Настройка токарного станка на нарезание резьбы
При нарезании резьб уравнения кинематических цепей составляют исходя из условия, что за один оборот шпинделя инструмент должен переместиться в направлении подачи на величину шага Рр нарезаемой резьбы.
Запишем уравнение кинематического баланса для нарезания метрической резьбы с минимальным шагом:
При нарезании модульной резьбы с минимальным шагом в данное уравнение вместо сменных колес z = 40—73, 73—64 следует подставить колеса z = 60—73, 86—36. Уравнение кинематического баланса для нарезания дюймовой резьбы в общем виде:
Настройка современного универсального токарно-винторезного станка 1К620
на нарезание резьбы сводится к настройке приводов главного движения и движения подачи.
Настройка коробки подач на шаг нарезаемой резьбы в большинстве случаев осуществляется с помощью таблицы, укрепленной на станке, или по паспорту.
Рукоятки управления коробки подач устанавливают в положение, указанное в таблице, а реверс ходового винта — в положение, соответствующее нарезанию правой или левой резьбы, и при необходимости включают звено увеличения шага резьбы.
Вращение от коробки подач сообщается ходовому винту, а включение продольного перемещения суппорта с резьбовым резцом происходит при замыкании разъемной маточной гайки.
При нарезании резьбы повышенной точности или с нестандартным шагом настройка цепи продольной подачи требует выполнения предварительных расчетов, иногда довольно сложных (например, при настройке винторезной цепи не коробкой подач, а гитарой сменных колес). В современных универсальных токарных станках предусмотрена возможность полного отключения коробки подач; ведомый вал гитары при этом соединяется напрямую с ходовым винтом станка. В этих случаях требуется подобрать сменные колеса из имеющихся в комплекте станка или изготовить дополнительные. Подбор числа зубьев сменных колес можно вести двумя способами.
При первом способе рычаги коробки подач ставятся в положение, при котором нарезаемый шаг равен шагу ходового винта станка. Таким образом, передаточное число равно шагу нарезаемого винта, деленному на шаг ходового винта. В случаях, когда числитель или знаменатель передаточного числа простой дроби будет иметь множители, неудобные для преобразования их в числа зубьев сменных зубчатых колес, расчет следует вести по таблицам передаточных чисел.
При втором способе подбор сменных колес осуществляется по одному из передаточных чисел сменных колес, имеющихся в наличии (хотя бы и с других станков), или по передаточному числу коробки подач.
Если необходимо изготовить резьбу с малыми допусками по шагу, а ходовой винт станка имеет погрешность при изготовлении, то подбор выполняют приближенными методами.
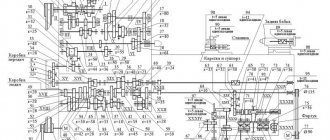
Кинематическая схема токарно-винторезного станка 16к20
Кинематическая схема токарно-винторезного станка 16к20
Основные параметры и сферы применения
К параметрам, определяющим характеристики питчевой резьбы, относятся:
- профиль витка (его геометрическая форма и угол наклона);
- шаг резьбы (расстояние между одноимёнными точками);
- размеры трёх основных окружностей (средней, внутренней и наружной);
- ход резьбы и её срез.
Каждый из параметров имеет свои системы обозначений. Отличительной особенностью является единица измерения шага. Например, модульная резьба имеет обозначение, называемое модулем. У питчевой системы он измеряется в питчах. Например, шаг равный два питча соответствует 6,28 дециметрам. Питч равен отношению числа зубьев нарезаемого колеса к его диаметру. Для систематизации существующих размеров и пересчёта в наиболее понятные системы применяется специальная таблица.
Оба типа резьбы (модульная и питчевая) имеет несколько видов профилей витков:
- в форме архимедовой спирали;
- эвольвенты (кривой второго порядка, каждая точка которой является касательной к заданной окружности);
- трапециевидной формы.
Резьбонарезание на токарно-винторезном станке 16К20
Цепь главного движения (см. кинематическую схему) задает вращательное движение шпинделю станка (вал VI). От электродвигателя M (N = 10 кВт, n = 1460 об/мин через клиноременную передачу и коробку скоростей шпиндель может получить 24 различных значений частоты вращения в диапазоне 12,5… 1600 мин –1 (табл. 4.1) и при этом иметь прямое и обратное вращение.
Винторезная цепь (цепь продольной подачи) согласует вращательное движение заготовки и поступательное перемещение резьбового резца вдоль оси заготовки так, чтобы за один оборот заготовки резец переместился на шаг (если резьба однозаходная) или на ход (если резьба многозаходная). Начальным звеном этой цепи является шпиндель станка, далее движение идет через коробку подач. Конечным звеном является ходовой винт станка с шагом Pх = 12 мм (см. рис. 4.2). Настройку на шаг нарезаемой резьбы проводят с помощью гитары сменных зубчатых колес (K, L, M, N) и коробки подач (см. рис. 4.6).
Уравнение кинематического баланса винторезной цепи имеет вид
1 об/шп · (60/60)·(30/25)·(25/45)·(K/L)·(M/N) iк.п Px = Pн
где:
iк.п – передаточное отношение коробки подач.
Это уравнение используется при выводе расчетных формул по подбору сменных колес гитары для резьб с шагом Pн, равным табличному Pт или отличающимся от него.
Коробка подач (см. кинематическую схему) имеет две основные кинематические цепи. Одна цепь служит для нарезания метрических и модульных резьб, а также продольной и поперечной механической подачи. При этом муфты М2 и М6 выключены, а муфты М3, М4 и М5 включены:
Другая цепь предназначена для нарезания дюймовых и питчевых резьб. При этом движение на ходовой винт передается, когда муфты М2, М3, М4 и М6 выключены, а муфта М5 включена:
При нарезании метрических и дюймовых резьб устанавливают стандартный набор сменных зубчатых колес гитары:
(K/L)·(L/N) = (40/86)·(86/64)
а при нарезании модульных резьб:
(K/L)·(M/N) = (60/73)·(86/36)
При нарезании резьб с шагом Px, отличающимся от табличного Pт, сменные зубчатые колеса гитары подбирают расчетным путем. Подбор колес проводят по заранее выбранному значению передаточного отношения коробки подач (примем передаточное отношение коробки подач равным единице).
Наладка станка 16к20 на нарезание резьбы
Наладку станка на резьбонарезание осуществляют в следующем порядке:
1) по заданной скорости резания рассчитываем частоту вращения шпинделя:
n = ν·1000·60/d об/мин,
где:
ν – заданная скорость резания, м/с;
d – диаметр заготовки, мм.
Полученное значение n корректируем по Таблице резьб и подач;
2) по табл. 4.2 определяем соответствие заданного шага нарезаемой резьбы табличному значению;
3) если заданный шаг соответствует табличному, то нарезать резьбу можно без специальной настройки, пользуясь указаниями на положение рукояток коробки подач, находящимися на станке;
4) если заданный шаг не соответствует табличному (см. табл. 4.2), то для нарезания резьбы необходимо выполнить специальную настройку, применяя расчетную формулу для определения передаточного отношения гитары сменных колес.
Например, для метрической резьбы расчетная формула имеет вид:
(K/L)·(M/N) = (5/8)·(Pн/Pт)
где
Pн – шаг нарезаемой резьбы,
Pт – табличное значение шага, ближайшее к шагу нарезаемой резьбы.
По результатам расчета сменные колеса выбирают из следующего набора:
36, 40, 44, 45, 46, 48, 50, 52, 54, 56, 57, 60, 64, 65, 66, 70, 72, 73, 75, 80, 86, 90, 127
(все зубчатые колеса имеют одинаковый модуль m = 2мм).
Нарезание резьбы в зависимости от шага Pн проводят за несколько проходов.
Различают четные и нечетные резьбы:
Четной называют резьбу, у которой отношение шага (хода) к шагу ходового винта станка (или наоборот) является целым числом.
Нечетной – ту, у которой указанное отношение дробное.
Это разделение определяет приемы настройки станка, которые используются при нарезании резьбы.
При нарезании четной резьбы по окончании прохода резец перемещают в исходное положение вручную или механически (ускоренно) при разомкнутой разъемной гайке ходового винта. Кинематическая связь шпинделя и ходового винта обеспечивает возможность включения разъемной гайки ходового винта при любом положении резца относительно резьбы и гарантирует точное попадание его в нарезаемую канавку резьбы.
При нарезании нечетной резьбы после каждого рабочего прохода резец отводят от заготовки в поперечном направлении, переключают суппорт на обратный ход и, не размыкая разъемную гайку, отводят резец в исходное положение. Затем резец устанавливают на заданную глубину резания и выполняют следующий проход.
Рассмотрим наладку станка на примере.
Пример.
Требуется нарезать метрическую резьбу с шагом Pн = 5,5 мм.
Наружный диаметр заготовки D = 40 мм. Материал заготовки – конструкционная сталь. Материал резца – быстрорежущая сталь. Скорость резания v = 0,33 м/с.
Решение:
1) по заданной скорости резания рассчитываем частоту вращения шпинделя:
nшп = 1000 · 60 · v / (πD) = 1000 · 60 · 0,33 /( 3,14 · 40) = 159 об/мин
Полученное значение nшп = 159 об/мин корректируем по табл. 4.1. Для наладки станка принимаем ближайшее к расчетному табличное значение – nшп = 160 мин–1;
2) по табл. 4.2 определяем соответствие заданного шага Pн нарезаемой резьбы табличному значению Pт;
3) заданный шаг резьбы Pн не соответствует табличному Pт.
Выполняем специальную настройку, пользуясь расчетной формулой для определения передаточного отношения гитары сменных колес для метрической резьбы.
Ближайшие к шагу нарезаемой резьбы Pн значения Pт равны 5 или 6 мм. Выбираем Pт = 6 мм и подставляем это значение в расчетную формулу:
Числа зубьев сменных колес выбираем из набора сменных колес:
K = 50, L = 80, M = 66, N = 72
Проверяем условие сцепляемости подобранных сменных зубчатых колес (рис. 4.7)
Из конструктивных соображений зубчатые колеса гитары должны иметь следующие значения числа зубьев:
K ≤ 88, N ≤ 73; K + L + M ≥ 260
4) подобранные расчетным путем сменные колеса устанавливаем на станок. При этом коробку подач настраиваем с помощью рукояток на шаг Pт = 6 мм.
Технология нарезки
Нарезание модульной и питчевой формы производится на металлорежущих станках следующими способами:
- резцом на токарно-винторезных станках;
- модульной фрезой на фрезерных станках;
- специальными пальцевыми фрезами.
Первый способ питчевой нарезки обеспечивает высокую точность, но обладает низкой производительностью. С его помощью нарезается питчевая резьба на червячных валах, требующих высокие показатели точности передачи движения.Этот метод применяется на предприятиях с индивидуальным или мелкосерийным производством.
Второй и третий способы считаются более производительными.Фрезу устанавливают так, чтобы её ось вращения пересекала продольную ось вала заготовки строго под углом в 90 градусов. Для обеспечения высокого качества резьбы (модульной или питчевой) производят несколько проходов. Наиболее удобными для нарезания питчевого соединения считаются станки, оснащённые двухваловыми механизмами подачи или так называемые нортоновские коробки передач.
Перед нарезанием производят настройку станка на основании данных специальных таблиц, в которых указаны значения питчей. С их помощью устанавливают необходимый набор зубчатых колёс на винторезную гитару с заданными передаточными числами.
Пальцевые фрезы применяются для нарезания питчевых соединений на изделиях, обладающих крупными габаритами. Для реализации питчевой нарезки устанавливают специальные фрезерные головки, обладающие индивидуальным приводом фрезы. Первый проход осуществляется прорезной пальцевой фрезой прямоточного профиля, с углом профиля равным 35 градусов.
Приемы нарезания резьбы резцами
После наладки станка, закрепления обрабатываемой детали, установки и закрепления резца, включают станок и начинают нарезать резьбу, незначительно углубив резец в металл. На поверхности детали получается винтовая риска, шаг которой проверяют линейкой, штангенциркулем или резьбомером. Перед началом следующего прохода резец углубляют по лимбу на требуемую величину.
Нарезать профиль треугольной резьбы резцами можно следующими способами.
Первый способ.
Резец устанавливают перпендикулярно оси детали (рис. 224, а), пользуясь шаблоном, как показано на рис. 219.
Перед каждым новым проходом резец выводят из канавки, перемещая поперечный суппорт на себя. Затем дают станку обратный ход, возвращая продольные салазки суппорта в начальное положение. По возвращении продольных салазок резцу дают поперечное перемещение (рис. 224, б). Отсчет ведут по лимбу винта поперечной подачи. Так повторяют все эти приемы до тех пор, пока резьба не будет нарезана на полную глубину профиля.
Как видно из рис. 224, б, резьба в этом случае нарезается равномерно обеими режущими кромками. При черновом нарезании отделяющиеся толстые стружки мешают друг другу, поэтому возможно заедание резца и получение шероховатой, надорванной поверхности резьбы; при чистовом нарезании, когда снимается небольшая стружка, поверхность получается чистой.
Такой способ подачи резца применяется для нарезания резьб с шагом Sp меньше 2 мм; как на черновых, так и на чистовых проходах резец подается за каждый проход на глубину t = 0,05.. 0,2 мм.
Второй способ. Если шаг нарезаемой резьбы больше 2 мм, резьбу нарезают особым резцом (рис. 225, а). Его устанавливают в верхней части суппорта, повернутой на угол α/2 равный половине угла профиля резьбы, и подают боковым врезанием, перемещая верхнюю часть суппорта под углом к оси детали в направлении, указанном стрелкой. При такой установке резца резание осуществляется в основном левой режущей кромкой (рис. 225, б); правая режущая кромка снимает очень тонкую стружку, поэтому изнашивается медленно.
После каждого прохода резец выводят из канавки, перемещая поперечный суппорт на себя (верхнюю часть суппорта не трогают). Затем включают обратный ход станка и возвращают продольные салазки суппорта в их начальное положение. Перед каждым следующим проходом подают поперечный суппорт в прежнее положение (по лимбу, либо по упору). Углубляют резец перемещением верхней части суппорта по лимбу.
Для получения более точной резьбы окончательное нарезание выполняют по первому способу (см. рис. 224).
Канавки для выхода резьбового резца. При нарезании как наружной, так и внутренней резьбы у деталей с уступами необходимо предусматривать канавки для выхода резца, чтобы предохранить его от поломки (рис. 226 и 227). Глубина канавки должна быть немного больше глубины резьбы, а ширина канавки должна равняться 2—3 шагам резьбы.
Нарезание правой и левой резьб. При нарезании правой резьбы ходовой винт и шпиндель вращаются против часовой стрелки, а суппорт с резцом перемещаются от задней бабки к передней (см. рис. 193, а). При нарезании левой резьбы трензель должен быть установлен так, чтобы ходовой винт вращался в обратном направлении, т. е. по часовой стрелке при обычном направлении вращения шпинделя. При этом суппорт должен перемещаться к задней бабке (см. рис. 193, б), следовательно, нарезание левой резьбы должно начинаться с левого конца детали, т. е. ближайшего к передней бабке.
Охлаждение. Применение смазывающих и охлаждающих жидкостей при нарезании резьбы является обязательным. Обильное охлаждение предохраняет резец от затупления и способствует получению чистых боковых поверхностей резьбы. В качестве охлаждающих жидкостей при нарезании резьбы в стали и латуни рекомендуются эмульсии, сульфофрезол (дает лучшие результаты); чугунные детали можно нарезать всухую или с керосином.
Гитара дифференциала в режиме on-line.
Заходите на сайт по адресу: sbestanko.ru/gitara.aspx и, если ваша модель станка присутствует в списке исходных данных, то задаете параметры нарезаемого колеса и червячной фрезы и ждете результат расчета. Иногда считает долго, иногда не находит решений.
Для нашего примера сервис не представил решений для точностей 5 и 6 разрядов после запятой. Зато для точности 4 знака после запятой выдал 136 вариантов!!! Мол — ковыряйтесь!
Лучший из представленных on-line сервисом результатов:
Z1=23 Z2=89 Z3=50 Z4=70
u’=(23*50)/(89*70)=0,184590690
δ=|(u-u’)/u|*100=|(0,184584124-0,184590690)/0,184584124| *100=0,003557%<0,01%