрон. Для закрепления инструмента в кулачковом патроне необходим специальный ключ (в цанговом устройстве такой процесс выполняется автоматически).
За вертикальное перемещение шпиндельного узла со сверлом (движение подачи) отвечает специальная рукоятка, располагаемая на правой стороне корпуса рабочей головки. Автоматический возврат рабочей головки в исходное состояние обеспечивает специальная пружина, встроенная в механизм подачи.
Микрометрическая шкала на рукоятке подачи помогает высверливать отверстия заданной глубины
Отдельные модели мини сверлильных станков оснащены механизмом, позволяющим автоматически регулировать глубину сверления. Для того чтобы задействовать такой механизм в процессе выполнения сверления, его необходимо предварительно настроить, что выполняется следующим образом. Конец сверла опускается до отметки на боковой стороне детали, соответствующей требуемой глубине сверления. В таком положении затягивается рукоятка механизма ограничения глубины сверления, что и не даст инструменту в ходе обработки опускаться ниже требуемой глубины отверстия.
Особенности изготовления сверл, дополнительные методы улучшения характеристик инструментов
Расскажем об особенностях выполнения самых важных операций, входящих в технологию изготовления сверл, и опишем методы, которые используют для улучшения основных характеристик инструментов.
Термическая обработка
Имеет очень важное значение. От правильности выполнения термической обработки напрямую зависят износостойкость инструмента и качество стали.
Закалку проводят в ваннах с расплавленными солями или в печах (электрических и газовых). В некоторых случаях для изготовления сверл применяют оборудование с вакуумом или восстановительной атмосферой.
Для отпуска используют масла, щелочи, соли и воду. Часто заготовки охлаждают на воздухе.
Обратите внимание! Режимы термообработки имеют особую важность. Поэтому все процессы контролируются автоматически.
Контактная стыковая сварка
Выполняется на специальных электросварочных машинах. Существуют три технологии.
- Сварка непрерывным оплавлением без подогрева. Технология отличается высокой производительностью. Недостаток — большой расход металла на оплавление и осадку.
- Сварка с подогревом прерывистым оплавлением. Протекает немного дольше. Расход металла значительно уменьшается.
- Сварка с подогревом сопротивлением. Металл практически не расходуется, но операция требует высокой квалификации рабочих.
Чаще всего используют второй метод.
Фотография №3: контактно-стыковая сварка
Дополнительные методы улучшения основных характеристик сверл
Перечислим технологии, которые применяют при изготовлении сверл для дополнительного улучшения их свойств.
- Цианирование. Поверхности рабочих частей насыщают азотом и углеродом. Цианирование повышает прочность инструментов в 2–3 раза.
- Сульфидирование. Поверхностные слои сверл насыщают серой. Сернистые соединения снижают трение и повышают износостойкость инструментов в 1,5–2 раза.
- Обработка водяным паром. После нее инструменты помещают в масло. На поверхностях образуются черные пленки окислов. Прочность сверл, прошедших такую обработку, увеличивается вдвое.
Параметры мини сверлильных устройств
Мини сверлильные станки характеризуются рядом параметров, на которые и следует ориентироваться при выборе такого оборудования:
- мощность (от величины данного параметра зависят не только технические возможности и производительность станка, но и количество электроэнергии, которое он будет потреблять в процессе своей работы);
- скорость вращения шпиндельного узла, которая может варьироваться в пределах 200–3000 об/мин (на современных мини сверлильных станках устанавливаются редукторы, позволяющие регулировать скорость вращения шпиндельного узла по 12 ступеням);
- расстояние от нижнего торца шпиндельного узла до поверхности рабочего стола (этот параметр определяет максимальную высоту детали, которую можно обработать на мини сверлильном станке);
- минимальный и максимальный диаметр отверстия, которое можно просверлить, используя станок.
Технические параметры некоторых сверлильных мини-станков
Несмотря на то, что вес и габариты станины мини сверлильного оборудования не имеют такого значения, как у обычных станков, обращать внимание на эти параметры необходимо. От того, каким весом будет обладать плита-основание настольного станка, зависит то, насколько устойчивым он будет в процессе выполнения обработки и, соответственно, насколько точно будут располагаться отверстия на поверхности детали.
Критерии выбора
Как же правильно выбрать сверлильный станок, если вы решили в своем гараже сделать мини-мастерскую или же планируете провести ряд работ на даче или дома? Чтобы подобрать оптимальную модель, придется учитывать целый ряд факторов:
- Первым делом стоит учесть размеры помещения, предназначенного для мастерской, а также предполагаемый режим работы. Как правило, в бытовых условиях такой станок используется не постоянно, а периодически. Но иногда требуется и продолжительная работа устройства. В целом в этих случаях достаточно бытового или полупрофессионального варианта, который не имеет большой производительности. О профессиональном станке стоит думать только в случае, если станок будет использоваться активно каждый день. Такое устройство стоит дороже, но оно обладает высокими показателями производительности. Да и обычно позволяет создавать достаточно большие по диаметру отверстия. Отверстия после сверлильного станка получаются точными и аккуратными
- Как часто будет использоваться станок: более 2 часов в день (продолжительная периодичность) или менее (повторно-кратковременная, обычно в этом случае прибор используется всего по несколько минут). Помните, что бытовые приборы должны «отдыхать» по 5 минут через каждые 20 минут.
- Следующий важный критерий — мощность. Если станок будет применяться постоянно, то его мощность должна быть более 600 Вт, а лучше — не менее 1000 Вт. Для бытовых целей достаточно агрегата мощностью до 600 Вт.Станки, созданные для питания от сети в 220 В, несколько слабее, чем рассчитанные на другие показатели.
- Сверла для сверлильного станка. Далее подумайте, какого размера отверстия вы будете создавать. Бытовые варианты вряд ли позволят вам использовать сверло диаметром более 16 мм (в редких случаях есть и исключения). А вот на профессиональные можно поставить и 60 мм. Для мелких отверстий нужно покупать скромный по габаритам станок под сверла до 6 мм — он будет точнее.
- Важно учесть и то, с каким материалом вы планируете работать. Так, на станках можно создавать отверстия в металле, дереве или пластике. Но помните, что для работы с деревом или железным листом нужен станок мощностью не менее 600 Вт, а вот для того, чтобы сделать отверстия в толстом прочном металле нужно устройство не менее, чем на 1000 Вт.
- Глубина отверстий тоже имеет значение. Она зависит от хода шпинделя. Этот показатель важен, если работать предстоит с толстыми заготовками. И, соответственно, чем они толще, тем мощнее должно быть устройство и тем больше должен быть ход шпинделя.
- Подумайте и о размерах станка. Так, если работать предстоит в скромном по габаритам помещении (том же гараже), то выбирайте небольшой компактный агрегат. Также желательно, чтобы он не сильно шумел во время использования. Самые маленькие станки — настольные. Но они обычно не позволяют использовать сверла более 16 мм в диаметре и не отличаются большой мощностью. Зато легкие и сравнительно тихо работают. Оптимальный вариант — вертикальный тип станка. Его можно установить практически на любой верстак и надежно закрепить на нем за счет специальной подножки.
Типы используемых сверл
Преимущественное большинство сверлильных мини станков используются для получения отверстий в печатных платах, которые изготавливаются из стеклотекстолита. Обычные сверла при работе с таким материалом очень быстро тупятся, их хватает для обработки не более ста отверстий. Заточить миниатюрные сверла, учитывая очень маленький диаметр такого инструмента, не представляется возможным. Выходом становится использование сверл из твердосплавных материалов, которые отлично взаимодействуют со стеклотекстолитом.
Микросверла для выполнения отверстий небольшого диаметра
Микросверла из твердосплавных материалов, диаметр которых может варьироваться в диапазоне 0,5–2 мм, способны выдержать несколько тысяч циклов сверления, не утратив своих геометрических параметров. Однако следует предохранять такой инструмент от значительных боковых нагрузок, от которых он может сломаться.
Небольшое видео ниже поможет определиться с выбором сверл для миниатюрного сверлильного станка.
Сверла для мини станка
мини сверлильный станок с консолью
В большинстве случаев на таком оборудовании изготавливают микро платы для радиоприборов. Плата располагается на стеклотекстолите, разрушительном для сверл. Достаточно сделать не более ста отверстий и сверло необходимо точить или выбрасывать. Собственноручно заточить микро сверло диаметром 0,5 мм не представляется возможным. Существуют сверла из твердых сплавов, выдерживающих работу по стеклотекстолиту. Можно найти микро диаметры от 0,5 до 2 миллиметров, поперечник хвостовой части у всех стандартный — 2 мм. Такого сверла хватит на несколько тысяч микро отверстий. Но работать им нужно очень аккуратно, избегая боковых нажатий, которые моментально ломают хрупкий инструмент.
Попытки установить микро сверло в ручную дрель приводят к его поломке. В сверлильном станке же оно исправно прослужит много лет.
Видеоролики о том, как самому сделать мини сверлильный аппарат:
Производимые операции
На сверлильном оборудовании можно сделать всё, что касается изготовления отверстия:
- Сверление – черновое создание отверстия в сплошном материале.
- Рассверливание – увеличение диаметра ранее созданного отверстия.
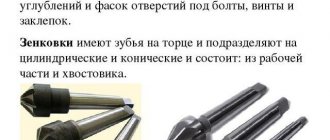
- Зенкерование – получистовая обработка отверстия с целью повышения его точности.
- Развертывание – чистовая обработка отверстия, идущая после зенкерования.
- Зенкование – создание углублений под головки болтов, винтов и заклёпок.
- Цекование – чистовая обработка плоского дна углубления, идёт после зенкования.
- Нарезание резьбы – создание резьбовой поверхности.