Характеристики популярных горизонтально расточных станков
Горизонтально расточной станок используется для растачивания отверстий, сверления, обтачивания деталей цилиндрической формы, обработке торцов изделий, фрезерования, зенкерования, нарезки резьбы и выполнения множества других операций.
Такое разнообразие позволяет выполнить полный цикл в создании изделия из заготовки, не применяя никаких других устройств, что очень удобно при многосерийном производстве.
Горизонтально-расточной станок 2620
Отличительной особенностью такого типа производственного оборудования, которое осуществляет осевую подачу, является наличие у него шпинделя (горизонтального или вертикального).
В шпинделе закрепляется один из режущих инструментов — фреза, борштанга с набором резцов, сверло, зенкер и т.д. По диаметру шпинделя определяются все рабочие параметры и габаритные размеры станка.
Горизонтально-расточной станок 2620А
Горизонтально-расточной станок 2620А предназначен для обработки корпусных деталей, имеющих точные отверстия, связанные между собой точными расстояниями.
Наибольший вес обрабатываемой детали (при равномерно распределенной нагрузке на стол станка) 2000 кг.
На этом станке можно производить: сверление, растачивание, зенкерование, развертывание отверстий, обтачивание торцов радиальным суппортом, фрезерование торцевыми фрезами и нарезание внутренней резьбы расточным шпинделем, а также нарезание резьбы радиальным суппортом при продольном движении стола.
В связи с тем, что станок может применяться в различных отраслях промышленности на всевозможных операциях, для обработки различных материалов, обслуживание станка следует осуществлять с учетом специфики их эксплуатации.
Об особенностях в конструктивном плане
Особенности конструкции и использованные заготовки позволяют выделить установка специального, универсального назначения.
Горизонтально-расточные станки 2620 бывают:
- Алмазно-расточными.
- Координатно-расточными.
- Горизонтального вида.
Станок горизонтально располагающийся имеет исполнение трех вариантов:
- с двумя направлениями перемещения;
- с движением по одному направлению;
- отсутствие движений.
Шпиндель движется – значит, осуществляется начало работы, формообразование, когда проводится обработка заготовок при помощи горизонтально-расточного станка 2620. Подаваться может как сам инструмент, так и заготовка. Конкретный вариант определяется используемой технологией. Обработка не обходится без дополнительных движений:
- Использование направляющих при движении люнета.
- Соединение люнета и задней стойки.
- Движение стола поперек или вдоль.
- Шпиндельная бабка, идущая по вертикали. У конструкций 2620В тоже есть такая возможность. Это делает технические характеристики высокими, и относительно варианта 2620а.
Поворотным столом снабжается большая часть станков, со шпинделями 125-миллиметрового диаметра. Столы двигаются как поперечно, так и вдоль. Среди важных дополнений – передние стойки, без движений.
При 125-миллиметровом диаметре шпинделей стойки без проблем двигаются в одном, нескольких направлениях. Но чаще всего встречаются модели горизонтально-расточных станков 2620 с неподвижными составляющими.
Паспорт станка 2620
Данное руководство по эксплуатации «Паспорт станка 2620» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации горизонтально-расточного станка 2620.
СОДЕРЖАНИЕ
НАЗНАЧЕНИЕ РАСПАКОВКА И ТРАНСПОРТИРОВКА МОНТАЖ И УСТАНОВКА
- Фундамент
- Монтаж станка
- Установка станка
ПОДГОТОВКА К ПЕРВОНАЧАЛЬНОМУ ПУСКУ ПАСПОРТ
- Паспортные данные
- Механика станка
- Комплектация станка
- Органы управления станка
- Кинематика станка
- ОПИСАНИЕ
- Общее устройство станка
- Конструкция узлов станка
- Станина
- Шпиндельная бабка
- Стол
- Задняя стойка
- Электрооборудование па станке
- Принадлежности
- Оптические устройства
- Электрооборудование
- Кинематика станка
ОПИСАНИЕ
- Цепь главного движения
- Цепь подач
- Управление станком
- Вращение
- Перемещение подвижных органов станка
- Зажимы подвижных органов станка
- Блокировки станка
СМАЗКА УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
- Измерение перемещений подвижных органов станка
- Оптические устройства
- Механизм точного останова по координатам
- Принцип действия механизмов точного останова
- Установка шкалы индикатора механизма точного останова
- Настройка штанг с упорами
- Нарезание резьбы
ИНСТРУКЦИЯ ПО РЕГУЛИРОВКЕ
- Регулировка подшипников шпиндельного устройства
- Полый шпиндель (станков моделей 2620 и 2620А)
- Полый шпиндель (станков моделей 2622 и 2622А)
- Шпиндель планшайбы
- Расточный шпиндель
- Регулировка зазора в винтовой паре привода перемещения радиального суппорта (для станков моделей 2620 и 2620А)
- Регулировка упорных шарикоподшипников опоры винта в хвостовой части
- Регулировка центрального предохранителя от перегрузки
- Порядок регулировки
- Регулировка зажимных устройств
- Зажим шпиндельной бабки
- Зажим поворотного стола
- Регулировка зажимов
- Регулировка устройства отсчета угла поворота стола через каждые 90°
УКАЗАНИЯ ПО РЕМОНТУ
- Ремонт станка
- Особые указания о возможных ошибках при ремонте
Скачать паспорт горизонтально-расточного станка 2620 в хорошем качестве можно по ссылке расположенной ниже.
Расточные станки: назначение и сферы использования
Применяться такое оборудование может для выполнения таких операций, как:
- нарезание резьбы, внутренней и наружной;
- сверление отверстий глухих и сквозных;
- зенкерование;
- подрезка торцов заготовок;
- торцевое и цилиндрическое фрезерование и т. д.
Чаще всего это оборудование используется для чистовой или получистовой обработки. Однако бывает, что с его применением производят и чистовую. Корпус детали на таких станках обрабатывается редко, но иногда эта операция все же производится. Ремонт расточного станка выполняется примерно по такой же технологии, что и токарного. То же самое касается и особенностей эксплуатации. Конструкцию эти два типа станков имеют схожую. Как и многие другие специальные разновидности оборудования, предназначенного для обработки металлических и деревянных заготовок, расточный станок был когда-то сконструирован на основе именно токарного.
Техперевооружение горизонтально-расточного станка
- » onclick=»window.open(this.href,’win2′,’status=no,toolbar=no,scrollbars=yes,titlebar=no,menubar=no,resizable=yes,width=640,height=480,directories=no,location=no’); return false;» rel=»nofollow»> Печать
Цели проекта
Целью проекта является замена физически и морально устаревшего оборудования:
- замена схемы Г-Д с ламповым усилителем электропривода подачи на современный цифровой преобразователь постоянного тока;
- замена релейно-контакторной схемы управления и выбора подвижных органов на логическое устройство топа LOGO.
Описание объекта
Горизонтально-расточной станок 2620В установлен в цехе ЦЛМК ОАО «ЕВРАЗ НТМК». Станок выпущен в 1962 году. Электроснабжение станка выполнено от распределительного пункта РП-10 напряжением 0,4 кВ. Схема ввода питания остаётся неизменной и не полежит реконструкции
в рамках настоящего проекта. Установленная мощность электрооборудования 21 кВт.
В состав станка входят:
- двигатель подачи;
- электромашинный усилитель (ЭМУ);
- двигатель агрегата;
- главный привод вращения шпинделя;
- двигатель насоса смазки механизмов шпиндельной бабки;
- двигатель поворота стола;
- двигатель насоса механизма распределения передач.
Главный привод вращения шпинделя и планшайбы осуществляется от двухскоростного асинхронного двигателя через зубчатый редуктор. Для быстрой остановки и при управлении установочным поворотом используется динамическое торможение.
Привод подачи и установочных перемещений подвижных органов осуществляется от двигателя постоянного тока, работающего по схеме генератор-двигатель (Г-Д) с ламповым усилителем. В качестве генератора используется ЭМУ. Задание на скорость подаётся от независимого источника тока напряжением Uзад = 0,3 -120 В. Для измерения фактической скорости на валу двигателя установлен тахогенератор ПТ-1. Сравнение фактической скорости с заданной производится вычитанием из величины напряжения независимого источника величины напряжения тахогенератора. Полученная разность, пропорциональная отклонению фактической скорости от заданной, подаётся на вход лампового усилителя, к выходу которого подключены две обмотки ЭМУ. Схема управления обеспечивает диапазон регулирования скоростей двигателя подачи 1 — 800, с учётом ослабления потока 1 — 1800. Управление приводом подачи и выбор подвижных органов осуществляется релейно-контакторной схемой управления. Подключение подвижных органов к двигателю подач производится электромагнитными муфтами.
Объем реконструкции:
- Полная замена схемы Г-Д с ламповым усилителем электропривода подачи;
- Замена релейно-контакторной схемы управления и выбора подвижных органов;
При этом используются следующие технические решения:
- существующая схема Г-Д с ламповым усилителем, схема управления и выбора подвижных органов, тахогенератор полностью демонтируются;
- разрабатывается новый шкаф управления электроприводом подачи и управления и выбора подвижных органов (AM), имеющий степень защиты IP54. В шкафу используется современный цифровой преобразователь Sinamics DCM и логические модули LOGO. Шкаф устанавливается рядом с существующим шкафом управления;
- для понижения напряжения в силовой цепи преобразователя используется трансформатор (типа ТСЗП-10), устанавливаемый рядом со шкафом управления AM;
- используются схемные решения, обеспечивающие работу станка согласно паспорту на горизонтально-расточной станок 2620В и не приводящие к изменению способа управления с точки зрения оператора станка.
Технические характеристики станка 2620А
Технические характеристики станка это основной показатель пригодности станка к выполнению определенных работ. Для горизонтально-расточных станков основными характеристиками является:
- диаметр выдвижного шпинделя
- размеры рабочей поверхности стола
- наибольшее продольное перемещение шпинделя
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками горизонтально-расточного станка 2620А. Более подробно технические характеристики горизонтально-рассточного станка можно посмотреть в паспорте станка 2620А
| Величины | ||
| Диаметр выдвижного расточного шпинделя | мм | 90 |
| Размеры рабочей поверхности стола | мм | 1120х900 |
| Наибольшее продольное перемещение шпинделя | мм | 1150 |
| Наибольшее поперечное перемещение стола | мм | 1000 |
| Цена одного деления шкалы лимба | мм | 0,025 |
| Быстрое перемещение стола | м/мин | 2,2 |
| Быстрое установочное круговое перемещение стола | об/мин | 2,8 |
| Цена одного деления шкалы лимба поворота стола | град. | 0,5 |
| Наибольшее осевое перемещение шпинделя | мм | 710 |
| Быстрое перемещение шпинделя | м/мм | 3,48 |
| Наибольшее перемещение радиального суппорта планшайбы | мм | 170 |
| Быстрое установочное перемещение радиального суппорта | м/мин | 1,39 |
| Наибольнее вертикальное перемещение шпиндельной бабки | мм | 1000 |
| Быстрое установочное перемещение шпиндельной бабки | м/мин | 2,2 |
| Число оборотов вращения двигателя главного движения | об/мин | 1500/3000 |
| Мощность двигателя главного движения | кВт | 7,5/10 |
| Габаритные размеры станка (ДхШхВ) | мм | 5510х3200х3012 |
| Масса станка | кг | 12000 |
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Координатно-расточные станки
Главной особенностью координатно-расточных станков (рис. 3) является высокая точность обработки деталей.
Рисунок 3. Координатно-расточной станок.
Достигается повышенная точность обработки благодаря применению различных высокоточных механизмов расчета координат, по которым осуществляется движение резца. Есть несколько основных способов расчета координат, внедряемых на координатно-расточные станки:
- индуктивный;
- механический;
- оптико-механический;
- электронный.
Шпиндель на станках этой подгруппы располагается вертикально. Но иногда встречаются модели с горизонтальным расположением шпинделя. Шпиндельная головка, помимо изменения скорости и направления вращения, также осуществляет рабочую подачу, увеличивая или уменьшая глубину проникновения резца в деталь.
Стол имеет две степени свободы. Закрепленная на столе деталь способна перемещаться в продольном и поперечном направлении. При этом величина этих перемещений с высокой точность контролируется координатной системой.
Также на координатно-расточных станках, помимо выполнения всего спектра операций, характерных для станков расточной группы, выполняются разметочные операции.
Расточной станок 2620 технические характеристики
Сведения о производителе горизонтально-расточного станка 2620В
Производителем горизонтально-расточных станков моделей 2620В Ивановский завод тяжелого станкостроения, основанный в 1953 году.
21 ноября 1958 года введена в эксплуатацию первая очередь Ивановского завода расточных станков. В 1958 году был налажен выпуск узлов и комплектующих для ленинградского станкостроительного Завода имени Свердлова. Со временем, на заводе был начат выпуск простых горизонтально-расточных станков по чертежам того же завода. Оснастив производство необходимой базой, станкостроители перешли на производство более сложной продукции — обрабатывающих центров (ОЦ).
Станки производства Ивановского завода тяжелого станкостроения ИЗТС
2620В станок горизонтально-расточный универсальный. Назначение и область применения
Начало серийного производства станка 1973 год. В настоящее время станок не производится.
Станок универсальный горизонтально-расточный 2620В предназначен для обработки корпусных деталей из черных и цветных металлов, имеющих точные отверстия, связанные между собой точными межосевыми расстояниями.
Наибольший вес обрабатываемой детали (при равномерно распределенной нагрузке на стол станка) 3000 кг.
На станках может производиться: сверление, растачивание, зенкерование, развертывание отверстий, обтачивание торцов радиальным суппортом, фрезерование торцовыми фрезами и нарезание внутренней резьбы расточным шпинделем, а также нарезание резьбы радиальным суппортом при продольном движении стола.
Особенности конструкции станка 2620В
Станок модели 2620В предназначен для обработки корпусных деталей, имеет неподвижную переднюю стойку, поворотный стол с продольным и поперечным перемещением относительно оси шпинделя и планшайбу с радиальным суппортом. На станке можно производить сверление, зенкерование, растачивание и развертывание отверстий, связанных между собой точными координатами, обтачивание торцов, протачивание канавок и выступов радиальным суппортом при подаче стола, а также непрерывным фрезерованием с обходом по прямолинейному контуру при помощи переключателя на пульте управления. Станок характеризуется повышенной жесткостью и виброустойчивостыо шпиндельной системы. Выдвижной расточной шпиндель с твердой азотированной поверхностью перемещается в стальных закаленных направляющих втулках большой длины, что повышает его жесткость, виброустойчивость и обеспечивает длительное сохранение точности. Шпиндель смонтирован на прецизионных подшипниках качения. Скорость шпинделя переключается однорукояточным селективным механизмом со специальным устройством, автоматически защищающим торцы зубьев от износа во время переключения.
Горизонтально-расточной станок 2620ВФ1, 2А620
Станок после капитального ремонта гарантия 12 месяцев
2620, 2620А, 2622, 2622А горизонтально-расточные станки. Назначение и область применения
Станки моделей 2620, 2620А, 2622 и 2622А (общего размера) предназначены для обработки корпусных деталей, имеющих точные отверстия, связанные между собой точными расстояниями.
Наибольший вес обрабатываемой детали (при равномерно распределенной нагрузке на стол станка) 2000 кг.
Станки моделей 2620 и 2620А имеет радиальный суппорт на встроенной планшайбе и нормальный выдвижной шпиндель диаметром 90 мм и отличаются большей универсальностью. Они, преимущественно, предназначаются для работ, требующих применения радиального суппорта при обтачивании торцовых поверхностей и при консольном растачивании отверстий больших диаметров.
Станки моделей 2622 и 2622А имеет усиленный выдвижной шпиндель диаметром 110 мм без радиального суппорта отличаются повышенной жесткостью и виброустойчивостью шпиндельной системы и имеют преимущество перед другими станками при работах, не требующих применения радиального суппорта.
В зависимости от требований, предъявляемых к отсчету и установке по координатам, станки имеют два исполнения;
- с оптическим устройством
- с механизмом точного электроостанова
Станки моделей 2620 и 2622 имеют оптические экраны (цена деления 0,01 мм) преимущественно предназначаются для работ в механических и инструментальных цехах при необходимости получения повышенной точности отсчета координат.
Станки моделей 2620А и 2622А имеет нониусную шкалу (шкала ́- но́ниус) (цена деления 0,05 мм) и механизм точного электроостанова предназначены для широкого применения в механических цехах.
Механизм электроостанова позволяет производить повторную установку координат по упорам с точностью до 0,05 мм, что в значительном ряде случаев исключает необходимость применения дорогостоящих кондукторов при обработке партий повторяющихся деталей.
По сравнению с ранее выпускавшимися моделями станок модели 2620 имеет следующие особенности:
- Для повышения жесткости и точности в станке имеются механизмы зажима поворотного стола, задней стойки, люнета, верхних поперечных салазок стола, нижних продольных салазок стола на направляющих станины, шпиндельной бабки на направляющих передней стойки и расточного шпинделя на направляющих хвостовой части шпиндельной бабки.
- Применено бесступенчатое изменение величин подач.
- Имеется отдельный электродвигатель, которым можно производить быстрый поворот стола.
- Применен однорукояточный селективный механизм с импульсным устройством для переключения рукояткой 20 скоростей вращения шпинделя и планшайбы.
- Имеется блокировка селективного механизма переключения скоростей с электровариатором 19 для изменения скорости минутных подач, вследствие которого подачи на каждый оборот шпинделя (или планшайбы) при изменении их частот вращения остаются без изменения.
- Применены специальные механические и электрические блокировочные устройства, предохраняющие станок от неправильных включений.
- Предусмотрено автоматическое выключение подач при крайних положениях стола и шпиндельной бабки.
Модификации горизонтально-расточного станка 2620
2620А, 2620Е, 2620Д, 2А620-1, 2А620ф1, 2А620Ф11, 2А620Ф2, 2А620Ф2-1 — горизонтально-расточные станки производства станкостроительного
2620В, 2620Г, 2620ВФ1, 2620ВФ11, 2620ГФ1 — горизонтально-расточные станки производства Ивановского завода тяжелого станкостроения ИЗТС
2А620-2, 2А620Ф1-2, 2А620Ф20-2 — горизонтально-расточные станки производства Чаренцаванского станкостроительного завода
Технические характеристики горизонтально-расточных станков 2620, 2620В
| Наименование параметра | 2620 | 2620В |
| Основные параметры станка | ||
| Диаметр выдвижного расточного шпинделя, мм | 90 | 90 |
| Наибольший диаметр расточки шпинделем, мм | 320 | |
| Наибольший диаметр расточки суппортом планшайбы, мм | 600 | |
| Наибольшая длина расточки и обточки суппортом планшайбы, мм | 550 | |
| Наибольший диаметр сверла (по конусу), мм | 65 | |
| Стол | ||
| Рабочая поверхность стола, мм | 900 х 1120 | 1120 х 1250 |
| Наибольшая масса обрабатываемого изделия, кг | 2000 | 3000 |
| Наибольшее перемещение стола, мм | 1000 х 1150 | 1000 х 1120 |
| Пределы рабочих подач стола (вдоль и поперек), мм/мин | 1,4…1110 | 1,4…1110 |
| Наибольшее усиление подачи стола (вдоль и поперек), кгс | 2000 | 2000 |
| Деление шкалы лимба, мм | 0,025 | |
| Деление шкалы лимба поворота стола, град | 0,5 | 1 |
| Выключающие упоры | есть | |
| Скорость быстрых перемещений, м/мин | 2,2 | |
| Скорость быстрых установочных круговых перемещений, об/мин | 2,8 | |
| Шпиндель | ||
| Наибольшее горизонтальное (осевое) перемещение шпинделя, мм | 710 | 710 |
| Частота вращения шпинделя, об/мин | 12,5…2000 | 12,5…1600 |
| Количество скоростей шпинделя | 23 | 22 |
| Пределы рабочих подач шпинделя, мм/мин | 2,2…1760 | 2,2…1760 |
| Пределы рабочих подач радиального суппорта, мм/мин | 0,88…700 | 0,88…700 |
| Пределы рабочих подач шпиндельной бабки, мм/мин | 1,4…1110 | 1,4…1110 |
| Наибольшее вертикальное перемещение шпиндельной бабки (установочное), мм | 1000 | 1000 |
| Скорость быстрых перемещений шпиндельной бабки, м/мин | 2,2 | |
| Скорость быстрых перемещений шпинделя, м/мин | 3,48 | |
| Скорость вращения планшайбы, об/мин | 8…200 | 8…200 |
| Количество скоростей планшайбы | 15 | 15 |
| Возможность отключения вращения планшайбы | есть | |
| Возможность одновременной подачи суппорта и шпинделя | есть | |
| Наибольшее перемещение радиального суппорта планшайбы, мм | 170 | 160 |
| Скорость быстрых перемещений радиального суппорта, м/мин | 1,39 | |
| Наибольший крутящий момент на шпинделе, кгс*м | 495 | 140 |
| Наибольший крутящий момент на планшайбе, кгс*м | 780 | 250 |
| Наибольшее усиление подачи шпинделя, кгс | 1500 | |
| Наибольшее усиление подачи суппорта, кгс | 700 | |
| Наибольшее усиление подачи бабки, кгс | 2000 | 2000 |
| Нарезаемая метрическая резьба, мм | 1…10 | 1…10 |
| Нарезаемая дюймовая резьба, число ниток на 1″ | 4…20 | 4…20 |
| Привод | ||
| Количество электродвигателей на станке | ||
| Электродвигатель привода главного движения Мощность, кВт | 10 | 10 |
| Электродвигатель привода главного движения, об/мин | 3000 | 2890 |
| Электродвигатель привода подачи, кВт | 1,52 | 2,1 |
| Привод поворота стола, кВт | 1,7 | 2,0 |
| Габариты и масса станка | ||
| Габариты станка, включая ход стола и салазок, мм | 5510 х 3200 х 3012 | 5700 х 3400 х 3000 |
| Масса станка, кг | 12000 | 12500 |
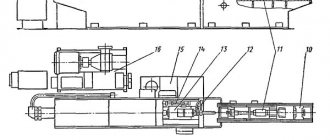
Габарит рабочего пространства горизонтально-расточного станка 2620, 2620А
Расположение составных частей горизонтально-расточного станка 2620, 2620А, 2622, 2622А
Общий вид и компоновка станка показаны на рис. 32.
Основными узлами станка являются: станина 28, передняя стойка 21, шпиндельная бабка 22, стол 10, задняя стойка 5 с люнетом 3, планшайба 13, радиальный суппорт 14, шкаф 24 с электрооборудованием, электромашинный агрегат 25.
Детали для обработки устанавливаются на поворотный стол 8.
Обрабатывающий инструмент помещается либо на оправки, закрепленные во внутреннем конусе шпинделя 15, либо на резцедержатель, установленный на радиальный суппорт 14.Инструмент, предназначенный для обработки длинных отверстий, устанавливается в длинные оправки (борштанги), правая сторона которых закрепляется во внутреннем конусе шпинделя 15, а левая вращается (и может одновременно перемещаться в осевом направлении) во вкладышах люнета 3.
Перемещение шпинделя станка в заданную координату производится за счет следующих двух установочных движений:
- перемещения поперечных салазок 7 и обрабатываемой детали в поперечном (горизонтальном) направлении. Измерение этой величины перемещения производится грубо (с точностью до 0,05 мм) по линейке с нониусом 11 и более точно (с точностью до 0,01 мм) по оптическому экрану 9;
- вертикального перемещения шпиндельной бабки 22 и обрабатывающего инструмента. Измерение этой величины перемещения производится грубо (с точностью до 0,05 мм) по линейке 18 и нониусу 17 и точно (с точностью до 0,01 мм) по оптическому экрану 16.
При работе на горизонтально-расточных станках пользуются следующими видами подач:
- для обработки цилиндрических отверстий — осевой подачей шпинделя, а иногда продольной подачей стола;
- для фрезерования торцовых поверхностей деталей — поперечной подачей стола или вертикальной подачей шпиндельной бабки;
- для обработки резцом торцовых поверхностей деталей, проточки канавок или расточки камер в отверстиях — радиальной подачей суппорта;
- для нарезания резьбы резцом — осевой подачей шпинделя, равной шагу нарезаемой резьбы.
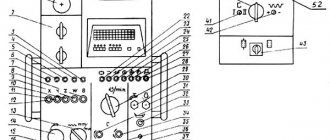
Расположение органов управления горизонтально-расточным станком 2620, 2620А
Перечень органов управления горизонтально-расточным станком 2620, 2620А
- Пуск, реверс и остановка вращения шпинделя
- Толчковый проворот шпинделя
- Переключение скоростей однорукояточным селективным механизмом
- Включение и отключение планшайбы
- Пуск и остановка электроагрегата
- Пуск и остановка подачи
- Выбор величины подачи электрическим вариатором
- Пуск быстрых перемещений
- Пуск установочных перемещений
- Установка на поперечное перемещение стола и на вертикальное перемещение шпиндельной бабки
- Установка на продольное перемещение стола
- Перемещение шпиндельной бабки от руки
- Продольное перемещение стола от руки
- Поперечное перемещение стола от руки
- Установочный поворот стола от руки
- Корректировка положения люнета
- Перемещение задней стойки от руки
- Перемещение шпинделя от руки и установка шпинделя на подачу
- Перемещение радиального суппорта планшайбы от руки и установка его на подачу
- Быстрый установочный поворот стола
- Зажим шпинделя
- Зажим радиального суппорта планшайбы
- Зажим шпиндельной бабки
- Зажим поперечных саней стола
- Зажим продольных саней стола
- Зажим поворотного стола
- Зажим задней стойки
- Зажим люнета
- Зажим втулки люнета
- Переносный пульт. Дублирует движения 121; 122; 126; 128; 129
Кинематическая схема горизонтально-расточного станка 2620, 2620А, 2622, 2622А
Кинематическая цепь привода главного движения. Так как режущий инструмент может устанавливаться на оправки, которые крепятся в конусе шпинделя, и на суппорт планшайбы, то вращение может сообщаться как шпинделю, так и планшайбе. В обоих случаях двухскоростной электродвигатель M1, управляемый с пульта 11, через кинематическую цепь с двумя трехвенцовыми блоками Б1 и Б2 вращает с 18 ступенями частот вал IV.
Вращение шпинделя VI. От вала IV через двухступенчатую зубчатую передачу, переключаемую муфтой Мф1, вращение передается валу V и шпинделю VI. Шпиндель VI может перемещаться в осевом направлении внутри полого вала V.
Конструкция и характеристика работы основных узлов станка
Станина 28 (рис. 32) служит для крепления станка к фундаменту и для перемещения по ее направляющим стола 10 и задней стойки 5. Станина имеет коробчатую форму сечения с внутренними ребрами жесткости. На правой стороне станины крепится фланцевый электродвигатель постоянного тока для осуществления подач и ускоренных холостых ходов рабочих частей станка.
Передняя стойка 21 жестко закреплена на правой расширенной стороне станины. На передней стойке имеются вертикальные направляющие для движения шпиндельной бабки 22,
Масса шпиндельной бабки уравновешена грузом, соединенным с нею тросом, перекинутым через два блока.
Шпиндельная бабка 22 имеет форму закрытой коробки, к которой крепятся и в которой располагаются следующие узлы: электродвигатель привода главного движения, коробка скоростей, шпиндельный блок, хвостовая часть 23 шпиндельной бабки, планшайба 13 с радиальным суппортом 14, рукоятки и механизмы управления станком.
Зажим расточного шпинделя от осевых перемещений осуществляется рукояткой 26, а шпиндельной бабки — рукояткой 27.
Стол 10 станка служит для установки и перемещения заготовки и состоит из трех основных частей: продольных салазок 6, поперечных салазок 7 и поворотного стола 8.
Продольные салазки 6 могут перемещаться по направляющим станины 28 в продольном направлении или жестко закрепляться на этих направляющих зажимным устройством. Для точного отсчета продольных перемещений стола пользуются линейкой и нониусом 29, позволяющим отсчитывать перемещения с точностью 0,05 мм.
Поперечные салазки 7 могут перемещаться по направляющим продольных салазок в поперечном направлении или жестко закрепляться на этих направляющих.
Перемещение поперечных салазок производится вращением вручную хвостовика 31. Отсчет ведется по лимбу с ценой деления 0,025 мм.
Поворотный стол 8 может поворачиваться по кольцевым направляющим поперечных салазок. На поверхности стола имеется семь Т-образных пазов для головок болтов, крепящих обрабатываемые заготовки. Средний паз выполняется калиброванным по ширине для того, чтобы с помощью упоров выверять по нему точный поворот стола на 90, 180, 270 и 360°. Промежуточные положения стола устанавливаются с точностью до 0,5° по круговой шкале.
После поворота верхняя часть стола зажимается в нужном положении.
Задняя стойка 5 с люнетом 3 служит для поддержания левого конца борштанг. Правый конец борштанг вставляется в конус расточного шпинделя 15. Заднюю стойку можно перемещать по направляющим станины 28, вращая съемной рукояткой квадратный хвостовик 1. Заднюю стойку жестко закрепляют в нужном положении на направляющих станины.
По вертикальным направляющим задней стойки может перемещаться люнет 3. Перемещения люнета вверх или вниз совершаются одновременно с перемещением шпиндельной бабки 22.
Для обеспечения точной соосности подшипника люнета и шпинделя станка можно пользоваться корректировочным устройством, которое приводится в действие маховиком 2.
Для отсчета вертикального положения оси люнета задняя стойка имеет линейку с нониусом 4, позволяющим вести отсчет с точностью 0,05 мм.
У люнета имеется откидная часть, облегчающая замену стальных закаленных втулок. Внутренний диаметр этих втулок выбирается по наружному диаметру устанавливаемой борштанги. Откидной частью зажимают втулки.
Планшайба 13 сообщает движение резания инструментам, установленным на радиальный суппорт 14.
Радиальный суппорт 14 предназначен для установки резцов, работающих с поперечной подачей для проточки торцовых поверхностей на обрабатываемых деталях. Суппорт вращается вместе с планшайбой и одновременно может совершать радиальную подачу.
В шкафу 24 расположена электрическая аппаратура станка. Электромашинный агрегат 25 предназначен для выработки постоянного тока, необходимого для питания электродвигателя. Агрегат состоит из электродвигателя трехфазного переменного тока, вращающего генератор постоянного тока.
Пульт 12 служит для управления всеми электродвигателями станка, кроме электродвигателя поворота стола, который управляется кнопками станции 30. На станке имеется переносной пульт 32 с такими же кнопками, как на пульте 12.
Правила эксплуатации
При работе на горизонтально-фрезерном станке нужно соблюдать паспортные режимы и правила техники безопасности. Операторы станков пренебрегают этими правилами, а это представляет большую опасность для окружающих и работоспособности оборудования.
Чтобы станок служил долго и исправно, нужно изучить его предельные характеристики. Их ни в коем случае нельзя превышать, так как это чревато не только порчей оборудования, но и травмой оператора. Сломанный инструмент из-за нарушения режимов резания может искалечить работающего на нем человека. Запрещено работать на станке без индивидуальных средств защиты и защитных экранов.
Конструкция радиальных сверлильных станков
Каждый станок радиально-сверлильной группы состоит из:
- жесткого основания,
- цилиндрических колонн (внутренней и внешней),
- траверсы (хобота),
- сверлильной головки (шпиндельной бабки),
- электрического и гидравлического оборудования управления.
Основные узлы 1 Основание 2 тумба 3 э/д насоса гидравлики 4 колонна 5 резервуар подъема опускания руки и зажима колонны 6 э/д шпинделя 7 э/д подъема/опускания руки 8 винт подъема/опускания руки 9 Шпиндельная бабка 10 рука
Кинематика
Главные движения при сверлильных операциях — вращение и перемещение пиноли шпинделя станка. Кинематические цепочки, выполняющие эти движения, снабжены элементами управления, позволяющими задавать инструменту необходимую скорость вращения и подачу.
- поворот подвижной колонны радиально-сверлильного станка,
- вертикальное перемещение консоли (траверсы),
- фиксация траверсы на колонне на операционной высоте,
- фиксация шпиндельной головки на траверсе,
- переключение скоростей шпинделя и подач пиноли.
При обработке деталей на радиальных сверлильных станках координаты центра отверстия и оси инструмента совмещаются передвижением сверлильной головки относительно неподвижной заготовки в полярной системе координат. Эта система характеризуется двумя параметрами: углом поворота траверсы и радиусом положения на ней шпиндельной головки.
Обработка отверстий под углом возможна только при установке под углом самой заготовки с помощью специальной оснастки и приспособлений.
Радиально-сверлильный станок Z30132
Станина с рабочим столом
Станина станка, совмещенная с рабочим основанием (столом), как правило, отлита из серого чугуна. Она предназначена для фиксации всего станка на фундаменте, установки цоколя колонны с траверсой и шпиндельной бабкой, а также крепления оснастки и детали с помощью Т-образных пазов рабочего основания.
Заготовку небольших габаритов можно устанавливать на приставном коробчатом столе, либо непосредственно закреплять на специально обработанной поверхности основания (рабочем столе). Крепление заготовки вне рабочей поверхности стола применяется редко, т.к. вносит дополнительную погрешность в точность обработки изделия.
Поворотная колонна
Колонна установлена вертикально на станине станка и поворачивается вокруг своей оси относительно неподвижной внутренней стойки на роликовых подшипниках. Траверса закреплена на колонне.
В верхней части колонны монтируется механизм подъема/опускания траверсы, приводимый в движение от электродвигателя.
Траверса (консоль)
Консоль (рука или хобот) радиально-сверлильного станка смонтирована непосредственно на колонне; она имеет отдельный электропривод, перемещается вверх-вниз, а также вращается вокруг вертикальной оси вместе с опорной колонной. Вращение, в зависимости от модели станка, может происходить как вручную, так и с помощью электрического привода.
На направляющие консольной траверсы устанавливается сверлильная бабка с рабочим шпинделем. В соответствии с высотой заготовки траверса может быть опущена или поднята. В нише, расположенной с обратной стороны рукава, монтируется электрооборудование, элементы гидравлики.
Шпиндельная головка
Сверлильная головка (шпиндельная бабка), смонтированная на траверсе, конструктивно представляет собой отдельный силовой агрегат, имеющий коробки подач, скоростей, а также механизмы установки глубины сверления.
В радиально-сверлильных станках шпиндель служит для фиксации обрабатывающего инструмента и передачи ему вращающего момента и линейной подачи.
Инструмент вставляется во внутренний конус пиноли (конус Морзе № 4-6 или метрический конус, в зависимости от модели), а затем координатно ориентируется относительно обрабатываемой детали путем поворота консоли и перемещения вдоль нее шпиндельной бабки.
Для удобства оператора все управление станка расположено на сверлильной головке:
- многофункциональный штурвал перемещения шпиндельной бабки и пиноли шпинделя;
- кнопки управления зажимом/разжимом узлов, включением/выключением вращения шпинделя, аварийного останова, включения освещения рабочей зоны;
- рукоятки выбора скорости вращения, подачи шпинделя, направления вращения шпинделя, переключения ручной и автоматической подачи.
| Радиально-сверлильный станок z3050 |
Коробка подач располагается между шпинделем и электродвигателем шпинделя; вращение от электродвигателя передается через зубчатые зацепления и фрикционные соединительные муфты. Фрикционная муфта позволяет выполнить быстрый реверс при нарезании резьбы, отключение подачи при достижении необходимой глубины сверления и предохранить коробку скоростей от перегрузок.
Головка может перемещаться по направляющим консоли в ручном режиме. Она фиксируется перед выполнением операции сверления в нужном положении при помощи специального зажимного механизма, управляемого отдельной кнопкой.
Поскольку шпиндель смонтирован в выдвижной пиноли, это позволяет сверлить отверстия различной глубины, не перемещая траверсу.
Фиксация поворотной колонны, равно как и зажим/разжим шпиндельной головки на направляющих траверсы, происходит при помощи гидравлических механизмов, управляемых кнопками пульта.
Система подачи СОЖ
Бак СОЖ и насосная установка подачи СОЖ к инструменту также находятся в технологических полостях задней части станка. Выключатель расположен в цоколе колонны. Обратно СОЖ сливается самотеком.
Паспорт станка 2620А
Данное руководство по эксплуатации «Паспорт станка 2620А» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации горизонтально-расточного станка 2620А.
СОДЕРЖАНИЕ
НАЗНАЧЕНИЕ РАСПАКОВКА И ТРАНСПОРТИРОВКА МОНТАЖ И УСТАНОВКА
- Фундамент
- Монтаж станка
- Установка станка
ПОДГОТОВКА К ПЕРВОНАЧАЛЬНОМУ ПУСКУ ПАСПОРТ
- Паспортные данные
- Механика станка
- Комплектация станка
- Органы управления станка
- Кинематика станка
- ОПИСАНИЕ
- Общее устройство станка
- Конструкция узлов станка
- Станина
- Шпиндельная бабка
- Стол
- Задняя стойка
- Электрооборудование па станке
- Принадлежности
- Оптические устройства
- Электрооборудование
- Кинематика станка
ОПИСАНИЕ
- Цепь главного движения
- Цепь подач
- Управление станком
- Вращение
- Перемещение подвижных органов станка
- Зажимы подвижных органов станка
- Блокировки станка
СМАЗКА УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
- Измерение перемещений подвижных органов станка
- Оптические устройства
- Механизм точного останова по координатам
- Принцип действия механизмов точного останова
- Установка шкалы индикатора механизма точного останова
- Настройка штанг с упорами
- Нарезание резьбы
ИНСТРУКЦИЯ ПО РЕГУЛИРОВКЕ
- Регулировка подшипников шпиндельного устройства
- Полый шпиндель (станков моделей 2620 и 2620А)
- Полый шпиндель (станков моделей 2622 и 2622А)
- Шпиндель планшайбы
- Расточный шпиндель
- Регулировка зазора в винтовой паре привода перемещения радиального суппорта (для станков моделей 2620 и 2620А)
- Регулировка упорных шарикоподшипников опоры винта в хвостовой части
- Регулировка центрального предохранителя от перегрузки
- Порядок регулировки
- Регулировка зажимных устройств
- Зажим шпиндельной бабки
- Зажим поворотного стола
- Регулировка зажимов
- Регулировка устройства отсчета угла поворота стола через каждые 90°
УКАЗАНИЯ ПО РЕМОНТУ
- Ремонт станка
- Особые указания о возможных ошибках при ремонте
Скачать паспорт горизонтально-расточного станка 2620А в хорошем качестве можно по ссылке расположенной ниже.
Технологическое оборудование машиностроительных производств
СТАНКИ СВЕРЛ ИЛ ЬНО-РАСТОЧНОЙ ГРУППЫ С ЧПУ
Производим и продаем электроприводы ЭТУ, ЭПУ для двигателей постоянного тока, тел./email +38 050 4571330 / Назначение, классификация и конструктивные особенности сверлильных и расточных станков с ЧПУ. Эти станки предназначены …
Повышение эффективности производства
Производим и продаем электроприводы ЭТУ, ЭПУ для двигателей постоянного тока, тел./email +38 050 4571330 / Развитие производства во многом определяется техническим прогрессом машиностроения. Увеличение выпуска продукции машиностроения осуществляется за …