Шлифовка шкивов ленточных пилорам
Причины поломок
При пропиливании ленточной пилой бревна, пропил должен быть ровным. Если идёт волна и трещины на пиле, то есть несколько факторов:
- недовальцованная пила
- пила затупилась
- неправильная заточка по боковой грани
- износ профиля шкива
Причины появления вибрации:
- эксцентриситет пильных шкивов
- люфт или износ в подшипниковых узлах ленточной пилорамы
- не затянутые болты
- неправильно установленные стойки
- износ поверхности пильных шкивов и приводных ремней ленточной пилорамы
По мере износа поверхности пильных шкивов, необходимо их периодически протачивать. Пильные шкивы при изготовлении должны проходить статическую и динамическую балансировку. Шкивы должны быть выставлены в одной вертикальной плоскости и на одной горизонтали.
Причины появления трещин на ленточной пиле:
- неправильная заточка пазухи
- неправильная вальцовка
- выработка профиля шкива
- износ подшипников
- биение шкива
Мы можем это устранить путём шлифования профиля не снимая шкивов со станка, а также, обучить заточника править и вальцевать ленточные пилы. После 5000-8000 часов работы ленточно-пильного станка, происходит износ шкивов передней кромки. Соответственно, увеличивается выпуклость профиля шкива. Из этого следует, что середина пилы натягивается на шкив, а кромки пилы не натянуты. В итоге, при пиление волна, пила неустойчиво пилит, теряется производительность, падает объем напиленной продукции, качество, полезный выход.
Виды шкивов
Плоский шкив
Плоский шкив
Выпуклый шкив
Центр выпуклости 1/3 ширины шкива
Выпуклый шкив
Центр выпуклости по центру ширины шкива
Мы можем отремонтировать ваши шкивы на месте не снимая со станка.
Услуги
Запуск и наладка станков
Запуск и наладка ленточнопильных станков. Подготовка заточного инструмента для работы.
Шлифование шкивов по профилю
Настройка, выверка, бомбировка, проточка. Плоских, выпуклых и с выпуклостью 1/3 от ширины профиля
Обучение специалистов
Заточка, вальцовка, правки в работе с ленточными, рамными и дисковыми пилами.
?
Консультации персонала
По приобритению заточных станков и подготовке заточного инструмента для работы при температуре до -50ºС
Перечень работ по ремонту лентчнопильного станка:
- диагностика станка
- измерение выработки шкива
- измерение биения
- измерение торцевого биения
- осмотр профиля шкива
- шлифовка шкивов по заданному заводом производителя профилю
- шлифовка торцов шкива
- устранение биения (по необходимости)
- выверка и наладка шкивов
- контрольный пропил
- подбор лесопильного и заточного оборудования
- консультация выбора дереворежущего инструмента
- осмотр и настройка заточного оборудования
- консультирование персонала заточного участка, (правка, вальцовка, стеллитирования, сварка швов, трещин, заточка по профилю зуба и геометрия зуба по передней, задней и боковым граням)
- для того чтобы наладить стабильное и качественное пиления, увеличить напил ,полезный выход.
Необходимо обучить персонал подготовке ленточной пилы и правильной эксплуатации ленточнопильного станка.
- All
- Американский станок
- Станки MEBOR и RULMAK
- Станок TANAKA
Консультации по ленточным пилам
- опытные специалисты ответят на все ваши вопросы касательно ленточных пил и станков
- помошь с настройкой заточных станков
- обучение персонала вальцововке и подготавке ленточного полотна (от сварки шва до запуска пилы)
- уточнение правильной заточки и формирования профилей режущих элементов зубьев пил
- советы по выбору инструмента
Все работы мы проводим на предприятии клиента, по всей России
Работы по плоским и профильным шкивам
Мы имеем опыт работы с такими пилорамами как:
Mebor HTZ 1000-1200, Tanaka, Primultini и остальными германскими, турецкими, финскими и японскими пилорамами. За 15 лет приходилось шлифовать большое количество разнообразных шкивов диаметрами от 1000 до 1500 мм. Двадцатилетний опыт в подготовке полного комплекса заточного инструмента для лесопиления. Проводим обучение заточников по ленточным, дисковым и рамным пилам.
Ленточная пилорама, своими руками
Шкивы «позаимствованы» с комбайна похожегона «Неву», диаметр шкивов составляет 30-32 см. Я их сточил так, чтобынадетый ремень немного выступал (пару миллиметров), позже я снял ремни ирежу без них, намного тише и лучше. Токарных работ очень мало. Этосвязано с тем, что я в основном для направляющих использовалполдюймовую трубу и труба (не знаю какая) но она четко надевается наполдюймовку (зазор 1-2мм, что при сварке даже удобно). Начнем с «рельсов»
Самой рельсой служит уголок 50мм, установлен стороной вверх (тогдаколесики должны быть очень хорошо установлены иначе колесо сотрется обуголок), обычно делают ребром угла вверх тогда колесо не сотрется. «Шпалами»служит труба профильная 25*25мм. Также привареная в виде шпал, междупрофильными трубками, вышеупомянутая (точнее снизуупомянутая)полдюймовая труба, на которую надеты крепежи бревна (когти).Крепежи передвигаются и наклоняются свободно, зажим дерева производитсяударами молотка по зажимам, в следствии чего зажим самозаклинивается.
Профильные трубки выступают за рельсы, на этих выступах установлены регулировочные болты (М14*100мм). Напрофильных трубках установлены «мостики» на которые укладываетсябревно. Последние два имеют между собой растояние 50см (для короткихзаготовок). Фото 1, 2. Вид пилорамы. Фото 3, 4, 5. Корпуса шкивов (ступица от «Москвича») приварены (с периодичной отрезкойи повторной сваркой, таким способом я выставлял шкивы, об этом немногопозже) к трубкам, и все вместе перемещается по горизонтальнымтрубкам-направляющим(полдюймовая труба) и может фиксироваться болтами.
Правый (ведомый) шкив автоматически натягивается пружиной (с амортизатора от мотоцикла «КаСика»). Левый (ведущий) фиксируется, но можно передвигать при изменении размера ленточной пилы. На фото 8, немного виден механизм натяжения ремня двигателя. Шкив левый-правый. Фото 9, 10 При разработке роликов я отталкивался от того, что они должны бытькалеными. Делал пилораму всю у себя в гараже, единственное шкивытолько к токарю носил стачить (в мой станочек не влазили), поэтомуискал наиболее простой и надежный способ. В итоге сделал «роликовыйузел» из набора подшипников, два (кажись 202) одинаковые и задний чутьпобольше(+2-4мм). Рис. 1, фото 11, 12 «Ролики» на выточенном валу расчитанному чтобы для необходимости можнобыло между подшипниками устанавливать шайбы (при перемене ширины пилы).Вал вставлен в ту же пару трубок (полдюймовая +»мама»), с полдюймовойвал сварен со смещением осей (синяя линия на рисунке) все крепится кнаправляющим трубкам так чтобы узел ролика регулировался по высоте (необязательно но самопальной пил. желательно) и перемещался по сторонам споследующей фиксацией (для установки ширины проема в зависимости отдиаметра бревна). На ролик установленый со стороны ведомого шкиваустановлена капельница для СОЖ. «Режущий блок» перемещается по швеллерах при помощи винтов-шпилек, дляжесткой установки «р.блока» установлены болты с контр.гайкой. Механизм подъема виден на фотках. Еще о установке шкивов.
«По книжке» они должны бить параллельны. Я ихсделал с наклоном (2-4градуса), для того, чтобы ленту «оттягивало» наролики, иначе она у меня слетала. Режу с запасом на усушку и деформация при сушке, разбег на 3,5 м длины при нормальной пиле и пиление не превышает 1-1,5мм.
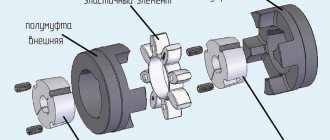
Какие мотор-редукторы устанавливают на дисковые пилорамы?
В деревообрабатывающей промышленности и на лесопилках широко применяют дисковые пилорамы для распила древесины. Эффективность и производительность устройства зависит от установленного на раме мотора-редуктора.
Назначение этого приспособления: производить пуск механизма и регулировать вращательный момент ведущего вала. Это необходимо для плавного и стабильного движения дисковой пилы во время распила бревен. Отсутствие редуктора на моторе приведет к тому, что вал будет вращаться с одинаковыми оборотами и оператор не сможет увеличить или уменьшить вращательный момент. Устройство монтируют на раму пилы еще на заводе-изготовителе, поэтому при поступлении на лесопильню рабочим не нужно ничего устанавливать или настраивать. Достаточно внешне осмотреть крепления и корпус.
Тип передачи и число ступеней
Предназначенные для изменения скорости, с которой вращается вал, мотор-редукторы делятся на мультипликаторные и демультипликаторные. Тип зависит от потребностей на конкретном объекте. Если нужно повысить, то устанавливают модели мультипликаторного типа. Для уменьшения рекомендуется использовать второй вариант.
На практике чаще всего монтируют устройства с зубчатой червячной передачей. Встречается также комбинированная передача для выполнения определенных задач. Число ступеней – 1, 2 и 3 в зависимости от модели, назначения и мощности устройства.
На промышленных лесопильнях применяют редукторы, у которых несколько ступеней. Это необходимо для обеспечения нужных характеристик и вращательного момента. Для маленькой или самодельной лесопильни подойдет одноступенчатый механизм. Существуют различные виды, отличающиеся размерами, весом, наличием дополнительных функций и условиями эксплуатации.
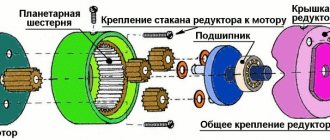
Вид зубчатых колес
В конструкции дисковой пилорамы могут быть устанавлены мотор-редукторы с разной формой зубчатых колес. Выбор определяется конструкцией и назначением. Используются зубчатые колеса:
- конические;
- цилиндрические;
- конически-цилиндрические.
Размещение вала имеет два варианта: вертикальное или горизонтальное, которое зависит от конструкционных особенностей конкретной модели и выполняемых задач.
В цехах и на предприятиях распространены модели обоих типов. Даже на одной лесопильне можно увидеть изделия, у которых вал установлен по-разному. Работают от трехфазной сети. Пуск на одной фазе осуществляется при помощи автоматического пускателя, собранного на конденсаторах.
Обслуживание
В процессе эксплуатации быстрее всего изнашиваются шестерни и зубчатая передача. Причина может заключаться в появлении люфта или в недостаточной смазке. На предприятиях мастера должны следить за состоянием вала, крепления и корпуса.
Периодически нужно проверять уровень масла и подтягивать гайки крепления. Если в корпусе появились трещины, то необходимо произвести замену. Срок эксплуатации агрегата не меньше 5 лет без капитального ремонта.
Регулировка направляющих роликов на ленточной пилораме
Регулировка направляющих роликов, или как их ещё называют успокоители, одна из важных операций на ленточных пилорамах. Кроме того, от правильной регулировки роликов, будет зависеть конечный размер материала, а так же качество обработки всего материала.
Прежде всего, рассмотрим сам направляющий ролик. Его составляющие и возможные неисправности, а так же методы их устранения.
Направляющий ролик
Состоит ролик из нескольких частей, Это, конечно же, сам ролик, подшипники, обычно их два, стопорные кольца и промежуточное кольцо или шайба. Сами подшипники, бывают различной марки в зависимости от вида пилорамы. Также, между ними устанавливается шайба, для пропуска смазки. Все это фиксируется вместе с подшипниками внутри ролика стопорами. Для которых внутри ролика имеются специальные прорези.
Затем ролик с подшипниками набивается на вал и фиксируется на валу болтом, либо гайкой. Также, валы могут быть простыми, прямыми. А могут быть смещёнными в сторону, их называют ещё эксцентриками. Если простой вал регулируется шпильками вверх-вниз. То эксцентрики регулируются просто поворотом вала.
Прежде всего, ролик имеет круглую форму различного диаметра. В то время, с тыльной стороны имеется бордюр для предотвращения схода пильной ленты. Также, на поверхности ролика находятся прорези для выброса опилок. Кроме того необходимо учесть, что во время эксплуатации обязательная чистка этих прорезей, даёт неплохой результат.
Установка и регулировка направляющих роликов
Установка
Прежде всего, перед установкой и регулировкой направляющих роликов необходимо проверить, насколько изношены детали ролика.
Во первых, нет ли биения ролика, достаточно поболтать ролик что бы это определить. В случае даже малейшего биения производится замена подшипников либо вала. Так же может быть износ внутренней части ролика.
Во вторых поверхность ролика должна быть ровной по ширине. Потому что, во время эксплуатации он изнашивается под конус, что очень влияет на качество материала. Также и по диаметру, ролик не должен быть эллипсом.
После сборки направляющего ролика и его проверки, начинаем установку его на станок. Вставляем вал в держатель ролика и фиксируем его специальным болтом. В том случае, если держатели на шпильках. Следовательно, несколькими болтами фиксируется, если это эксцентрик.
Регулировка
Для дальнейшей регулировки ставим пильную ленту и производим слабую натяжку, так чтобы лента прижалась к роликам. Ослабляем болты фиксирующие вал ролика и сдвигаем ролик, так чтобы расстояние от передней части ролика до основания зуба ленты составляло 3-5 миллиметров, и снова фиксируем вал ролика.
Затем устанавливаем уровень, который должен быть не менее 120 см, на нижнюю часть рамы и производим замер от ведущих колёс до уровня, а затем от направляющих роликов до уровня. Ролики должны быть на 3-5 мм ниже ведущих колёс.
С помощью шпилек устанавливаем это расстояние, откручивая или подтягивая гайками. На эксцентриках, ослабляем фиксирующие болты и поворотом вала устанавливаем необходимый размер и снова фиксируем вал ролика.
Далее производим полную натяжку пильной ленты согласно инструкции, натяжение ленты должно быть минимальным, но достаточным для работы. Берём небольшой уровень и ставим его поперёк ленты между роликами, при этом обращаем внимание на выступающие зубья ленты, уровень не должен стоять на них, и так же шпильками или болтами, выравниваем ленту до ровного состояния, двигая уровень от одного ролика к другому.
После всех этих манипуляций подкатываем пилораму к первой упорной стойке и выставляем размер. Проще это будет сделать если размер, к примеру, 10 см выставить сначала между лентой и направляющей стойкой, при этом незабываем, что мерить необходимо от выступающих вниз зубьев, а потом уже просто открутить крепления линейки на раме и выставить размер на линейке.
Проверяем все наши регулировки, делая контрольные замеры, а так же надёжность фиксации роликов, и производим контрольный распил бревна, если распил показал качество и точность размеров материала, то вся регулировка направляющих роликов произведена правильно. В дальнейшем лишь только остаётся поддерживать эти регулировки, своевременно устраняя неисправности деталей ролика.