Ножницы гильотинные НА3121 (гильотина) предназначены для прямолинейной резки листового и полосового материалов. Гильотина применяется в заготовительных цехах машиностроительных предприятий. На ножницах возможна резка неметаллических листовых материалов исключающих затупление и растрескивание кромок ножей. Станина сборная с неподвижным столом, на котором закреплен комплект ножей. Ножевая балка перемещается по боковым роликовым опорам, а в передней части по двум плоским направляющим. Управление ножницами кнопочное и педальное. Режим работы: наладочный, одиночные и непрерывные хода.
- Ножницы кривошипные листовые с наклонным ножом модели НА3121 предназначены для резки листового материала с σ=50 кгс/мм2.
- Поперечная резка листа толщиной 12,0 мм и шириной 2000 мм производится за один ход ножа.
- Продольная — при длине реза более 2000 мм, производится рядом повторных резов при продвижении листа вдоль линии реза.
- Резка может производиться как при разметке, так и с помощью заднего упора.
- гильотинные НА3121 могут быть использованы на складах и цехах различных предприятий, при раскрое листовой стали.
- При резке стали с пределом прочности больше или меньше 50 кг/мм2 для расчета максимальной толщины реза НЕОБХОДИМО ПОЛЬЗОВАТЬСЯ ФОРМУЛОЙ, УКАЗАННОЙ В РАЗДЕЛЕ «РЕГУЛИРОВАНИЕ», при этом твердость разрезаемого листа не должна превышать 35 единиц Роквелла по шкале «С».
Гильотинные ножницы – длина листа 3150 мм
| МОДЕЛЬ | НАИБОЛЬШАЯ ДЛИНА ЛИСТА, ММ | НАИБОЛЬШАЯ ТОЛЩИНА ЛИСТА, ММ | НАИБОЛЬШАЯ ДЛИНА ОТРЕЗАЕМОЙ ПОЛОСЫ ПО УПОРУ, ММ | ЧИСЛО ХОДОВ НОЖА В МИН | ГАБАРИТЫ, ММ | ВЕС, КГ |
| НА3225 | 3150 | 32 | 1000 | 3.5 | 5185x3700x2950 | 33950 |
| НА3224 | 3150 | 25 | 1000 | 3.5 | 5155х3630х2850 | 31200 |
| НА3223 | 3150 | 20 | 1000 | 3.5 | 5100x3550x2760 | 27850 |
| НА3222 | 3150 | 16 | 1000 | 10 | 4920x3360x2400 | 24000 |
| НА3221 | 3150 | 12 | 1000 | 12 | 4615x2075x2190 | 15800 |
| НА3218 | 3150 | 6,3 | 630 | 20 | 4220x1680x1720 | 7200 |
| НГ3418-01 | 3200 | 6 | 500 | 8 | 4100x1580x1960 | 5050 |
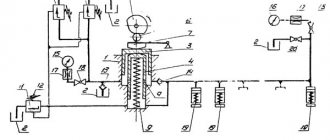
Гидросистема ножниц кривошипных НА3218
Насос гидравлический ножниц НА3218
Назначение насоса – обеспечение работы прижимов листа путем создания давления в системе за каждый цикл реза. В сборном корпусе ножниц НА3218, включающем коллектор 1, бак 2 и цилиндр 3 располагается поршневая группа, состоящая из двух поршней 6 и 7, приводимая в действие кулаком 4, жестко закрепленным на эксцентриковом валу ножниц. Поршень 6 с цилиндром 3 образует полость Р – низкого давления, а поршень 7 с поршнем 6 – полость высокого давления.
Пружина 9 через рычаг 10 поджимает поршень 6 к профилированному кулаку 4, полости Pи каналом 11 соединены с магистралью прижимов.
При повороте эксцентрикового вала ножниц кулак 4 через ролик 5 перемещает поршень 6, сжимая при этом пружину 9 рычагом 10.
Масло из полости Q, а также из полости через открытую полость золотника 12 поступает в магистральный канал 11 и далее в полости прижимов, заставляя перемещаться штоки прижимов. Золотник 12 открыт, пока прижимы не коснутся листа. Затем давление в гидросистеме резко нарастает и вызывает закрытие золотника, который, преодолевая усилие пружины 13, перекрывает выход масла в магистральный канал. Одновременно закрытие золотника обеспечивает сообщение полости Р каналом 14 со сливом в полость Z. Момент закрытия золотника 12, а следовательно, величина давления в полость Р, отрегулирован на заводе-изготовителе. Рабочее давление в системе контролируется манометром 16 и ограничивается предохранительным клапаном 17 (шарикового типа). Регулировка рабочего давления в зависимости от толщины разрезаемого листа осуществляется винтом 20.
После резки кулак 4 отпускает поршень 6, который пружиной 9 возвращает в исходное положение – давление в системе падает. Под поршни поступает масло, подаваемое прижимами от возвратных пружин и из бака через обратный клапан.
Заполнение гидросистемы маслом производится на холостых ходах ножниц при открытом клапане 18, для чего винт 19 ввернуть в корпус клапана. При этом наблюдать за вытеканием масла из полостей прижимов в бак насоса. При отсутствии в вытекающем масле пузырей и пены в течение 10-15 ходом ползуна ножницы остановить, винт 19 отвернуть, освободив шарик клапана. Гидросистема заполнена.
Гильотинные ножницы – длина листа 2000 мм
| МОДЕЛЬ | НАИБОЛЬШАЯ ДЛИНА ЛИСТА, ММ | НАИБОЛЬШАЯ ТОЛЩИНА ЛИСТА, ММ | НАИБОЛЬШАЯ ДЛИНА ОТРЕЗАЕМОЙ ПОЛОСЫ ПО УПОРУ, ММ | ЧИСЛО ХОДОВ НОЖА В МИН | ГАБАРИТЫ, ММ | ВЕС, КГ |
| НГ-20М | 2000 | 20 | 1000 | 6 | 2870x2250x2350 | 9300 |
| Н478 | 2000 | 18 | 1000 | 20 | 3150x2275x2350 | 11 000 |
| НА3122 | 2000 | 16 | 500 | 60 | 3325x1950x2375 | 8000 |
| НГ-16 | 2000 | 16 | 500 | 3145x1920x2225 | 6900 | |
| НГ-13 | 2000 | 13 | 500 | 3100x2000x2250 | 5600 | |
| НА3121 | 2000 | 12 | 500 | 40 | 3390x2300x2345 | 7500 |
| Н3118 | 2000 | 6,3 | 900 | 55 | 3160x1930x2175 | 5100 |
| НК3418 | 2000 | 6,3 | 700 | 25 | 2780x2050x1510 | 4250 |
| НК3416 | 2000 | 4 | 700 | 25 | 2610x2050x1510 | 2870 |
| Н3116 | 2000 | 4 | 450 | 40 | 2850х2050х1850 | 4500 |
| НД-3314Г | 1600 | 2,5 | 700 | 34 | 2300x1570x1470 | 2000 |
| НГ1250 | 1250 | 1 | 1550x1240x1070 | 380 |
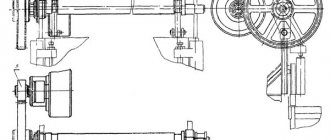
Устройство и принцип работы кривошипных ножниц НА3218 с наклонным ножом
Станина кривошипных ножниц НА3218 с наклонным ножом
Станина состоит из двух стальных стоек 1, связанной вверху ресивером 2 и траверсой 3, на траверсу и выступы стоек опирается стол 4, к которому специальными винтами 5 крепится комплект ножей 6 в количестве трех штук. Продольное смещение ножей при резке исключается специальными упорами 7.
Редуктор червячный кривошипных ножниц НА3218 с наклонным ножом
В литом корпусе кривошипных ножниц НА3218, закрепленном на правой стойке станины, расположен червячный редуктор для вращения коленчатого вала ножниц, с которым при помощи шпонок скреплено червячное колесо (1) редуктора.
В литом корпусе ножниц НА3218, закрепленном на правой стойке станины, расположен червячный редуктор для вращения коленчатого вала ножниц, с которым при помощи шпонок скреплено червячное колесо 1 редуктора.
С колесом 1 закрепляется вал-червяк 2, смонтирован в корпусе на подшипниках, воспринимающих осевые и радиальные нагрузки вала 2. На правом конце вала на подшипниках установленных на неподвижной цапфе 4, смонтирован маховик 3 с фрикционной муфтой-тормозом, ступица 5 которой соединена шлицами с валом 2.
Муфта-тормоз включается следующим образом: сжатый воздух через воздухоподводящую головку 6, отверстия вала 2 поступает в пневмокамеру. Воздух перемещает цилиндр 7 и смыкает трущиеся поверхности ведущих 9 и промежуточного 10 дисков, преодолевая сопротивление пружины 8. Ведущие диски, связанные с маховиком через пальцы, вращаются и передают вращательное движение на вал 2. Одновременно цилиндр 7 размыкает трущиеся поверхности тормозного диска 11, который неподвижно соединен с неподвижным фланцем 12, происходит растормаживание вала 2.
Для подачи электрических сигналов на отключение и включение муфты-тормоза на крышке редуктора смонтирован бесконтактный датчик 13, действующий от подвижных дисков 15 с вырезами, связанных с коленчатым валом.
Для регистрации уровня смазки в редукторе имеется маслоуказатель 16. Пульт управления 17 крепится для удобства пользования к корпусу.
Вращение маховика воспринимается клиновыми ремнями от электродвигателя 18, закрепленного на кронштейне 19, который регулируется по вертикали с помощью болтов 14, после их ослабления для необходимого натяжения ремней.
Балка ножевая кривошипных ножниц НА3218 с наклонным ножом
Ножевая балка ножниц НА3218 представляет собой сварную жесткую конструкцию ползуна 1 с коленчатым валом 2, шатунами 3.
К нижней кромке ползуна специальными винтами крепится комплект ножей 5 в количестве трех штук, одинаковых с неподвижными ножами на станине. Для предотвращения выработки в детали ползуна от усилий резания ножи опираются на прокладки 6. Прокладки заменяются для компенсации размера ножей при переточках.
Коленчатый вал 2, смонтированный в подшипниках скольжения 7 и 8, заключенных в буксы, закрепленные на стойках станины, связан с ползуном 1 шатунами 3, в которых заключены подшипники скольжения 9, охватывающие эксцентрики коленчатого вала и подшипники 10, охватывающие оси 11. Оси 11 посредством корпусов прочно соединяются с ползуном 1.
Для присоединения уравновешивателей в кронштейнах ползуна 1 имеются отверстия с подшипниками скольжения 13. Коленчатый вал имеет дополнительные опоры 12, в виде полуподшипников скольжения на кронштейнах станины, что уменьшает изгиб вала от усилий резания.
Направление движения ножевой балки относительно вертикали неподвижных ножей составляет 1°30’, что позволяет применять ножи со взаимно перпендикулярными плоскостями заточки.
Балка прижимная кривошипных ножниц НА3218
Представляет собой стальную траверсу 1, закрепленную на передних выступах стоек станины ножниц НА321 и имеющие специальные вырезы для закрепления передних концов кронштейнов станины с дополнительными опорами коленчатого вала.
На балке внизу закреплены 12 прижимов, удерживающие от смещения при резе разрезаемый лист. Каждый прижим состоит из поршней с нажимным штоком, уплотняющегося резиновыми манжетами, возвратной пружины, заключенных в корпусе со сменой втулкой и соединяется с продольным каналом отверстиями, уплотняемыми резиновыми и стальным кольцами.
Масло под давлением к прижимам подводится по каналу.
Справа к прижимной балки крепится корпус с краном 2 для выпуска воздуха из гидросистемы при холостых ходах ножниц. Уплотнение стыка корпуса достигается резиновым кольцом 3. Два крайних левых прижима сближены на случай резки узких полос. Для регулировки зазоров в направляющих ползуна служат 4 резьбовых втулки 4 с упорными сферическими вставками 5, которыми достигается перемещение направляющих клиньев 6. Зажим отрегулированных клиньев достигается шпильками 7 и гайками 8 и 9.
Задний упор кривошипных ножниц НА3218 с наклонным ножом
Задний упор представляет собой сварную конструкцию, состоящую из:
- 2-х швеллеров с винтами внутри;
- электродвигателя.
Задний упор крепится к ножевой балке снизу.
Величина перемещения заднего упора 630мм.
Управление производится с пульта.
Погрешность работы заднего упора до 0,8мм
Уравновешиватели кривошипных ножниц НА3218 с наклонным ножом
Уравновешиватели ножниц НА3218 служат для облегчения работы привода ножевой балки за счет ее уравновешивания. Представляют собой два пневматических цилиндра, усилие которых преодолевает вес ножевой балки и обеспечивает постоянное ее прилегание к направляющим станины для большей точности резки. Подъемные полости цилиндров постоянно соединены с ресивером, наполненным сжатым воздухом под определенным давлением. В цилиндрах располагаются поршни. Нижние вилки тяг шарнирно соединены с кронштейнами ножевой балки с помощью осей. Поршни и штоки цилиндров уплотняются манжетами.
Ограждение привода кривошипных ножниц НА3218
Ограждение привода является металлическим кожухом, закрывающим движущиеся части привода ножниц НА3218 и имеющим специальные вырезы для доступа к точкам смазки и маховику на случай его ручного проворота.
Ограждение зоны реза ножниц НА3218
Это жестко закрепленная к ножевой балке металлическая решетка, закрывающая опасную зону ножниц НА3218.
Конструкция
Каждая модель гильотинных ножниц включает в себя следующие узлы:
- цельносварную станину. Выполняет функцию устойчивого основания, к которому крепятся все остальные узлы;
- рабочий стол. Предназначается для размещения листовых заготовок;
- прижимную балку. Обеспечивает прочную фиксацию обрабатываемого материала;
- ножевую балку. Она имеет вертикальный тип подачи. Угол резания устанавливается в соответствии с толщиной листа;
- привод. Может быть гидравлическим или кривошипно-рычажным.
Назначение и области применения
Область применения – промышленные, заготовительные цеха мелкосерийного, среднесерийного производства. Как правило, листовые материалы используют при изготовлении корпусных деталей. Именно поэтому ножницы гильотинные модели Н3118 можно встретить в сфере машино-, судостроения, в заготовительных цехах.
Назначение – разрезание листовых материалов по указанным размерам. Обработка проводится исключительно в поперечном, продольном и прямом направлении по толщине листа. При этом есть определенные ограничения того, какой толщины может быть лист. Лист должен быть не выше 50 кгс/мм2.
Наше предложение
ООО СО «ПРЕССМАШ» производит гильотинные ножницы, оснащенные гидравлическим приводом и ЧПУ. Наличие программного управления позволяет быстро рассчитать для каждого листа следующие параметры:
- зазор между лезвиями;
- угол, под которым должна располагаться ножевая кромка;
- длину отрезаемой полосы.
Расчет производится на основании введенных данных: толщины листа и типа материала. Гидравлический привод обеспечивает жесткую фиксацию заготовки прижимной балкой по всей длине, благодаря чему гарантируется высокая точность реза. Все гильотинные ножницы ООО СО «ПРЕССМАШ» комплектуются стальными лезвиями. По желанию заказчика возможно оснащение дополнительными устройствами.
Чтобы купить или узнать цену оборудования, свяжитесь с нами по контактному телефону, закажите обратный звонок или отправьте письмо на наш электронный адрес. Для получения коммерческого предложения заполните соответствующую форму на сайте. Предварительно Вы можете проконсультироваться с нашими специалистами, оставив им сообщение в онлайн-чате.
ножницы кривошипные листовые с наклонным ножом НА3218
Общий вид кривошипных ножниц НА 3218 с обозначением составных частей
Перечень составных частей ножниц НА3218:
- НА3218-11-001 Станина
- НА3218-22-001 Редуктор
- НА3218-31-001 Балка ножевая НА3218
- НА3218-32-001 Балка прижимная НА3218
- НА3218-34-001 Уравновешиватели
- НА3218-41-001 Пневмосистема
- НА3218-71-001 Ограждение привода
- НА3218-72-001 Ограждение зоны реза
- НА3218-81-001 Система смазки
- НА3218-83-001 Насос гидравлический
- НА3218-90-001 Электрооборудование
- НА3218-94-001 Освещение
- НА3218-15-001 Фундамент
- НА3218-91-001 Пульт управления
- НА3218-92-001 Педаль электрическая
- НА3218-21-001 Упор боковой 2шт
- НА3218-25-001 Задний упор
Электрооборудование ножниц кривошипных гильотинных НА-3218
Электроаппаратура расположена в электрическом шкафу. Органы управления, световая сигнализация, расположены на пульте управления.
Электрооборудование ножниц НА3218 выполнено по схеме электрической принципиальной.
В схеме применены следующие напряжения:
- 380В; 50Гц – силовая цепь питания электродвигателей, трансформаторов;
- 110В; 50Гц – питание реле, магнитных пускателей;
- 22В, 50Гц – питание цепей сигнализации;
- 22В, 50Гц – питание цепей освещения зоны реза (при применении лампы накаливания) и местного освещения;
- 24В, 00Гц – питание электромагнитов пневмовентилей, реле, БВК.
Подключение и отключение гильотинных ножниц НА3218 к сети осуществляется вводным автоматическим выключателем на стенке электрошкафа. На пульте расположены переключатели режимов работы:
- SА1 – «Педаль» — одиночный ход — непрерывный ход.
- SА2 – работа – толчок – ручной проворот
| Обозначение | Наименование | Назначение |
| М1 | Гл.двигатель | Привод рабочих механизмов |
| М2 | Двигатель заднего упора | Привод заднего упора |
| М3 | Двигатель маслостанции | Работа маслостанции |
| РТ1 | Тепловое реле | Защита главного двигателя от перегрузок |
| РТ2 | Тепловое реле | Защита М2 от перегрузок |
| КМ1 | Пускатель | Пуск под напряжение гл.двигателя, нулевая защита |
| КМ2 | Пускатель | Включение пневмомуфты |
| КМ3 | Пускатель | Блокировка сдвоенных ходов и реверс |
| КМ4, КМ5 | Пускатели | Пуск под напряжение двигателя привода заднего упора |
| КМ6 | Пускатель | Включение маслостанции |
| SА1 | Переключатель | Выбор режимов работы |
| SА2 | Переключатель | Выбор режимов работы |
| SA3 | Переключатель | Включение лампы местного освещения |
| VD1 | Диодный мост | Выпрямитель |
| TV1 | Трансформатор | Питание цепей управления, сигнализации и освещения |
| КV1 | Реле | Выключение электромагнитов пневмомуфты в верхней мертвой точке |
| YА1, YА2 | Электромагниты | Подача-съем давления воздуха на пневмомуфте |
| SВ1 | Кнопка «СТОП» | Общий стоп |
| SВ2 | Кнопка «ПУСК» | Пуск М1 |
| SВ3 | Кнопка «ПУСК» | Включение пневмомуфты |
| SВ4 | Кнопка «СТОП» | «СТОП» непрерывных ходов |
| SВ7 | Педаль | Включение пневмомуфты |
| SВ6 | Кнопка «ПУСК» | Включение М2 «ВПЕРЕД» |
| SВ5 | Кнопка «ПУСК» | Включение М2 «НАЗАД» |
| SB8 | Кнопка «ПУСК» | Принудительное включение М3 |
| SQ1 | ВПК | Защита рук на линии в зоне реза |
| SQ2-3 | ВПК | Контроль конечных положений заднего упора |
| HL1-7 | Сигнальные лампы | Контроль режимов работы |
| EL1-5 | Лампа освещения | Освещение рабочей зоны |
| FU1-3 | Предохранители | Защита цепей управления, сигнализации и освещения от перегрузок |
Запуск электродвигателя главного привода
- Включить в блоке управления автоматический выключатель OF1 и включается лампа светового сигнала «Сеть», HL1
- Переключатель SА установить в положение «Работа».
- Нажатием на кнопку SВ2 замыкается цепь катушки КМ1 магнитного пускателя, который своими блок-контактами блокирует контакты кнопки SВ2, КМ1, запитывает цепи управления муфтой. Магнитный пускатель КМ1 силовыми контактами включает электродвигатель главного привода М1 (1).
- Отключение электродвигателя М1 можно произвести нажатием на кнопку SB1 – «Общий стоп», расположенную на пульте.
Одиночный ход
- Произвести все операции для запуска главного электродвигателя и запустить его. Переключатель SА2 установить в положение «РАБОТА».
- Переключатель SА1 становится в положение «Управление педалью».
- Ножевая балка, совершив ход «Вниз», возвращается в исходное верхнее положение.
- При достижении ножевой балкой верхнего исходного положения вырезы в экранных дисках совмещаются с рабочей зоной командоаппарата BVK, которые отключают муфту ножниц.
- При длительном нажатии на педаль повторного хода не последует, для повторного хода необходимо отпустить педаль и вновь нажать.
Непрерывные ходы
- Переключатель SА1 становится в положение «Управление педалью».
- Включить систему смазки. Произвести все операции для запуска двигателя и запустить его.
- Переключатель SА1 установить в положение «Непрерывные хода». Его контакты замыкаются и запитывают цепи управления непрерывными ходами, включается лампа HL5 светового сигнала «непрерывные хода».
- Нажать кнопку SВ3 «Пуск» на пульте управления. Муфта включается длительно. Команда на отключение муфты подается нажатием кнопки SВ4. Ножевая балка становится в верхнем крайнем положении.
Наладка (Толчок)
В наладке используются следующие режимы:
- «Толчок»;
- «Ручной проворот». (при отключенном гл.электродвигателе);
Включение производится кнопкой SВ3.
Режим «Ручной проворот»
- Установить переключатель режимов SА2 в положение «Ручной проворот».
- Наблюдается свечение лампы HL7.
- Движение ножевой балки происходит только при ручном провороте маховика
Регулировка положения заднего упора
- Производится при настройке заднего упора на величину размера отрезаемой заготовки, при работе с задним упором.
- Нажатием на кнопку SB5 и SB6 включается двигатель М2.
Защита
- Защита электродвигателей и аппаратов при коротких замыканиях осуществляется автоматическими выключателями.
- Защита электродвигателей от перегрузки главного привода – тепловым реле, привода регулировки заднего упора автоматическим выключателем.
- Защита цепей управления осуществляется предохранителями FU1-FU3/
- Нулевая защита осуществлена контактной группой КМ1.
- Размыкаемый контакт конечного выключателя SQ1 отключает главный привод и муфту при открывании ограждения прижимной балки.
Сигнализация
- HL1 – сеть
- HL2 – двигатель включен
- HL3 – одиночный ход
- HL4 – работа от педали
- HL5 – непрерывные хода
- HL6 – режим «ручной проворот»
- HL7 – режим «толчок»
Регулирование ножниц НА3218
Регулирование
pазор между ножами ножниц НА3218
Зазор между ножами регулируется после ослабления болтов крепления стола. Поворотом валика за левый четырехгранный хвостовик достигается параллельное перемещение стола с неподвижными ножами при контроле по лимбам, которыми оснащены хвостовики. После регулировки зазора стол надежно закрепить.
Рекомендуемые величины зазоров для листов различной толщины
| Толщина разрезаемых листов, мм | До 1,5 | 1,5-3 | 3-5 | 5-6,3 |
| Зазор между ножами, при резке стали мм | 0,05 | 0,1 | 0,17 | 0,21 |
| Зазор между ножами, при резке алюминия, меди и подобных материалов мм | 0,05 | 0,06 | 0,085 | 0,1 |
Регулирование положение червячного колеса
При работе ножниц НА3218 интенсивному износу подвергается только часть зубьев червячного колеса, примерно 1/3. Меняя положение колеса относительно коленчатого вала можно включать в работу менее изношенные участки зубьев колеса. Для этого в ступице колеса нарезаны шлицы. Колесо через втулку, имеющую внутренние и наружные шлицы. Колесо через втулку, имеющую внутренние и наружные шлицы, соединяется шлицами втулки с коленчатым валом. Сняв эту втулку, поворотом червяка изменим положение колеса. Затем поставим втулку на место и закрепим ее на ступице колеса.
Регулирование натяжение ремней
Регулируется перемещение электродвигателя с кронштейном с помощью регулировочных горизонтальных болтов после ослабления этих болтов, крепящих кронштейн. Величину натяжения ремней можно определить по стреле прогиба каждого ремня, которая должна составлять 15-20 мм от усилия 2-2,5 кг, приложенного к середине натянутой ветви ремня. После регулировки натяжения подмоторного кронштейна регулировочными болтами закрепить.
Регулирование давление сжатого воздуха
Сжатый воздух подводится по ветви к полости ресивера 4 для его полости настраивается давление с помощью регулятора встроенного в ветвь. Контроль давления осуществляется с помощью манометра регулятора. Для полостей уравновешивателей, муфты-тормоза настраивается давление в пределах 3,5-4 кгс/см2. Завышение давления для муфты нарушает ее второе предназначение – как предохранителя по крутящему моменту
Регулирование давление в магистралях гидронасоса
Регулировка по давлению в гидравлическом насосе производится в двух объектах: давление управления напорных золотников и давление в магистрали прижимов. Напорные золотники должны открываться при давлении в магистрали прижимов, которое превосходит давление их подвода к прижимаемому листу. Сдвоенная система повышает надежность работы защиты. Золотники настроены заводом изготовителем на срабатывание при давлении в магистрали гидроприжимов 10-30 кгс/см2 и дополнительной регулировки не требуется. После ремонта или промывки золотники настраиваются повторно на указанное давление, для чего один из золотников снимается, а подводящие отверстия в панели глушатся специально изготовленной плитой. Оставшийся золотник настраивается с контролем по манометру, после чего на его место крепится снятый золотник и также настраивается. Затем оба золотника ставятся на места и готовы к работе.
Величина давления в магистрали прижимов регулируется величиной натяжения пружины и настроена — заводом изготовителем на 45 кгс/см2. Однако при резке листов толщиной менее 6,3 мм это давление рекомендуется снижать для облегчения работы насоса, уменьшения износа его деталей и снижения нагрева масла.
Быстроизнашивающиеся детали ножниц кривошипных гильотинных НА-3218
- подшипники скольжения;
- ножи;
- пружины;
- планки текстолитовые;
- комплект РТИ;
- накладки фрикционные;
- ремни клиновые.