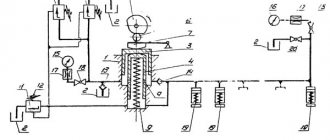
Механические (электромеханические) гильотинные ножницы Н3118 — промышленное оборудование, предназначенное для прямой резки листового или полосового металла (стали, изделий из цветных металлов или сплавов). Механические (электромеханические) гильотинные ножницы Н3118 выполнены с верхним приводом. Для мерной резки полос гильотина ножниц Н3118 снабжена задним упором, который установлен с тыльной стороны ножевой балки. Лист при резке гильотиной прижимается прижимной балкой, работающей согласованно с ножевой балкой. Необходимое условие прижима обеспечивают пружины, которые размещаются в стаканах прижимной балки. Электросхема обеспечивает работу ножниц на одиночных и автоматических ходах. Управление гильотинных ножниц Н3118 кнопочное и от педали. Смазка основных механизмов комбинированная.
Особенности конструкции гильотинных ножниц Н 3118
Станина ножниц сварная, состоит из двух стоек, связанных между собой уголками. В передней части станины смонтирован стол, который может перемещаться для регулирования зазора между ножами.
Привод ножниц от индивидуального электродвигателя через клиноременную и одноступенчатую зубчатую передачи.
Муфта включения ножниц с двумя поворотными шпонками, тормоз ленточный, периодического действия. Периодичность торможения достигается за счет эксцентричного расположения шкива по отношению к оси коленчатого вала. Это торможение происходит тогда, когда ножевая балка находится в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Ножевая балка уравновешена пружинным уравновешивателем. Усилие на ножевую балку от коленчатого вала передается двумя шатунами.
Прижимная балка прижимает разрезаемый материал к столу ножниц собственным весом и пружинами. Движение прижимной балки согласовано с движением ножевой балки.
Ножницы могут работать на одиночных и автоматических ходах.
Управление кнопочное с пульта и от ножной педали.
Смазка основных узлов централизованная.
Для безопасной работы на ножницах предусмотрена защитная решетка.
Конструкция гильотинных ножниц Н3118
Ножницы состоят из станины, ножевой и прижимной балок, привода, валов приводных, муфты включения, заднего упора, уравновешивателя, тормозов, ограждения, системы электрооборудования и смазки, решетки защитной.
Станина (рис. 10)
Станина является базовым узлом, на котором крепятся все остальные узлы ножниц. Станина представляет собой сварную конструкцию, состоящую из двух стоек 1 и 3, связанных между собой уголками 2.
На стойки опирается стол 4, к которому винтами крепятся нижние ножи 5.
Для регулировки зазора между ножами стола и ножевой балки стол можно перемещать болтами 13, предварительно отпустив болты И и 12, которые после регулировки требуется снова затянуть.
Установка ножа по высоте при переточках производится подгонкой прокладок 6.
На столе имеются удлинители 7, с Т-образными пазами для крепления упоров.
На левом крае стола имеется зафиксированный штифтами удлинитель 8, в Т-образном пазу которого крепится упор 9 поперечной резки, для осуществления продольной резки этот упор снимается.
Станина имеет направляющие, к которым крепятся текстолитовые накладки 10, по которым перемещается ножевая балка.
Привод, приводной и коленчатый валы гильотинных ножниц Н3118 (рис. 11 и 12)
Привод гильотинных ножниц Н3118
Приводной и коленчатый валы гильотинных ножниц Н3118
Привод ножниц осуществляется от электродвигателя 1 через клиноременную передачу на маховик 4 через зубчатые колеса 5 и 6 на коленчатый вал 7.
Электродвигатель крепится к подмоторной плите 2, шарнирно укрепленной на станине. Регулировка натяжения ремня осуществляется гайками 3.
Муфта включения гильотинных ножниц Н3118 (рис.13)
Муфта включения гильотинных ножниц Н3118
На левом конце коленчатого вала в ступице зубчатого колеса установлена шпоночная муфта включения.
Втулки 1, 2 и 3 неподвижно посажены в ступице зубчатого колеса. Остальные детали соединены с коленвалом. Поворотные (рабочая и запорная) шпонки муфты включения включаются пружинами 6 и, поворачиваясь, захватываются полукруглыми пазами втулки 2. Втулки 8 и 9, имеющие полукруглые пазы, дополняют гнезда для круглых концов шпонки.
Правый конец рабочей шпонки снабжен легкоотъемным хвостовиком 4, который, ударяясь об палец 2 (рис. 17), отключает шпонки, соединенные между собой рычагами 5.
При включении и выключении шпонок угол поворота их ограничивается пазом ведущей втулки 7.
Балка ножевая и прижим (рис. 14)
Ножевая балка предоставляет собой сварную конструкцию Г-образной формы, усиленную ребрами 5.
К ножевой балке винтами крепятся ножи 6 и задний упор (см, рис. 15).
Усилие на ножевую балку от коленчатого вала передается посредством двух шатунов 7.
В верхнем положении балка после подъема удерживается пружинами, при ремонте фиксируется в верхнем положении штырем, вставленным в отверстие Ø20 ножевой балки и станины с левой стороны.
Во время работы ножниц разрезаемый лист прижимается к столу ножниц прижимной балкой 1, связанной выступами 2 с выступами ножевой балки, благодаря чему прижим осуществляется автоматически и согласованно с движением ножевой балки.
Усилие нажатия прижима регулируется пружинами 3, вмонтированными в стаканы на прижимной балке. В нижней части прижимной балки приварена предохранительная сетка 4.
Задний упор (рис.15)
Задний упор устанавливается с тыльной стороны ножевой балки и служит упором для листа при поперечной резке.
Задний упор состоит из 2-х цилиндрических реек 1, перемещающихся вручную маховиками 2, сидящими на валах 3 шестерен, находящихся в зацеплении с рейками.
Перемещая рейки, устанавливают упорную линию на необходимое расстояние от кромки ножа, чем достигается мерная резка листа с помощью заднего упора.
При положении упорной линейки, как указано на рис. 15, задний упор позволяет отрезать лист длиной до 480 мм.
Для реза заготовок длиной до 900 мм необходимо упорную линейку переставить и закрепить в дополнительных отверстиях М16 расположенных на рейках.
Тормоз (рис. 16)
На правом конце коленчатого вала насажен тормоз периодического действия. Периодичность торможения достигается за счет эксцентричного расположения шкива 2 по отношению к оси коленчатого вала 1. Это торможение происходит тогда, когда ножевая балка находится в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Электромагнитное управление (рис. 17)
Для получения одиночных резов переключатель ПР ставится в положение «одиночный ход», переключатель ПУ ставится в положение «кнопки» или педаль. При нажатии на кнопку или педаль включается электромагнит, якорь которого поворачивает вилку с пальцем 2, освобождая зацепляющийся с ним хвостовик 4 (рис. 13), связанный с рабочей поворотной шпонкой. После того под действием пружин 6 (см. рис. 13) шпонки поворачиваются и включают коленчатый вал. Происходит одиночный рез.
Если оператор не отпустит кнопку или педаль в режиме «одиночный ход», блокировка магнитного пускателя 2К по цепи 102—117 (см. электросхему) размыкает эту цепь. Экран бесконтактного конечного выключателя отключает реле 1РП. которое по цепи 29—33 отключает пускатель 2К.
Для повторения рабочего хода кнопку или педаль следует отпустить. Для осуществления автоматических ходов переключатель ПР ставится в положение «автоматический ход», а переключатель ПУ ставится в положение «кнопки». Нажатием на пульте кнопки 4КУ пускатель 2К ставится на самопитание к включается электромагнит. Машина работает в режиме «автоматический ход».
Останов производится кнопкой ЗКУ.
Ограждение ножниц (рис.18)
Ограждение ножниц выполнено из листовой стали толщиной 1,6 мм.
Ограждение состоит из 3-х кожухов, из которых один закрывает шкивы клиноременной передачи, второй — шестерни привода и третий — тормоз ножниц.
Крепление кожухов к станине осуществляется при помощи болтов М8.
Смазка гильотинных ножниц Н3118
Основные трущиеся поверхности смазываются от ручной насосной станции через питатели (см. руководство по монтажу и эксплуатации насоса).
Шестерни привода и подшипники смазываются путем закладывания смазки соответственно на зубья шестерни и а стаканы подшипников.
В процессе работы ножницы нужно смазывать так, чтобы смазка выступала с боковых мест расположения подшипников Выступающую из зазоров смазку нужно вытирать.
Необходимо периодически проверить состояние масленок и маслопроводяших отверстий в деталях и обязательно их прочищать.
Не реже одного раза в три месяца смазочные отверстия промывать чистым керосином.
Гильотина для багета
Существуют менее габаритные устройства, которые используются для изготовления багетных рам. При сборке этих элементов наиболее важная деталь — это стыки в углах. Именно для обрезки материала в этих местах и используется менее габаритное оборудование. Есть несколько общих рекомендаций, которые стоит соблюдать при работе:
- Выполнять работу необходимо лишь тем инструментом, который идеально острый. Чем прочнее заготовка, тем выше вероятность того, что появится дефект на линии среза, если инструмент будет хоть немного затуплен.
- При резке необходимо сначала наносить линию среза, а только потом браться за инструмент. Использовать в качестве шаблона ранее срезанную деталь не рекомендуется, так как шанс брака слишком высокий.
- При резке рекомендуется также оставить лишний миллиметр или полтора на всякий случай. Гораздо проще его срезать, если он все же будет лишний, чем потом не получится стыка вовсе.
Особенность конструкции гильотины заключается в следующем. Основной режущий элемент — это нож, который установлен в вертикальном положении. Чаще всего небольшие гильотины, как и габаритные станки, комплектуются именно парой лезвий, что позволяет делать срез двух симметричных деталей одновременно. Как и с промышленными моделями для металла, эти также могут быть механическими с ножным приводом или могут быть гидравлическими, или иметь электрический двигатель, приводящий лезвия в движение. Однако у прибора имеется и существенный недостаток, который заключается в том, что слишком тонкие багеты могут отламываться из-за большого давления ножа.
Здесь стоит добавить, что существует небольшая замена гильотины, если необходимо провести резку багета. Такой станок оправдан только в том случае, если работа будет вестись постоянно, если же это разовая необходимость, то можно использовать следующие инструменты.
Приобрести ручной фрезер и специальные фасонные фрезы для багета. Устройство достаточно простое, однако оно позволит без труда выбирать пазы, а также формировать шипы. Понадобится также ручная пила для резки багета. Использовать можно даже обычную ножовку, если качественно поработать над заточкой ее зубьев. Можно использовать специальную пилку, которая изначально ориентирована на резку таких материалов, как ПВХ, полистирол, пенопласт. Еще один важный элемент — это малярный нож с достаточно острым и длинным лезвием. Важнейшей деталью, без которой работать не получится, стало стусло. Это П-образный лоток, имеющий прорези под фиксированные углы.
Настройка ножниц и режим работы гильотинных ножниц Н3118
Настройка ножниц для резки полос заданной ширины производится перемещением заднего упора.
Расстояние заднего упора от режущей кромки нижнего ножа определяется но шкале линеек, укрепленных на штангах заднего упора.
Электросхема предусматривает возможность работы машины в режимах «Одиночный ход». «Автоматический ход» и «Ручной проворот».
Резка листов максимальной толщины и ширины, указанных в паспорте ножниц, недопустима на автоматических ходах, так как мощность установленного электродвигателя рассчитана на использование 50% хода.
Назначение и область применения
Кривошипные листовые ножницы модели НК3418, в конструкции которых есть наклонный нож, используются для холодной резки листового металла. Важным свойством каждого материала можно назвать его прочность. Высокий показатель прочности приносит ограничение в использовании оборудования. Ножницы НК3418 могут использоваться исключительно для резки следующего листового металла:
- с показателем прочности не более 500 МПа;
- при размере поперечного сечения 2,5х1600, 4,0х2000, 6,3х2000 миллиметров. первое значение определяет толщину листа, второе – длину поперечного сечения.
В некоторых случаях использовать подобное оборудование можно при резке не только металла, но и других типов материала.
Подобные особенности применения определяют область использования модели НК3418:
- Заготовительные цеха предприятий, которые связаны с областью машиностроения, судостроения, авиастроения и так далее. В подобных сферах деятельности ножницы НК3418 позволяют провести быстрое изменение размеров листового металла, который является основным материалом.
- Другая сфера деятельности, в которой проводится использование листового металла. Характеристики модели НК3418 определяют высокую производительность этого оборудования.
Высокая производительность, прежде всего, связана отсутствием необходимости переналадки. Гильотинные ножницы можно использовать для резки металла любой толщины, в рамках установленного предела, без переналадки.
Еще важным моментом можно назвать то, что ножницы НК3418 обладают механизированным задним упором. Этот момент определяет то, что гильотина управляется при помощи специального блока оператора, который используется для установки размера заготовки.
Все гильотинные ножницы модели НК, в том числе НК3418, имеют высокую надежность в работе. При этом стоит не забывать о простоте использования, а также об отсутствии сложностей на момент проведения ремонтных работ. Использование современных технологий позволяет достигать высокую точность отрезания. Гильотина имеет совершенную систему смазки, а также электрооборудование, которое позволяет использовать станок в сложных эксплуатационных условиях. В сравнении с гидравлическими ножницами НК3418 рассматриваемый вариант исполнения имеет огромное количество преимуществ.
Еще одной важной эксплуатационной характеристикой можно назвать отсутствие масла в зоне резания. Этот момент определяет чистоту заготовок после проведения резания
Регулировка гильотинных ножниц Н3118
В процессе эксплуатации ножниц регулировке и наладке могут подвергаться тормоз, муфта включения, ножевая балка, прижим и зазор между ножами.
Работу тормоза необходимо периодически контролировать, регулируя натяжение пружины, и не допускать загрязнения шкива тормоза.
Периодически следует проверять состояние поворотной шпонки муфты включения.
Зазоры в направляющих ножевой балки и прижима необходимо регулярно проверять в соответствии с нормами точности.
Регулировка прижима сводится к тому, чтобы путем поджатия пружин разрезаемый лист во время реза был достаточно прижат к столу.
Что такое гильотина?
В первоначальном смысле гильотина – это механизм для отсечения головы, использующийся в ряде европейских государств для приведения в исполнение смертной казни. Орудие представляло собой огромный косой нож, вес которого колебался в пределах 40-100 кг, движущийся между вертикальными направляющими. Веревкой его поднимали на высоту около 3 м и закрепляли при помощи щеколды. Приговоренного к смерти клали на скамейку, а голову закрепляли между досками с выемкой для шеи. Нижняя была неподвижная, а верхняя – перемещалась вверх-вниз в пазах. Защелка, удерживающая нож, открывалась специальным рычагом и он на огромной скорости падал прямо на шею жертвы, из-за чего смерть наступала мгновенно.