Основные части станка
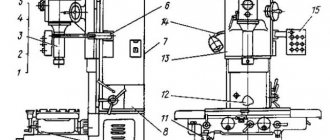
Расположение и обозначение составных частей оборудования
1. Привод. 2С132.21.000 (1400 мин-1) 2. Коробка скоростей. 2С132.20.000 (1400 мин-1) 3. Насос плунжерный. 2С132К.24.000 4. Коробка подач. 2С132.30.000 5. Основание. 2С132.10.000 6. Механизм управления скоростями и подачами. 2С132.25.000 7. Шпиндель. 2С132.50.000 8. Электрооборудование. 2С132.95.000* (Российская) Электрооборудование. 2С132.92-1.000* (Телемеханик) 9. Сверлильная головка. 2С132.40.000 10. Система охлаждения. 2С132.80.000 11. Ограждение зоны резания. 2С132.45.000* * — Дополнительная опция
Технические характеристики 2С132
| Основные параметры | Размеры |
| Наибольшая высота заготовки, мм | 600h14 |
| Наибольшая масса устанавливаемой заготовки, не более,кг | 600 |
| Максимальный диаметр сверления в стали 45 по ГОСТ 1050, мм | 3-32 (50**) |
| Пределы диаметров нарезания резьбы в стали средней твердости | М3…М33 |
| Наибольшая масса инструмента, устанавливаемая на станке, не более, кг | 6 |
| ХАРАКТЕРИСТИКА ПОДЪЕМНОГО СТОЛА | |
| Размеры рабочей поверхности стола, не менее, мм: Ширина Длина Количество Т-образных крепежных пазов, шт Ширина Т-образных пазов, мм Расстояние между Т-образными пазами, мм | 500h14 500h14 3 18H12 100±0,4 |
| ХАРАКТЕРИСТИКА РАБОЧЕГО ПРОСТРАНСТВА | |
| Наибольшее перемещение шпинделя, мм | 250 |
| Наибольший ход подъемного стола, мм | 300 |
| Наибольшее установочное перемещение сверлильной головки, мм | 170 |
| Наибольшее расстояние от оси шпинделя до направляющей колонны, мм | 300 |
| Наибольшее расстояние от торца шпинделя до рабочей поверхности стола, мм | 750 |
| ХАРАКТЕРИСТИКА ШПИНДЕЛЯ | |
| Размер внутреннего конуса конца шпинделя по ГОСТ 25557 | Морзе 4 Морзе 5* |
| Степень точности конуса | АТ7 |
| ХАРАКТЕРИСТИКА ГЛАВНОГО ПРИВОДА | |
| Крутящий момент на шпинделе, не более, Hм | 400 |
| Осевое усилие на шпинделе ,не более, H | 15000 |
| Пределы частот вращения шпинделя, мин-1: | 31,5…1400±10,1% |
| Число ступеней рабочих подач, шт | 9 |
| Пределы рабочих подач шпинделя, мм/об | 0,10; 0,14; 0,20; 0,28; 0,40; 0,56; 0,80; 1,12; 1,60±10,1% |
Станок соответствует требованиям безопасности согласно российским стандартам, европейским директивам и нормам:
- ГОСТ 12.2.009-99. Станки металлообрабатывающие. Общие требования безопасности.
- ГОСТ Р 51333-99 (EN 292-1-91, EN 292-2-91). Безопасность машин. Основные понятия, общие принципы конструирования. Термины, технологические решения и технические условия.
- ГОСТ Р 51334-99 (ЕN 294-92) Безопасность машин. Безопасные расстояния для предохранения верхних конечностей от попадания в опасную зону.
- ГОСТ Р 51335-99 (ЕN 349-93) Безопасность машин. Минимальные расстояния для предотвращения защемления частей человеческого тела.
- ГОСТ Р 51336-99 (ЕN 418-92) Безопасность машин. Установка аварийного выключения. Функции. Принципы проектирования.
- ГОСТ Р 51337-99 (ЕN 563-94) Безопасность машин. Температуры касаемых поверхностей. Эргономические данные для установления предельных величин горячих поверхностей.
- ГОСТ Р 51339-99 (ЕN 811-96) Безопасность машин. Безопасные расстояния для предохранения нижних конечностей от попадания в опасную зону.
- ГОСТ Р 51342-99 (ЕN 953-97) Безопасность машин. Съемные защитные устройства. Общие требования по конструированию и изготовлению неподвижных и перемещаемых съемных защитных устройств.
- ГОСТ Р 51343-99 (ЕN 1037-95) Безопасность машин. Предотвращение неожиданного пуска.
- ГОСТ Р 51345-99 (ЕN 1088-95) Безопасность машин. Блокировочные устройства, связанные защитными устройствами – Принципы конструирования и выбора.
- ГОСТ Р 51344-99 (ЕN 1050-96) Безопасность машин. Принципы оценки риска.
- ГОСТ Р МЭК 60204-1-99 Безопасность машин. Электрооборудование машин и механизмов. Часть 1: Общие требования.
- Объединенная Директива ЕС по машиностроению (93/68/EG).
- Директива о низком напряжении (73/23/EWG).
- ЕN 954-1 Безопасность машин. Элементы системы управления, имеющие отношение к безопасности.
- ГОСТ Р ЕН 12717-2006 (EN 12717) Безопасность металлообрабатывающих станков. Сверлильные станки.
- ЕN 1005-2 Безопасность машин. Физические возможности человека. Часть 2. Максимальные усилия при управлении объектами, связанными с машинами.
- EN 1050 Безопасность машин. Принципы оценки риска.
Уровень шума станка
На станке при типовых условиях эксплуатации на рабочем месте оператора уровень звука не превышает 80 дБА.
При работе станка на холостом ходу при частоте вращения шпинделя 1000 об/мин уровень звука на рабочем месте составляет 76 дБА.
Корректированный уровень звуковой мощности составляет 87 дБА.
Неопределенность измерения звуковой мощности соответствует стандарту ИСО 3746 и при доверительной вероятности 95% равна ± 1,96 σR от измеренного значения, где σR = 3 дБА.
Шумовые характеристики измерялись в соответствии с методикой стандарта ГОСТ Р 51402-99 (ИСО 3746-95) с учетом требований, изложенных в ИСО 230-5 и EN 12840. Фактические параметры зависят от динамических характеристик обрабатываемого изделия, числа оборотов шпинделя и других условий резания.
Повышенному уровню шума станка способствуют:
— обработка нежестких и тонкостенных заготовок;
— обработка инструментом с большим вылетом;
— работа испорченным или сломанным инструментом;
— работа в условиях интенсивных автоколебаний.
Для избежания повышений шумности при работе на станке рекомендуется использовать исправный инструмент с высокой жесткостью.
При обработке длинных деталей использовать поддерживающие люнеты.
При обработке тонкостенных деталей применять вибропоглощающие вставки.
Рекомендуется избегать режимов резания, на которых возникают интенсивные высокочастотные автоколебания.
Вид климатического исполнения УХЛ4 или Т3 по ГОСТ 15150-74. Нижнее рабочее значение температуры окружающего воздуха должно быть не ниже +1ºС, верхнее рабочее значение температуры окружающего воздуха — не выше +35ºС, относительная влажность должна быть не более 80% при 25ºС. Запыленность помещения в пределах санитарной нормы.
Станок не должен подвергаться воздействию местного нагрева и сильных температурных перепадов.
Режим работы станка и марки масел и СОЖ:
Режим работы — Ручной
Рекомендуемая марка СОЖ, не влияющая на работоспособность изделий из маслостойкой резины — Эмульсол «РОСОЙЛ-500» ТУ 0258-009-06377289-2000
Количество заливаемой СОЖ — 18,7 л
Допустимые марки масел в системе смазки — ИНСп 65И-20А ГОСТ 20799-88 ЛКС-2
| ГАБАРИТНЫЕ РАЗМЕРЫ И МАССА | |
| Габаритные размеры станка, не более, мм: Длина х ширина х высота | 870х1110х2700 |
| Площадь, занимаемая станком, м2 | 0,97 |
| Масса станка, не более, кг | 1200 |
| ХАРАКТЕРИСТИКА ЭЛЕКТРООБОРУДОВАНИЯ | |
| Род тока питающей сети ГОСТ Р МЭК 60204-1 -частота тока, ГЦ -напряжение, В | Переменный трехфазный 50±1 380+10%, -15% |
| Электродвигатель главного движения: Номинальная мощность, кВт Номинальная частота вращения, мин-1 | 4 1430 |
| Показатели точности и шероховатости обработки (в партии) образцов-изделий: точность: При сверлении: При развертывании | Н12 Н8 |
| Шероховатость внутренней поверхности образца-изделия, Ra: после сверления после развертывания | 6,3 1,6 |
| ** сверление отверстий диаметром более 35 мм допускается при минимальных подачах (S=0.1; 0.14 мм/об) и оборотах (n=63; n=90 мм/об), и с предварительным просверливанием отверстия меньшего диаметра. *Опция | |
Особенности станка модели 2Н118
Станок 2Н118 благодаря своим техническим характеристикам позволяет выполнять такие технологические операции, как:
- сверление и рассверливание отверстий;
- развертывание;
- зенкерование;
- нарезание внутренней резьбы;
- подрезка торцов деталей (с применением специального инструмента).
Используя вертикально-сверлильный станок данной модели, в металле формируют отверстия, диаметр которых доходит до 18 мм. При этом развивается крутящий момент до 880 Нм, а максимальная величина рабочей подачи составляет 560 кгс.
При выполнении обработки на данном станке можно выбрать различные параметры подач и скоростей вращения шпиндельного узла, что позволяет использовать такое оборудование наиболее эффективно и с максимальной производительностью.
Габариты рабочего пространства и посадочные базы станка
Первый вертикально-сверлильный станок модели 2Н118 был выпущен еще в 60-х годах прошлого века. Производством данного агрегата занимался Молодечненский станкостроительный комбинат, который и по сей день является предприятием, выпускающим эффективное и надежное металлорежущее оборудование.
Позднее на Гомельском и Молодечненском станкостроительных заводах выпускался аналог вертикально-сверлильного станка 2Н118 – 2Т118. Кроме данной модели, специалистами Молодечненского станкостроительного завода был разработан еще ряд модификаций станка 2Н118:
- 2Н118К – вертикально-сверлильный станок координатного типа;
- 2А118 – сверлильный станок с вертикальной компоновкой, оснащенный одношпиндельной рабочей головкой;
- 2Н118Ф2 – станок c программной системой управления.
Вертикально-сверлильный станок 2Н118-1 1987 года выпуска
Среди технических характеристик вертикально-сверлильного станка рассматриваемой модели (все они описаны в паспорте на оборудование) необходимо выделить следующие.
- Габариты рабочего стола, на поверхности которого выполнены три Т-образных паза, составляют 320х360 мм.
- Величина перемещения рабочего стола, которое приходится на один оборот рукоятки-маховика, составляет 2,4 мм.
- Величина максимального перемещения рабочего стола по вертикальной оси – 350 мм.
- Масса аппарата – 450 кг.
- Максимальное расстояние от торца шпиндельного узла до поверхности рабочего стола – 650 мм.
- Расстояние от направляющих колонны до оси шпидельного узла (вылет станка) – 200 мм.
- Шпиндельная головка может перемещаться на величину до 300 мм.
- Ход гильзы шпиндельного узла составляет 150 мм.
- За один оборот маховика шпиндельная головка перемещается на 4,4 мм.
- Частота вращения шпиндельного узла находится в интервале 180–2800 об/мин.
- Скорость вращения шпиндельного узла может регулироваться по 9 ступеням.
- Шпиндельный узел выполнен с конусом Морзе 2.
- Вал электродвигателя главного движения (тип АОЛ2-22-4С2), мощность которого составляет 1,5 кВт, может вращаться с максимальной скоростью 1420 об/мин.
- За подачу СОЖ отвечает электрический насос ПА-22.
- Максимальная сила подачи, на которую рассчитана конструкция вертикально-сверлильного станка 2Н118, составляет 560 кгс.
- Вертикальные рабочие подачи, совершаемые за один оборот шпиндельного узла, находятся в интервале 0,1–0,56 мм.
- Параметры рабочих подач станка могут регулироваться по 6 ступеням.
- Габариты вертикально-сверлильного станка (ДШВ) – 870х590х2080 мм.
Характеристики станка в формате таблицы
Комплектация и принадлежности станка 2С132
Станок поставляется изготовителем в следующем виде:
- подвижный стол находится в нижнем положении с зажатым в тисках брусом, в который упирается сверлильная головка, стол и сверлильная головка зажаты на колонне зажимными болтами;
- сверлильная головка опущена на упор стола и на деревянный брус, зажатый в тисках, закрепленных на столе;
Станок в сборе, включая электрооборудование, упаковывают в ящик № 1.
Принадлежности, которые входят в комплект и стоимость станка, упаковывают в ящик № 2: Рукоятка подъема стола и сверлильной головки, ключи к электрошкафу Д73—72, 2 шт, муфта эластичная.
Принадлежности, поставляемые за отдельную плату (упаковывают в отдельные ящики)
Втулки переходные
- 6100-0142 (0202), 3/1
- 6100-0144 (0204), 4/2
- 6100-0145 (0205), 4/3
- 6100-0146 (0206), 5/3 *
- 6100-0147 (0207), 5/4 *
Клинья к инструменту
- 7851-0012, *
- 7851-0013, *
- 7851-0014, **
Ключи 7812-0375, 7812-0378; Отвертка 7810-0327; Ключ гаечный 7811-0023(17-19); Патрон сверлильный ПСС-10; Оправка 6039-0022; Тиски СТ160.000; Стол плавающий СП 132.000; Стол крестовый СК02.000; Насос охлаждения; Упаковка станка — по согласованию с заказчиком.
Техническая документация
- Руководство по эксплуатации. Часть 1. 2С132.00.000РЭ1
- Руководство по эксплуатации. Часть 2. Электрооборудование. 2С132.95.000РЭ2*
- Руководство по эксплуатации Часть 2. Электрооборудование. 2С132.92-1.000РЭ2*
- Руководство по эксплуатации. Часть3. Сведения о приемке. 2С132.00.000РЭ3
- Эксплуатационные документы комплектующих изделий на: тиски станочные, двигатель главного движения, насос охлаждения
*Опция; ** Для станков с конусом КМ5
Основы работы на сверлильном станке
Прежде чем использовать сверлильный станок любого типа, необходимо изучить основы работы с ними. В первую очередь важно купить сверла для сверлильных станков, точно подходящие по размеру и совпадающие с типом крепления. Выбрать сверла для любых агрегатов можно в каталогах . Закрепив сверло, нужно убедиться, что оно плотно удерживается внутри механизма.
Обрабатываемые детали следует закрепить на столе. Запрещается удерживать заготовки руками и производить замену инструмента во вращающийся шпиндель. Перебрасывать ремни на ступени шкива можно только при выключенном электродвигателе. При сверлении деталей, особенно выполненных из хрупких материалов, нужно использовать спецодежду и защитные очки.
Рабочее пространство станка — схемы, символы и расшифровка
В месте установки станка необходимо обеспечить следующее: — достаточно свободное пространство вокруг станка; — достаточное пространство для перемещения оператора; — достаточное пространство для работ по обслуживанию и ремонту; — дверь электрошкафа станка должна полностью открываться не менее чем на 120º; — площадь для размещения стеллажей для заготовок и изделий, бункера для заготовок (изделий), тележки для стружки, тележки для инструментов и т.д..
Вблизи станка нежелательно размещение шлифовальных станков, работающих без охлаждения, крупного обдирочного и кузнечно-прессового оборудования.
Установочные и присоединительные размеры станка, эскизы конца шпинделя и подъемного стола
Механика главного движения (шпинделя) и механика подач
Пульт управления с обозначением символов и органов управления
Графические символы на станке
Устройство и возможности промышленных сверлильных останков
Устройство промышленных сверлильных станков является более сложным, чем у бытовых агрегатов, а возможности таких приборов очень велики. На подобных станках можно обрабатывать заготовки из любого металла и других материалов значительной толщины.
Электросхема сверлильных станков промышленного назначения отличается надежным исполнением. Большинство таких агрегатов имеют возможность автоматического изменения направления вращения сверла. Почти все модели промышленных станков оснащены системой подачи жидкости для охлаждения.
Фото №4: устройство промышленного сверлильного станка
Характеристики электрооборудования
| Основные параметры | Размеры |
| Питающая сеть: Род тока Частота тока, ГЦ Напряжение, В | переменный, трехфазный 50 (60*) + 2% 380 (220*) +10% |
| Электродвигатель привода главного движения: Номинальная мощность, кВт Номинальная частота вращения, мин—1 | 4 1430 |
| Электронасос системы охлаждения: Мощность, кВт Подача, л/мин | 0,12 22 |
| Количество электродвигателей на станке | 2 |
| Суммарная мощность установленных на станке электродвигателей, кВт | 4,12 |
Степень защиты электрооборудования
Электрическая панель вмонтирована в нише колонны.
Дверца ниши снабжена специальным замком и ключом, там же расположен предупреждающий знак «Опасное напряжение».
Корпус пульта управления имеет степень защиты IP44, ниша колонны имеет исполнение по степени защищенности IP43 по EN 60529.
Подключение станка к электросети должен производить специально подготовленный персонал, имеющий допуск по работе с электрооборудованием до 1000 В, ознакомившийся с разделом 2С132.95.000РЭ2 или 2С132.92-1.000 РЭ2.
После подключения к электросети все электрооборудование должно быть проверено на безупречную работу. Необходимо обеспечить правильное заземление станка и правильную изоляцию всех выходов. Все переключатели перевести в их исходное или нулевое положение, проверить, что все выключатели станка, конечные выключатели с ручным управлением и иные выключатели правильно установлены для надежной наладки.
После установки станка, до подключения его к цеховой сети, необходимо произвести замеры электрического сопротивления между шиной заземления и любой металлической частью станка с расположенными на ней элементами электрооборудования, которые могут оказаться под напряжением выше 24В в результате пробоя изоляции проводов. Измеренное сопротивление не должно превышать 0,1 Ом.
Сверлильные станки для использования в производственных условиях
Сверлильные аппараты, используемые в производственных условиях, являются сложными станками, способными не только сверлить отверстия, но и выполнять ряд других операций. Существует несколько разновидностей таких агрегатов, но наиболее распространенными из них являются сверлильные станки вертикального и горизонтального типа.
Вертикально-сверлильные станки выполняют сверление отверстий диаметром до 75 миллиметров. Они применяются для работы с небольшими деталями и заготовками в цехах, выпускающих мелкосерийную продукцию, а также для штучного производства. Горизонтально-сверлильные агрегаты предназначены для глубокого сверления. Зачастую на производстве применяются специализированные станки. Одним из самых востребованных видов являются магнитные станки, применяемые для работы на балках, трубопроводах, мостах, судах. Наиболее популярны магнитные станки марки Euroboor (Голландия), позволяющие сверлить отверстия диаметром до 200 миллиметров.
Фото №3: двухскоростной магнитный станок Euroboor ECO.40/2
Меры по обеспечению безопасности
Безопасность труда на станке обеспечивается его изготовлением в соответствии с требованиями ГОСТ 12.2.009-99, EN 292-1,2 и EN 60204-1.
Безопасность труда на станке обеспечивается наличием в конструкции станка указанных ниже устройств, выполненных в соответствии с требованиями, изложенными в российских стандартах, европейских директивах и нормах:
— защитного ограждения зоны резания;
— блокировок;
— внешнего устройства для запирания вводного выключателя;
— фиксаторов рукояток;
— предохранительных устройств.
Защитные и предохранительные устройства
Станок снабжен перемещаемым ограждением, закрывающим конец шпинделя, патрон и режущий инструмент на время вращения главного привода. При отводе ограждения от шпинделя блокируется питание цепей управления станком в отключенном состоянии.
Уборка сливной стружки должна производиться с использованием специального металлического крючка при остановленном вращении шпинделя. Мелкая стружка может быть убрана щеткой при вращении инструмента в отведенном состоянии.
В механизме установлен блокирующий конечник защитного ограждения зоны резания и запрещающий вращение шпинделя на время отвода ограждения из зоны резания. Повторный «пуск» шпинделя возможен только при нажатии на пусковые кнопки при закрытом положении ограждения.
Станок имеет автоматическое торможение шпинделя. Время торможения шпинделя после его выключения на всех частотах вращения не превышает 5 с. При частоте вращения шпинделя свыше 3000 мин-1 время торможения после его выключения не регламентируется.
Рукоятки и другие органы управления станка снабжены надежными фиксаторами, не допускающими самопроизвольных перемещений отдельных сборочных единиц станка.
Запирание вводного выключателя. Для электрооборудования российского производства: автоматический вводной выключатель-разъединитель расположен с правой стороны колонны. После выключения станка выключатель необходимо заблокировать специальным запором. Для электрооборудования : Вводной выключатель-разъединитель расположен с правой стороны колонны и имеет запирающее устройство. Включение вводного выключателя-разъединителя должно быть невозможно без замка, не входящего в комплект поставки. Для установки / снятия навесного замка при его эксплуатации имеются отверстия на рукоятке привода вводного выключателя.
Станок снабжен предохранительной муфтой в цепи подач от перегрузки, отрегулированной по осевому усилию на 15 % больше допустимого. В случае возникновения прощелкивания предохранительной муфты оператору необходимо остановить станок и изменить режим резания.
Пружинный противовес предотвращает самопроизвольное опускание шпинделя и обеспечивает плавное перемещение на всей длине хода.
На пульте управления станка установлена кнопка «Аварийный стоп» с грибовидным толкателем увеличенного размера, окантованная кругом желтого цвета.
Меры безопасности при подготовке к работе и при работе станка
До подключения станка к электросети необходимо проверить:
— надежность контакта заземляющих проводов;
— соответствие напряжения в сети и электрооборудовании станка.
Ознакомиться с назначениями всех органов управления.
Проверить на холостом ходу станка:
— работу механизмов, вмонтированных в сверлильную головку;
— исправность сигнальных, тормозных и кнопочных устройств;
— правильность работы блокировочных устройств;
— исправность системы смазки и системы охлаждения;
— наличие на станке жестких упоров, ограничивающих перемещение сверлильной головки и стола.
Установочные перемещения сверлильной головки производятся только при отжатых клиньях.
Не рекомендуется переключать частоты вращения шпинделя и подач на ходу.
По окончании сверления отключить подачу СОЖ.
В случае отсутствия СОЖ в системе охлаждения необходимо обязательно отключить переключатель подачи СОЖ.
Внимание! Недопустима работа насоса при отсутствии СОЖ в системе охлаждения.
Меры безопасности при транспортировке и установке станка
При монтаже, демонтаже и ремонте для надежного зачаливания и безопасного перемещения станка следует использовать специальные отверстия в колонне, сняв заглушки, установленные в них при упаковке.
Грузоподъемные устройства следует выбирать с учетом веса станка и указаний в соответствующем разделе паспорта (установка и первоначальный пуск станка).
При транспортировке станка сверлильная головка остается в крайнем нижнем положении, закрепленной жестко на колонне.
При транспортировке к месту установки и при опускании на фундамент (пол) станок не должен подвергаться сильным толчкам.
Погрузка и разгрузка станка должна производиться квалифицированными специалистами.
Схема строповки станка в упаковке указана на упаковке.
Подключать станок к низкоомному цеховому контуру заземления следует в строгом соответствии с указаниями в «Руководстве по эксплуатации электрооборудования» 2С132.95.000РЭ2 или 2С132.92-1.000 РЭ2 (в зависимости от комплектации).
При монтаже и установке станка в рабочее положение следует особое внимание обратить на снятие упоров стола и деревянного бруса. Возможно падение сверлильной головки на стол при несоблюдении порядка проведения работ.
Применение, конструкция и принцип действия сверлильных станков
Сверлильные станки позволяют создавать в деталях из различных материалов сквозные или глухие отверстия. Выполняются эти технологические операции при помощи такого режущего инструмента, как сверло, за счет которого и обеспечивается снятие стружки с обрабатываемого материала.
Большинство аппаратов данного типа составляют промышленные сверлильные станки. Количество моделей для бытового использования, отличающихся значительно меньшей функциональностью по сравнению с профессиональными устройствами, незначительно. Между тем именно на примере простой конструкции бытовых моделей удобнее всего знакомиться с принципом работы сверлильного станка и его базовыми элементами.
Малогабаритный бытовой сверлильный станок
Бытовая модель – это, как правило, настольный сверлильный станок, который отличается компактными габаритами и устанавливается на поверхности верстака или на любом другом возвышении, которое обеспечивает удобство его использования. В подавляющем большинстве случаев это вертикально-сверлильный станок, устройство которого является наиболее типичным для оборудования подобного назначения.
Базовыми элементами сверлильного станка, используемого как в домашних, так и в бытовых условиях, выступают:
- шпиндельная бабка, в которой монтируется рабочий патрон, служащий для фиксации режущего инструмента;
- сверлильная головка, конструкция которой включает в себя шпиндельную бабку, приводной электрический двигатель и ременную передачу;
- несущая стойка-колонна, на которой монтируется сверлильная головка оборудования;
- массивная опорная плита, изготовленная методом литья из стали или чугуна (она выполняет две функции: служит надежным основанием для станка и используется для закрепления вертикальной стойки оборудования).
Основные узлы сверлильного станка
Технологические операции, для которых предназначен вертикальный сверлильный станок, выполняются за счет двух движений шпинделя: основного и вспомогательного. Первое движение – это вращение шпиндельного узла, а второе – его перемещение в вертикальном направлении. Свое название вертикально-сверлильный станок как раз и получил за то, что его шпиндель совершает движение подачи в вертикальном направлении. За выполнение такого движения отвечает специальная ручка-штурвал, расположенная на боковой части корпуса аппарата.
Упаковка, хранение, распаковка и транспортировка 2С132
Для защиты станка, принадлежностей, инструмента, сменных и запасных частей от коррозии во время транспортировки на все неокрашенные поверхности наносится коррозионно-защитная смазка, т.е. проводится консервация. Консервация и расконсервация осуществляется в соответствии с ГОСТ 9.014-78 и ОСТ 2-Н89-30-79.
Консервация станка должна соответствовать группе П-1; инструмента, сменных и запас-ных частей – группе 1-2. Вариант временной защиты: В3-1. Вариант внутренней упаковки: для внутренних поставок – ВУ-1; для поставок на экспорт – ВУ-5. Гарантийный срок защиты без переконсервации – 1 год. Расконсервация производится маловязкими маслами или растворителями с последующим протиранием насухо.
Расконсервация станка. После установки станок необходимо тщательно очистить от антикоррозионных покрытий, нанесенных на открытые, а также закрытые кожухами и щитками обработанные и необработанные поверхности станка.
Очистка производится ветошью, смоченной уайт-спиритом. Затем, во избежание коррозии, очищенные поверхности покрыть тонким слоем индустриального масла И-20А ГОСТ 20799-88. Применение для чистки станка металлических предметов или наждачной бумаги не допускается.
Станок упаковывается коррозионно-защитной бумагой и полимерным чехлом.
Все прилагаемые к станку принадлежности, инструмент, сменные и запасные части, документация упакованы в ящики, помещаемые в ящик упаковки станка и надежно крепящиеся в ящике транспортируемого станка. Допускается безтарная (под чехлом) отгрузка продукции, которая оговаривается с пользователем и фиксируется в договоре. Документация, прилагаемая к станку, упаковывается в пакет из полиэтиленовой пленки и укладывается в ящик для документов, который помещается в место № 1.
Для микроклиматических районов с умеренным и холодным климатом в атмосфере любого типа станок должен храниться под навесом и/или в помещении, где колебания температуры и влажности воздуха существенно не отличаются от колебаний на открытом воздухе. Климатические факторы: температура воздуха ± 50ºС. Среднемесячное значение относительной влажности воздуха в наиболее теплый и влажный период 80% при 20ºС, продолжительностью 6 месяцев. Верхнее значение относительной влажности – 100% при 25ºС. Для любых микроклиматических районов, в том числе районов с тропическим климатом станок должен храниться в закрытых помещениях с естественной вентиляцией (без искусственно регулируемых климатических условий), где колебания температуры и влажности воздуха существенно меньше, чем на открытом воздухе. Климатические факторы: температура воздуха ± 50ºС. Среднемесячное значение относительной влажности воздуха в наиболее теплый и влажный пери-од 70% при 27ºС, верхнее значение относительной влажности – 98% при 35ºС. Не допускается хранение станка в упакованном виде свыше гарантийного срока защиты без переконсервации.
При распаковке необходимо сначала снять верхний щит упаковочного ящика, а затем – боковые. Необходимо следить за тем, чтобы не повредить станок распаковочным инструментом.
При распаковке станка особенно важно проследить, чтобы коррозионно-защитная пленка или бумага снимались после выравнивания температур станка и помещения (обычно через 48 часов). В противном случае возникает опасность коррозии в результате воздействия конденсата.
При распаковке необходимо проверить комплектность поставки и/или наличие возможных повреждений при транспортировке. После распаковки следует проверить наружное состояние узлов и деталей станка, а также наличие демонтированных со станка и упакованных отдельно его составных частей, инструмента и принадлежностей, запасных частей и технической документации согласно данному руководству.
Станок допускается транспортировать всеми видами транспорта. Перед доставкой станка тщательно спланируйте его выгрузку, а также транспортировку к месту монтажа. К моменту доставки Вашего станка транспортировочные и подъёмные приспособления должны быть в полной готовности. Перед доставкой станка следует устранить возможные препятствия на пути транспортировки от места выгрузки до места монтажа. При транспортировке нахождение людей в опасной зоне недопустимо!
Схема транспортировки станка
Особые указания при транспортировке:
Пользуйтесь только транспортными средствами с достаточной грузоподъёмностью, т.е. больше чем указанный транспортируемый вес! При выборе грузоподъемных устройств (лент, цепей, канатов и т.д.) обязательно убедитесь, что их максимально допустимая грузоподъемность достаточна для транспортируемого веса! Вес упакованного станка указан на ящике. При выгрузке станка в упакованном виде обязательно следуйте указаниям, имеющимся на наружной стороне упаковки! При транспортировке к месту установки и при опускании на фундамент (пол) необходимо следить за тем, чтобы станок не подвергался сильным толчкам и сотрясениям. Перед транспортировкой станка в распакованном виде необходимо убе-диться в том, что перемещающиеся узлы надежно закреплены: — подвижный стол находится в нижнем положении; — сверлильная головка опущена на упор стола и на деревянный брус, зажатый в тисках, закрепленных на подвижном столе; — упор головки вывернут и закреплен к упору стола. Станок может отгружаться и без тисков. В таком случае сверлильная голов-ка опущена на деревянный брус, закрепленный в заднем пазу стола, поджата и закреплена на колонне прижимными винтами. Стол также закреплен. Упор сверлильной головки вывернут и закреплен к упору стола.
Транспортировка станка осуществляется согласно схеме транспортировки. Для транспортировки распакованного станка используют штангу Ø35 мм, которую вставляют в отверстия колонны. При этом необходимо предохранить выступающие части и облицовку станка, для чего под канат подкладывают деревянные прокладки. После транспортировки станка с использованием подъемных средств и транспортных отверстий необходимо немедленно закрыть транспортные отверстия пробками, находящимися в ящике с запасными частями.
7.3.
Описание работы электросхемы сверлильного станка 2К52-1
Работу на станке 2К52-1 без электромеханизированного зажима колонны и охлаждения следует начинать в следующем порядке: рукоятку командоаппарата установите в нейтральное положение; поворотом рычажка вводного автоматического выключателя F1 произведите включение; нажмите на толкатель кнопки S2 для проведения в готовность электрической цепи управления станком. При этом загорается зеленая лампа Н1 „Станок готов к работе». Помните, что станок не включится, если рукоятка командоаппарата будет находиться в рабочем положении; поворотом рукоятки командоаппарата включите электродвигатель М2 привода шпинделя и перемещение бочки. Остановка вращения шпинделя (либо перемещение бочки) происходит при возврате командоаппарата в нейтральное положение. Включение, отключение и реверсирование электродвигателя осуществляется рукояткой командоаппарата. Для аварийной остановки станка следует нажать на красный толкатель кнопки S1 или отключить вводной выключатель F1. При этом гаснет лампа Н1. При установке на станок электронасоса его включение производится поворотом рычажка автоматического выключателя F2 в положение „1″. При установке электромеханизированной зажимной головки зажим и отжим колонны может осуществляться при нажатии на толкатели кнопок S7 и S10, расположенные на пульте управления, либо при перемещении рукоятки на каретке станка. Для выбора органов управления зажимом и отжимом служит тумблер S9. Продолжительность зажима и отжима определяется временем, на которое настраиваются реле времени Кб и К7. Реле настраиваются так, чтобы времени на разжим было несколько больше, чем времени на зажим. Время зажима колонны составляет примерно 2-3 с. ВНИМАНИЕ! Нельзя производить перестройку выдержки времени, если реле находится в рабочем состоянии. На станке установлен светильник местного освещения НКС01х100/П20-0,5. Дополнительно предусмотрен штепсельный разъем Х2 для подключения переносного светильника. Электросхемы соединений станка приведены на рис. 17-22. Рис. 17. Электрическая схема панели управлениястанка без электромеханизированного зажима колонны В ПРИЛОЖЕНИЯХ Рис. 18. Электрическая схема соединений панели управления станка с электромеханизированным зажимом колонны В ПРИЛОЖЕНИЯХ Рис. 19. Электрическая схема соединений станка без электромеханизированного зажима колонны и охлаждения: I — контакт ШР; II – провод Рис.20. Электрическая схема соединений станка без электромеханизированного зажима колонны: I — контакт ШР; И — провод Рис. 21. Электрическая схема соединений станка с электромеханизированным зажимом колонны и охлаждением: В ПРИЛОЖЕНИЯХ Рис. 22. Электрическая схема соединений станка с электромеханизированным зажимом колонны: I — контакт ШР; II — провод
^ 7.4. Система защиты электрооборудования и меры безопасности
Защита электродвигателей и трансформатора от токов короткого замыкания производится автоматическими выключателями, защита цепей управления и освещения — предохранителями. Защита электродвигателей от длительных перегрузок осуществляется тепловыми реле. Станок заземляется подключением к специальному винту заземления защитного провода, надежно присоединенного к цеховому контуру заземления. Необходимо помнить, что при отключенном вводном автоматическом выключателе его зажимы и вводной клеммный набор Х6 находятся под напряжением питающей сети.
8. СИСТЕМА СМАЗКИ сверлильного станка 2К52-1
8.1. Перечень точек смазки сверлильного станка 2К52-1
Номер
позиции
на рис 23
| Расход смазочного материала | Периодичность смазки | Точка смазки | Куда входит | Смазочный материал | |
| 1 | 1,5 л | Раз в год полная смена | Резервуар для смазки коробки скоростей и механизма переключения | Бочка | Масло И-30А ГОСТ 20799-75 |
| 2 | 0,2 кг | Раз в год полная смена | Подшипники механизма подъема бочки | Механизм подъема бочки | Смазка ЦИАТИМ-201 ГОСТ 6267-74 |
| 3 | 0,01 кг | Раз в смену | Винт механизма подъема бочки | Механизм подъема бочки | Масло И-30А ГОСТ 20799-75 |
| 4 | 0,15 кг | Раз в год | Подшипники механизма зажима бочки | Механизм зажима | Смазка ЦИАТИМ-201 ГОСТ 6267-74 |
| 5 | 0,01 кг | Раз в смену | Направляющие рукава | Рукав | Масло И-30А ГОСТ 20799-75 |
| 6 | 0,005 кг | Раз в месяц | Рейка перемещения каретки | Рукав | Масло И-30А ГОСТ 20799-75 |
| 7 | 0,03 кг | Раз в два месяца | Верхние подшипники шпинделя | Шпиндель | Смазка ЦИАТИМ-201 ГОСТ 6267-74 |
| 8 | 0,07 кг | Раз в полгода | Подшипники и зубчатые колеса каретки | Каретка | Смазка ЦИАТИМ-201 ГОСТ 6267-74 |
| 9 | 0,05 кг | Раз в полгода | Подшипники приводного вала рукава | Рукав | Смазка ЦИАТИМ-201 ГОСТ 6267-74 |
| 10 | 0,03 | Раз в полгода | Подшипники и зубчатые колеса механизма подъема, привода шпинделя и штурвального устройства | Сверлиль-ная головка | Смазка ЦИАТИМ-201 ГОСТ 6267-74 |
| 11 | 0,05 кг | Раз в два месяца | Верхние и нижние подшипники гильзы шпинделя | Шпиндель | Смазка ЦИАТИМ-201 ГОСТ 6267-74 |
| 12 | 0,005 | Раз в два месяца | Винт зажима | Цоколь | Масло И-30А ГОСТ 20799-75 |
| 13 | 0,3 кг | При малых и средних ремонтах | Подшипники поворота колонн | Колонна | Смазка ЦИАТИМ-201 ГОСТ 6267-74 |
| 14 | 0,005 | Раз в два месяца | Винты опор основания | Основание | Масло И-30А ГОСТ 20799-75 |
| 15 | 0,1 | Раз в смену | Колонна | Колонна | Масло И-30А ГОСТ 20799-75 |
Рис. 23. Схема точек смазки ^ 8.2. Описание работы системы смазки сверлильного станка 2К52-1
Систематическая и своевременная смазка механизмов станка с применением смазочных масел надлежащего качества обеспечивает надежность его работы в течение длительного срока. Коробка скоростей и механизм переключения, расположенные внутри бочки, смазываются разбрызгиванием масла в процессе работы. Для этого масло заливают правый и левый отсеки корпуса бочки с обязательной фильтрацией перед заливкой. Уровень масла контролируется по маслоуказателю. Обработанные открытые поверхности станка (колонна, направляющие рукава, лицевая поверхность плиты) следует постоянно держать под масляным покровом для предохранения от коррозии. Смазка отдельных механизмов станка производится следующим образом: — верхних подшипников шпинделя — при снятом колпаке шпинделя; — подшипников и зубчатых колес каретки — через окна в рукаве при снятой заслонке; — подшипников приводного вала рукава — через масленку, установленную в торце рукава; — подшипников и зубчатых колес механизма подачи привода шпинделя и штурвального устройства — при снятых крышках. Для смазки верхних подшипников гильзы шпинделя необходимо отпустить гильзу до упора и произвести смазку через масленку в корпусе сверлильной головки. Нижние подшипники гильзы шпинделя смазываются через масленку в самой гильзе; — подшипников механизма зажима бочки — при снятом кожухе, а подшипников механизма подъема — при снятой крышке; — подшипников поворота колонны: верхнего — при снятой крышке, нижнего — через окно с левого торца фундаментной плиты. Через 6-12 месяцев следует производить замену смазки ЦИАТИМ-201 с разборкой и промывкой сборочных единиц станка. В закрытых подшипниках перемещения каретки смазка заложена на весь срок службы.
^ 8.3. Указания по эксплуатации системы смазки
Перед пуском станка необходимо заполнить емкости коробки скоростей маслом И-ЗОА, а также произвести смазку станка в соответствии с перечнем точек смазки. Замену масла рекомендуется производить первый раз через 20 дней двухсменной работы, а затем один раз в год. Наличие смазки и качество применяемых смазочных материалов следует систематически проверять. Для станков, поставляемых в страны с тропическим климатом, в масло И-ЗОА добавляется на месте 1 % антикоррозионной присадки.
^ 8.4. Перечень применяемых смазочных материалов и их аналогов сверлильного станка 2К52-1
| Страна и основная фирма – поставщик смазочных материалов | Марка смазочного материала | |
| Применяемая | Аналог | |
| СССР | Масло И-30А ГОСТ 20799-75 | Смазка ЦИАТИМ-201 ГОСТ 6267-74 |
| ГДР | R=32 TGL 11871 | SWD 172 TGL 14819/04 |
| ЧССР | OL — j4 | TSP2-3 |
| CSN | ||
| CSN 656610 | (PND25-026-69) | |
| ПНР | 4 | LMP(PN-63/C-96151) |
| CPP | FN-55/C-96071 | U17OLi2 |
| OL 405 | STAS 8961-71 | |
| ВНР | STAS 742-49 | Litol LC 12/11 |
| T-30 | NIMSL 60027/5-75 | |
| СФРЮ | MNSZ 7747-63 | |
| CIRKON 40 | ||
| США, Великобритания | Shell | |
| Vitrea oil 31 | Aeroshell 6 | |
| Великобритания | VAC HLP | Mobilgrease |
| 36/MOBIL DTE 24 | BRB Zero | |
9. УСТАНОВКА СТАНКА 9.1. Распаковка сверлильного станка 2К52-1
При распаковке сначала снимают верхний щит упаковочного ящика, а затем боковые. Необходимо следить за тем, чтобы не повредить станок распаковочным инструментом. После распаковки станок необходимо тщательно очистить от антикоррозийного покрытия, нанесенного на открытые обработанные поверхности, и смазать тонким слоем масла И-ЗОА, ГОСТ 20799-75. Смазка удаляется деревянной лопаткой и чистой ветошью, смоченной в уайт-спирите. В распакованном станке ось шпинделя сверлильной головки занимает горизонтальное положение, поэтому необходимо отпустить гайки на винтах зажима сверлильной головки и повернуть ее в исходное положение.
9.2. Транспортирование сверлильного станка 2К52-1
К месту работы станок 2К52-1 транспортируется с помощью рым-болта МЗО, расположенного в верхней части колонны. При этом необходимо закрепить все подвижные части станка, следя за тем, чтобы он не раскачивался при перемещении.
9.3. Порядок установки сверлильного станка 2К52-1
Станок 2К52-1 устанавливается на подготовленное место вблизи обрабатываемой детали или на самой детали. Регулируя приставные опоры, станок выставляют горизонтально в обеих плоскостях с помощью линейки и уровня, установленных в двух взаимно перпендикулярных направлениях по обработанной поверхности основания. Отклонение не должно превышать 0,04 мм/м в обеих плоскостях. Для предотвращения опрокидывания станка во время работы при различных положениях рукава и сверлильной головки относительно основания необходимо руководствоваться значениями допускаемых осевых усилий (см. раздел 9.4.1.). Станок 2К52-1 допускается устанавливать на фундамент или бетонную подушку. Глубина заложения должна быть не менее 150 мм. Станок крепится к фундаменту четырьмя фундаментными болтами М16. Координаты отверстий установки на фундаментные болты и монтажные размеры приведены на рис. 2.
содержание .. 1 2 3 4
Как установить сверлильный станок 2С132
Точность работы станка зависит от правильности его установки. Выверка установки станка в горизонтальной плоскости осуществляется при помощи уровня, устанавливаемого на подвижном столе в продольном и поперечном направлениях (фундаментные болты должны быть не затянуты). В каждом положении стола отклонение уровня не должно превышать 0,02 мм/м (в продольном и поперечном направлениях).
Установка сверлильной головки в рабочее положение
Для установки сверлильной головки в рабочее положение необходимо: – проверить надежность крепления деревянного бруса поз. 3 в тисках поз. 4; – отжать стол и головку, вывинчивая соответствующие оригинальные прижимные винты на клиньях головки поз. 1 и стола поз. 6 на 1-2 оборота; – поднимать стол совместно с головкой вверх рукояткой подъема стола поз. 5 до полного зацепления шестерни подъема головки с рейкой, закрепленной на колонне, одновременно вращая рукояткой вал подъема головки через квадрат 7, расположенный на левой стороне головки, во избежание поломки шестерни. – завернуть снятый упор 9, ограничивающий нижнее положение головки; – зажать прижимной винт на клине головки; – опустить стол в рабочее положение; — зажать прижимной винт на клине стола; – отжать тиски; – убрать брус; – завернуть второй упор поз. 2 ограничивающий ход стола. В нижней части сверлильной головки имеется упор поз. 8, ограничивающий перемещение сверлильной головки вверх. При необходимости провести регулировку клиньев стола и сверлильной головки согласно раздела 10 данного руководства.
Работа без упора, ограничивающего нижнее положение головки, недопустима!
Перед пуском в эксплуатацию все транспортировочные крепления должны быть удалены. Сохраните все снятые транспортировочные предохранители, чтобы их можно было использовать при последующей транспортировке.
Перед пуском станка необходимо залить 8 л масла индустриального И-20А в резервуар сверлильной головки, а в резервуар фундаментной плиты – охлаждающую жидкость в количестве 18,7 л на станок. Затем заземлить станок и подключить его к электросети, предварительно проверив соответствие напряжения сети напряжению оборудования станка. Выполнить указания из паспорта, относящиеся к пуску и изложенные в разделе, а также в приложении к руководству по эксплуатации «Электрооборудование станка».
ВНИМАНИЕ! При подключении электрооборудования станка необходимо строго соблюдать правильное чередование фаз. В противном случае работа реверса шпинделя невозможна.
Ознакомившись с рукоятками управления, следует проверить вручную работу всех механизмов станка. После подключения станка к сети необходимо опробовать станок на холостом ходу на самых малых оборотах шпинделя при включенной подаче, опробовать включение всех скоростей и подач шпинделя, начиная с самых малых. Если при переключении скоростей и подач шпинделя движение рукоятки испытывает препятствие, не следует увеличивать усилие на рукоятку, нужно нажать и удерживать кнопку «ПРОВОРОТ ШПИНДЕЛЯ», ЧТОБЫ ПРОВЕРНУТЬ ЗУБЧАТЫЕ КОЛЕСА.
Запрещается переключать скорости и подачи на ходу, так как это может привести к поломке зубьев зубчатых колес. Убедившись в нормальной работе всех механизмов станка, можно приступить к его настройке для работы.
Фундамент
Фундамент должен служить надежным основанием станка, обеспечивающим максимальное использование его возможностей по производительности и точности в течение заданного срока службы и исключающим влияние станка на работу соседнего оборудования.
Глубина заложения фундамента принимается в зависимости от грунта, но должна быть не менее 300 мм. Станок крепится к фундаменту четырьмя фундаментными болтами M16.
При наличии железобетонного пола станок можно установить на виброизолирующие опоры.
Схема установки станка, габариты в плане и план фундамента
Пуск станка
Наладка станка на работу заключается в установке стола и сверлильной головки в необходимые для работы положения, зажиме их на колонне, установке необходимых частот вращения и подач шпинделя.
На станке предусмотрены следующие режимы: — ручная подача шпинделя, — механическая подача шпинделя.
Внимание! Станок поставляется в положении ручной подачи шпинделя.
Головка сверлильная
Для включения механической подачи шпинделя необходимо нажать кнопку 8, переместить колпачок 10 вдоль оси вала вправо (от станка). Резким движением повернуть штурвал на себя (приблизительно на 200). Механическая подача включена.
Для перехода на режим ручной подачи шпинделя необходимо повернуть штурвал от себя, переместить колпачок 10 в исходное положение. Кнопка 8 должна зафиксировать положение.
При наладке на работу с выключением подачи шпинделя на заданной глубине необходимо соблюдать следующую последовательность операций: 1. Установить инструмент в шпинделе. 2. Закрепить обрабатываемую деталь на столе. 3. Опустить шпиндель до упора инструмента в деталь, винтом отжать и установить лимб сверлильной головки так, чтобы против указателя находилась цифра, соответствующая глубине обработки с учетом угла заточки инструмента, затем закрепить лимб. Кулачок с буквой «П» необходимо закрепить так, чтобы его риска совпадала с соответствующей риской на лимбе. После включения вращения и подачи шпинделя начинается обработка детали. По достижении нужной глубины обработки подача шпинделя прекратится, а шпиндель будет продолжать вращаться. Для его останова нужно нажать кнопку «СТОП »-останов шпинделя.
При нарезании резьбы на станке с реверсом шпинделя на определенной глубине, лимб на сверлильной головке установить так, чтобы против указателя находилась цифра, соответствующая глубине обработки. Совместить риску кулачка «Р» с соответствующей риской на лимбе и закрепить кулачок. Выключить механическую подачу. После включения вращения шпинделя метчик вручную ввести в отверстие. Через 2-3 оборота шпинделя надобность в ручной подаче отпадает. По достижении заданной глубины нарезания шпиндель автоматически реверсируется и метчик выходит из отверстия. Для правого вращения шпинделя необходимо нажать соответствующую кнопку.
Кинематическая схема
Ввиду простоты кинематических цепей главного движения (вращения шпинделя), движения подач, последовательность передачи вращения от электродвигателя до исполнительных органов не поясняется. Работа соответствующих узлов подробно описана в Руководстве по эксплуатации.
Кинематическая схема
Перечень элементов кинематической схемы
Любые запчасти для сверлильного станка можно заказать у нас. Смотрите в разделе «Техоснастка и запчасти», либо используйте поиск по сайту — «2С132».
Дополнительное оборудование для сверлильных станков бытового назначения
В комплектацию сверлильных станков, имеющих бытовое назначение, может быть включено дополнительное оборудование. Некоторые модели станков оснащаются рабочим столом, крепящимся к стойке, который можно вручную поднимать и опускать. Другой вид дополнительного оборудования — механизм, с помощью которого можно регулировать глубину сверления. Для этого кончик режущего инструмента опускают до отметки, соответствующей желаемой глубине отверстия, а затяжной рычаг регулирующего механизма закручивают, ограничивая возможность движения сверла.
Защитный экран — еще одна разновидность дополнительных устройств, которыми оборудуются станки для сверления. Такие экраны защищают пользователя от летящей во время работы стружки.
Система смазки
Смазка станка обеспечивается следующими системами:
1) циркуляционной; 2) набивкой.
Схема смазки станка 2С132
Карта смазки
2 — Подшипники, зубчатые колеса коробки скоростей, подач и механизма переключения скоростей и подач.
Материал смазки: Масло И-20А ГОСТ 20799-88. Способ смазки: Циркуляционная от насоса. Периодичность: 1 раз в 6 месяцев. Расход смазочного материала за установленный период: 8 дм³.
3 — Опоры шпинделя. Материал смазки: Смазка ЛКС-2 или ЦИАТИМ 201 ГОСТ6267-74. Способ смазки: Набивка. Периодичность: 1 раз в 2 года. Расход смазочного материала за установленный период: 0,04 кг.
4 — Направляющие колонны. Материал смазки: Масло И-20А ГОСТ 20799-88. Способ смазки: Поверху. Периодичность: 1 раз в смену. Расход смазочного материала за установленный период: 0,02 кг.
5 — Валик подъема стола. Материал смазки: Смазка ЦИАТИМ-201 ГОСТ 6267-74. Способ смазки: Пресс-масленка. Периодичность: 1 раз в 6 месяцев. Расход смазочного материала за установленный период: 0,02 кг.
11 — Подшипники привода. Материал смазки: Смазка ЦИАТИМ-201 ГОСТ 6267-74. Способ смазки: Набивка. Периодичность: 1 раз в 12 месяцев. Расход смазочного материала за установленный период: 0,02 кг.
Циркуляционной системой осуществляется смазка коробки скоростей, подач, механизма подач, сверлильной головки, корпус которой является резервуаром для масла, от плунжерного насоса 10 через обратные клапаны 8 и 9 на всасывающей магистрали. Маслоуказатели 1 и 7 показывают наличие масла в резервуаре. Плунжерный насос крепится к нижней плите корпуса коробки скоростей и приводится в действие эксцентриком, закрепленным на валу коробки скоростей. Подаваемое насосом масло поступает через прорези в трубках на зубчатые колеса, валы, подшипники коробок скоростей и подач, сверлильной головки, затем стекает обратно в масляный резервуар 6.
Смазка нижних подшипников шпинделя 3 осуществляется посредством нагнетания консистентной смазки через масленку .
Элементы конструкции бытового сверлильного оборудования и их взаимодействие
Шпиндельный узел как производственного, так и бытового сверлильного станка приводится в действие посредством электродвигателя, сообщающего крутящий момент валу ременной передачи. Сверлильные станки, предназначенные для бытового использования, оснащаются электродвигателями, мощность которых составляет 250–1000 Вт.
Асинхронный двигатель настольного сверлильного станка Sturm BD7037 мощностью 370 Вт
На многих моделях бытовых станков сверлильной группы скорость вращения режущего инструмента можно регулировать, что обеспечивается за счет использования в их конструкции валов ременной передачи разного диаметра. Принцип регулирования скорости вращения шпинделя на таких станках достаточно прост: при выключенном приводном электродвигателе ремень просто перекидывается в канавку той части шкива, которая имеет другой диаметр. По такому принципу скорость вращения шпинделя можно регулировать в диапазоне 450–3000 об/мин.
Узел ременной передачи станка Proma PTB-16B230
На станках для бытового использования обычно устанавливаются сверлильные патроны, идентичные зажимным устройствам ручных электродрелей. Такие патроны с 3 самоцентрирующимися кулачками рассчитаны на фиксацию сверл, диаметр которых доходит до 12 мм. Для работы с этим патроном необходим специальный ключ, при помощи которого осуществляется зажим или ослабление фиксирующих кулачков.
При выборе станка обратите внимание на минимальный диаметр зажимаемого в патроне сверла – кулачки некоторых моделей не могут фиксировать сверла калибром менее 3 мм
Технические возможности сверлильных станков бытового назначения позволяют обрабатывать детали, высота которых находится в интервале 200–900 мм. Данный параметр зависит от того, на какую высоту сверлильная головка может подниматься на стойке оборудования. Принцип перемещения сверлильной головки по колонне станка у различных моделей может варьироваться. На самых простых и легких устройствах рабочая головка перемещается на требуемую высоту вручную, а на более крупном и тяжелом оборудовании для этого предусмотрена специальная рукоятка-штурвал, которая соединена с приводным механизмом.
Для фиксации сверлильной головки в требуемом положении и для ее установки на необходимой высоте перед началом обработки используется специальная рукоятка. Регулировать и фиксировать положение рабочей головки перед началом сверления необходимо потому, что величина вылета патрона из шпиндельного узла достаточно невелика и составляет в зависимости от модели агрегата 50–400 мм.
Органы настройки глубины сверления станка НС12А: 1 – гайка указателя; 2 – выступ указателя; 3 – штурвал; 4 – хомут; 5 – фиксирующий винт; 6 – гильза шпинделя
Важным параметром, по которому оценивают любой сверлильный станок, является вылет сверла. Этот параметр, который у разных моделей бытовых станков может находиться в интервале 100–200 мм, характеризует расстояние от оси вращения режущего инструмента до оси стойки-колонны (от него зависит то, на каком расстоянии от края детали можно просверлить отверстие).
Основным требованием к плите-основанию сверлильного станка, которая должна обеспечивать его устойчивое положение на любой горизонтальной поверхности, является ее массивность и габариты, достаточные для того, чтобы уравновешивать массу остальных конструктивных элементов оборудования.
Назначение верхней части такой плиты – служить рабочим столом, поэтому ее делают максимально ровной с несколькими пазами. Центральный из этих пазов используется при сверлении сквозных отверстий и необходим для того, чтобы в процессе выполнения такой технологической операции избежать повреждений сверла и поверхности рабочего стола. Остальные пазы на поверхности рабочего стола нужны для закрепления различных зажимных приспособлений.
Основание станка PROHHON-TBM-220 имеет прорези для закрепления тисков
Вертикальное перемещение сверла, закрепленного в патроне, осуществляется за счет рычажного механизма, приводимого в действие специальной рукояткой. Такая рукоятка, расположенная на боковой поверхности корпуса станка, специально подпружинивается, что обеспечивает ее автоматический возврат в исходное состояние после того, как воздействие на нее прекращается.
Электродвигатель на бытовых моделях питается преимущественно от электрической сети с напряжением 220 В. Он запускается и останавливается при помощи кнопочной станции. На отдельных моделях бытовых сверлильных станков, технические возможности которых позволяют нарезать внутреннюю резьбу, предусмотрен реверсивный запуск электродвигателя.