Классификация крепежных элементов
Любой мастер сверления располагает многофункциональным станком, он укомплектован множеством патронов, уникальными сверлами, запасными наиболее уязвимыми деталями от этого оборудования. Конструкция изделия подразделяется по типу зажима на следующие виды:
- крепежные элементы с ключевым механизмом замыкания;
- патроны, где фиксация обеспечивается зажимной гайкой.
Дополнительно оснащенные зажимным кольцом для этой гайки, этот элемент иногда отсутствовать.
Согласно нормативных стандартов и других документов, обеспечивающих жесткие требования в процессе изготовления патронов, допускается самостоятельная доработка и модернизация фиксирующего элемента, это дополнительно увеличивает точность фиксации сверла.
Патроны для закрепления сверлильных насадок подразделяются на такие типы:
- быстросменные элементы;
- трехкулачковые;
- самозажимные;
- цанговые.
Детали быстросменного типа укомплектованы сменной втулкой, под нее подходят конические сверла. Трехкулачковые элементы зажимают сверлильную насадку внутренними зацепами с дополнительной фиксирующей пружинкой. Этот тип применяется если сверло тонкое, а нагрузка на насадку не превышает минимальных значений. Крепление сверла самозажимного типа не требует дополнительных операций по обеспечению фиксации.
Патрон на сверлильный станок 2м112, конус морзе B18
Общие сведения
Применение сверлильных станков обуславливает необходимость создания в заготовках различного размера отверстий желаемой величины. Эта филигранная работа производится методом сверления. Строение сверлильного станка простое, но даже настроенное оборудование не может функционировать без патрона для сверлильного станка. Его задача заключается в надежном закреплении самого сверла и равномерной передаче на него усилия двигателя.
Изделия применяются не только на неподвижном сверлильном оборудовании, особенно больших размеров, их мастера встречают в обычных дрелях, даже миниатюрный шуруповерт оснащается этим крепежным элементом. Согласно стандартам, перед работой подбор изделия выполняется путем сравнивания его свойств со следующими пунктами:
- подобрать правильную жесткость изделия, это обеспечит надежность закрепления сверла;
- проверить, насколько соответствует типоразмер радиальному биению;
- толщина используемого сверла во многом обуславливает выбор патрона;
- сверло и использующийся патрон должны подходить под материал заготовки.
Если пренебречь жесткостью материала, нагрузка в процессе работы на сверло возрастет, это приведет к его поломке, перегреву и нарушению целостности патрона. В худшем случае это приведет к неполадке самого устройства.
Устройство сверильного станка
Самозажимной патрон
Такие патроны (иногда называемые быстрозажимными), также иногда имеют в своей конструкции конические элементы, но в основном используют внутреннюю резьбу (она указывается в маркировке изделия).
Самозажимной патрон включает в себя:
- Втулку с осевым отверстием в виде конуса.
- Зажимное кольцо, снабжённое рифлениями.
- Корпус.
- Пару заклинивающих зажимных шариков.
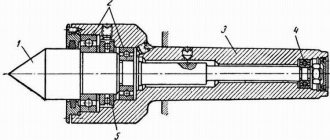
Принцип действия самозажимного патрона заключается в том, что зажим сверла обеспечивается и поддерживается в ходе вращения самого шпинделя, что особенно полезно в условиях частого использования сверлильного станка. Сверло с коническим хвостовиком того же номера вставляется во втулку, а она — в отверстие корпуса. В результате зажимное кольцо приподнимается, а зажимные шарики входят в отверстия, имеющиеся на внешней поверхности сменной втулки. При опускании кольцевого элемента, шарики размещаются в отверстиях, и обеспечивают зажим приспособления.
Замена сверла в таком случае может производиться без выключения станка. Оператор только приподнимает кольцо, шарики разводятся, и освобождают сменную втулку, которая далее извлекается из приспособления. Впоследствии на её место может быть установлена новая сменная втулка, для чего проделываются те же манипуляции. Обычно комплект поставляется с несколькими разрезными втулками, имеющими разные номера конусов Морзе. Можно вставлять несколько деталей одна в одну, увеличивая тем самым количество возможных комбинаций.
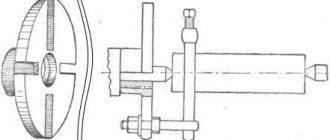
Быстрозажимной патрон может иметь и иное исполнение, использующееся, когда в детали уже имеется отверстие, и требуется зацентрировать сверло (зенкер, развёртку) относительно его оси.
Для реализации поставленной задачи в приспособлении имеются подвижная оправка и поводок, который расположен в некруглом отверстии внутренней части корпуса. Компенсацию возможных осевых усилий выполняет подшипниковый узел. Муфта привинчивается к оправке, соединяя её с корпусом, и фиксируется снизу стопорным кольцом. Пружина, которая находится внутри оправки, выполняет её прижим к корпусу. Этим обеспечивается точное позиционирование патрона по глубине имеющегося отверстия. Съём патрона со шпинделя выполняется либо клиньями (плоскими или радиусными), либо эксцентриковым ключом.
ПРЕЦИЗИОННЫЙ БЫСТРОСМЕННЫЙ
- Сделано в Германии.
- Биение закрепленного инструмента менее 0,040 мм.
- Посадочная поверхность В16.
| Модель | мм | об/мин | Артикул | ЦЕНА | Наличие |
| B16 | 1-13 | 6000 | 305 0656 | 4 738 | на складе |
| B16 | 3-16 | 6000 | 305 0657 | 4 124 | на складе |
В ВЕРХ
- Биение закрепленного инструмента менее 0,050 мм.
- Конический хвостовик Морзе.
| Модель | мм | об/мин | Артикул | ЦЕНА | Наличие |
| Морзе 2 | 0-8 | 6000 | 305 0582 | 7 434 | на складе |
| Морзе 2 | 1-13 | 6000 | 305 0572 | 6 431 | на складе |
| Морзе 2 | 1-16 | 8000 | 305 0571 | 7 375 | на складе |
| Морзе 3 | 0-13 | 6000 | 305 0585 | 9 558 | на складе |
| Морзе 3 | 1-16 | 6000 | 305 0573 | 7 493 | на складе |
| Морзе 4 | 1-13 | 6000 | 305 0587 | 10 561 | на складе |
| Морзе 4 | 1-16 | 6000 | 305 0574 | 7 493 | на складе |
| Морзе 4 | 3-16 | 6000 | П17514 | 6 567 | на складе |
В ВЕРХ
САМОЗАЖИМНОЙ СВЕРЛИЛЬНЫЙ ПАТРОН «СРС»
| Модель | мм | об/мин | Артикул | ЦЕНА | Наличие |
| В10 | 0.5-8 | 6000 | П 33182 | 2 112 | на складе |
| В12 | 1-10 | 6000 | П443182 | 2 242 | на складе |
| В16 | 1-13 | 8000 | П3251 | 3 000 | на складе |
| В16 | 1-16 | 6000 | П39993 | 3 200 | на складе |
| Модель | мм | об/мин | Артикул | ЦЕНА | Наличие |
| В18 | 3-16 | 6000 | П61121 | 2 320 | на складе |
| В22 | 5-20 | 6000 | П79893 | 2 400 | на складе |
В ВЕРХ
САМОЗАЖИМНОЙ СВЕРЛИЛЬНЫЙ ПАТРОН
Хвостовик — 7:24-40NT (ISO40)(DIN 2080, ГОСТ 25827 исп. 1) для станков без ЧПУ
| Модель | мм | об/мин | Артикул | ЦЕНА | Наличие |
| ISO40 | 0.5-8 | 6000 | П16514 | 4 222 | на складе |
| ISO40 | 1-10 | 6000 | П26514 | 4 242 | на складе |
| ISO40 | 1-13 | 8000 | П36514 | 4 000 | на складе |
| ISO40 | 1-16 | 6000 | П46514 | 5 200 | на складе |
Хвостовик — 7:24-40BT (MAS 403) для станков с ЧПУ
| Модель | мм | об/мин | Артикул | ЦЕНА | Наличие |
| 7:24-40BT | 0.5-8 | 6000 | П56514 | 4 222 | на складе |
| 7:24-40BT | 1-10 | 6000 | П66514 | 4 242 | на складе |
| 7:24-40BT | 1-13 | 8000 | П76514 | 4 000 | на складе |
| 7:24-40BT | 1-16 | 6000 | П86514 | 5 200 | на складе |
В ВЕРХ
ПЕРЕХОДНЫЕ ОПРАВКИ ДЛЯ СВЕРЛИЛЬНЫХ ПАТРОНОВ
| Модель | мм | Артикул | ЦЕНА | Наличие |
| KM1/B10 c лапкой | — | П98723 | 436 | на складе |
| KM1/B12 | 6х1 | П40313 | 126 | на складе |
| KM1/B12 c лапкой | — | П78892 | 456 | на складе |
| KM1/B16 c лапкой | — | П09723 | 521 | на складе |
| KM1/B18 | 6×1 | П50313 | 432 | на складе |
| KM1/B18 c лапкой | — | П88892 | 530 | на складе |
| MK2/B10 | 10×1.5 | П27723 | 306 | на складе |
| MK2/B10 с лапкой | — | П19723 | 620 | на складе |
| MK2/B12 | — | 60313 | 320 | на складе |
| MK2/B16 | 10×1.5 | 305 0670 | 973 | на складе |
| MK3/B16 | M12 | 305 0669 | 1 298 | на складе |
| MK4/B16 | M16 | 335 0304 | 1 000 | на складе |
| ISO30/B16 | M | 335 2069 | 3 200 | на складе |
| ISO40/B16 | M | 335 2070 | 3894 | на складе |
В ВЕРХ
ТОКАРНЫЙ ПАТРОН С ИНТЕГРИРОВАННЫМ КОНУСОМ МОРЗЕ-2 , МОРЗЕ-3
Может применятся в случаях
1.Как токарный патрон для фрезерных станков Для крепления в шпинделя фрезерного станка , для зажима не стандартного инструмента (например фрез с диаметром хвостовика больше чем диаметр цанги) А при установки токарного резца на координатном столе станка (например в тисках) и закреплении заготовки в патроне , появляется возможность выполнения токарно-расточных работ на фрезерном станке.
2.Для закрепления не стандартного инструмента или заготовки в задней бабке токарного станка
При токарных или расточных работах.
В комплекте обратные кулачки
| Модель | Конус | Артикул | ЦЕНА | Наличие |
| 80мм | KM2 | K344 | 8 830 | на складе |
| 80мм | KM3 | K345 | 8 830 | на складе |
| 100мм | KM3 | K345 | 8 350 | на складе |
| 100мм | KM2 | K347 | 9 350 | нет |
| 125мм | KM5 | П79835 | 11 510 | на складе |
В ВЕРХ
УНИВЕРСАЛЬНЫЙ ПАТРОН «QWER» от 0-15мм
Биение закрепленного инструмента менее 0,060 мм.
Мощный реечный механизм обеспечивает надежную фиксацию
- Стальные фиксирующие губки заходящие друг в друга по всей длине патрона по типу ножниц гильотины.
- Посадка ВТ-16 на любой конус
- принцип работы аналогичен 4-х кулачковому само- центрирующему токарному патрону, зажимает инструмент 4-мя точками.
- Вид спереди
- Патрон универсальный 2х кулачковый
- Может применятся в случаях :
- 1-зажим не стандартной заготовки или прутка 0-15мм
- 2-зажим метчиков с квадратным , круглым , шестигранным хвостовиком
- 3-зажим обрабатывающего инструмента
- ПРИМЕНИМ В ТОКАРНЫХ И ФРЕЗЕРНЫХ СТАНКАХ
| Модель | Конус | Артикул | ЦЕНА | Наличие |
| 0-15 мм | BT16 | K3440 | 5 800 | по заказу |
В комплекте ключ
В ВЕРХ
СТРАНИЦЫ ДЛЯ ПРОСМОТРА
Втулки переходные конус Морзе фрезерные (с резьбой), ГОСТ 13789
| Наим. | Код заказа | КМ, AE | КМ, AI | Склад | |
| Втулка переходная для фрез 3/1 | MTB3-MTB1 | №3 | №1 | 5 шт. | Узнать цену |
| Втулка переходная для фрез 3/2 | MTB3-MTB2 | №2 | 5 шт. | Узнать цену | |
| Втулка переходная для фрез 4/2 | MTB4-MTB2 | №4 | №2 | 5 шт. | Узнать цену |
| Втулка переходная для фрез 4/3 | MTB4-MTB3 | №3 | 5 шт. | Узнать цену | |
| Втулка переходная для фрез 5/3 | MTB5-MTB3 | №5 | №3 | 5 шт. | Узнать цену |
| Втулка переходная для фрез 5/4 | MTB5-MTB4 | №4 | 5 шт. | Узнать цену |
Резьбонарезные патроны
| Резьбонарезной патрон Assfalg М1.4-7 мм | Поставщик ASSFALG | Страна-производитель КНР | В наличии | 38 318 q 1 120 BYN 180 249 KZT 36 542 KGS 225 553 AMD $430 356 € |
| Резьбонарезной патрон Assfalg М3-12 мм | Поставщик ASSFALG | Страна-производитель КНР | В наличии | 46 644 q 1 364 BYN 219 414 KZT 44 482 KGS 274 563 AMD $524 434 € |
| Резьбонарезной патрон Saral Tools МК2, M3 – M12 | Поставщик SARAL TOOLS | Страна-производитель Индия | В наличии | 20 827 q 609 BYN 97 970 KZT 19 862 KGS 122 595 AMD $234 193 € |
| Резьбонарезной патрон Saral Tools МК3, M3 – M12 | Поставщик SARAL TOOLS | Страна-производитель Индия | В наличии | 21 272 q 622 BYN 100 064 KZT 20 286 KGS 125 214 AMD $239 198 € |
| Резьбонарезные патроны X-серии | Поставщик TAPMATIC | Страна-производитель США | В наличии | Цена по запросу |
| Резьбонарезные патроны RX-серии | Поставщик TAPMATIC | Страна-производитель США | Под заказ | Цена по запросу |
| Резьбонарезные патроны TC/DC-серии | Поставщик TAPMATIC | Страна-производитель США | Скоро в наличии | Цена по запросу |
Цанговые патроны c конусом Морзе, без внутренней подачи СОЖ (цанга ER, DIN 6499)
| Наим. | Код заказа | КМ | ER | A,мм | d1,мм | D,мм | В наличии | Цена с НДС |
| Патрон цанговый конус Морзе №2 ER20 | MTB2-ER20-52 | №2 | ER20 | 52 | 2-13 | 35 | нет | Узнать цену |
| Патрон цанговый конус Морзе №2 ER25 | MTB2-ER25-55 | ER25 | 55 | 2-16 | 42 | 5 шт. | 69,00 EUR | |
| Патрон цанговый конус Морзе №3 ER25 | MTB3-ER25-55 | №3 | ER25 | 55 | 2-16 | 42 | 3 шт. | 76,00 EUR |
| Патрон цанговый конус Морзе №3 ER32 | MTB3-ER32-65 | ER32 | 65 | 3-20 | 50 | 6 шт. | 76,00 EUR | |
| Патрон цанговый конус Морзе №3 ER40 | MTB3-ER40-80 | ER40 | 80 | 4-26 | 63 | 2 шт. | 93,00 EUR | |
| Патрон цанговый конус Морзе №4 ER32 | MTB4-ER32-65 | №4 | ER32 | 65 | 3-20 | 50 | 5 шт. | 105,00 EUR |
| Патрон цанговый конус Морзе №4 ER40 | MTB4-ER40-70 | ER40 | 70 | 4-26 | 63 | 2 шт. | 115,00 EUR |
| Рекомендуемые аксессуары |
Элементы с быстросменным держателем
Замена режущего инструмента может проводиться без остановки работы шпинделя. Патрон имеет соответствующий конусности хвостовик и конус отверстия. Инструмент устанавливается одновременно со сменной втулкой, на которой находится два паза, а внутри корпуса сверлильный быстросменный патрон имеет два шарика и углубления для них. Совмещение на сменной втулке пазов с шариками создает надежность крепления в держателе инструмента.
Фиксируются крепления зажимным наружным кольцом. Во время смены сверла кольцо приподнимается вверх до упора, открывая пазы, в которые во время вытаскивания втулки вдавливаются шарообразные фиксирующие крепления. Также вставка втулки проходит во время приподнятого внешнего кольца. Во время опускания его совмещаются шарики с пазами втулки и утапливаются вовнутрь.
Для того чтобы при работе не случилось самопроизвольного освобождения инструмента, сверлильный быстросменный патрон оборудован стопорным кольцом. Сверлу от шпинделя передается вращение с помощью конуса хвостовика на втулку, прочно удерживаемую в корпусе шариками. Это для инструмента сверления с вертикальной подачей. Кольцо фиксации шариков для горизонтального станка для сверления оборудовано пружинами, которые закрывают отверстия в корпусе, не допускающих их западание вовнутрь отверстий, это бы привело к постоянному высвобождению втулки с различных сторон.
Для того чтобы работа проходила быстрей, перед ее началом необходимо подготовить сверла. Они крепятся в сменных втулках, которые соответствуют внутреннему размеру патрона и укладываются по схеме использования. Во время сверления отверстий большого диаметра используется быстросменное двухкулачковое изделие. Принцип работы такой же, однако трехкулачковый быстрозажимной по максимальному размеру зажима по ГОСТ имеет меньшие возможности.
Самозажимной патрон, так же как и быстрозажимной, с диапазоном зажима отвечает ГОСТу по соответствию конуса. Тем более что быстрозажимными называются оба вида изделий, однако самозажимными являются лишь те, которые крепят сверло с помощью гайки на корпусе без использования ключа. В18 и В16 — это наиболее часто применяемые конусы для любых типов безрезьбовых патронов. Сверлильный самозажимной патрон имеет различную степень биения. С увеличением конуса, повышается его допустимое значение, вне зависимости от точности непосредственно станка.
Особенности крепления
Перед включением любого сверлильного станка необходимо не только обеспечить надежность фиксации самой заготовки, следует проверить крепление патрона и использующегося сверла. Полная статичность обеспечивает более качественный и точный результат работы.
Согласно типу станочного крепежа, изделия подразделяются на такие виды:
- элементы, закрепляющиеся с помощью конуса, он соответствует имеющемуся станочному отверстию на устройстве конусного типа;
- изделие присоединяется к станку при помощи обычной резьбы.
В зависимости от метода присоединения изделия к станку каждый фиксирующий элемент для сверла обладает собственным внутренним строением. Если внешняя поверхность обрамлена конусом Морзе, то внутренний механизм будет соответствовать конусному типу. Внутренняя часть Морзе маркируется согласно стандартизации ГОСТ.
Тип изделия выбирается исходя из необходимости создания определенного отверстия, удобства использования за счет быстрой смены насадок либо самого держателя сверла.
Патрон с конусом Морзе
Требования, предъявляемые к сверлильным патронам
Несмотря на то, что данная деталь представляет собой относительно простую конструкцию, список требований, предъявляемых к ней, достаточно обширен. Патрон должен соответствовать всем пунктам, указанным в нормативных документах ГОСТ 15935-88, ГОСТ 9953-82 и ГОСТ 15593-70 (основные параметры уже были перечислены выше). При этом каждая заводская деталь в обязательном порядке должна иметь маркировку, которая должна содержать:
- Чётко различимый знак компании-производителя;
- Типоразмер детали;
- Диапазон зажима сверла;
- Условное обозначение патрона.
Например: условные обозначения в Российской Федерации являются стандартизированными величинами, потому на рынке достаточно легко найти требуемую деталь. Так, обозначение ПСК 3-16 говорит покупателю о диаметре в мм сверла, обозначение В16 – о диаметре соединительного отверстия конуса в мм. Таким же способом подписываются значения диаметров других инструментов.
Сверлильные самозажимные патроны c конусом Морзе
| Наим. | Код заказа | КМ | d1,мм | D,мм | В наличии | Цена с НДС |
| Патрон сверлильный ПСС-8 конус Морзе №2 | MTA2-APU8 | №2 | 1-8 | 37 | 5 шт. | 99,00 EUR |
| Патрон сверлильный ПСС-10 конус Морзе №2 | MTA2-APU10 | 1-10 | 45 | нет | Узнать цену | |
| Патрон сверлильный ПСС-13 конус Морзе №3 | MTA3-APU13 | №3 | 1-13 | 50 | 2 шт. | 208,00 EUR |
| Патрон сверлильный ПСС-16 конус Морзе №3 | MTA3-APU16 | 3-16 | 58 | 3 шт. | 192,00 EUR | |
| Патрон сверлильный ПСС-13 конус Морзе №4 | MTA4-APU13 | №4 | 1-13 | 50 | 3 шт. | 208,00 EUR |
| Патрон сверлильный ПСС-16 конус Морзе №4 | MTA4-APU16 | 3-16 | 58 | нет | Узнать цену |
*
Патроны с конусом Морзе
Такие конструкции характерны для оборудования, где предусмотрено соответствующее конусное крепление. Размеры оснастки должны строго соответствовать нормам ГОСТ 8255-79. Ключевым требованием считается максимальное снижение радиального биения инструмента, и допуск по нижней границе закрепления сверла в патроне.
Типоразмеры рассматриваемой оснастки для сверлильного станка различаются по следующим параметрам:
- По диапазону диаметров крепёжной части сверла, которое может быть установлено в патроне.
- По конструкции зажимного узла: ключ, зажимная гайка (с фиксирующим кольцом или без него).
- По конструктивному оформлению внешней поверхности патрона (ГОСТом не ограничивается).
Конусы Морзе в сверле и патроне должны совпадать. Малейшее отклонение снижает усилие зажима и вызывает биение сверла даже при незначительных продольных нагрузках на инструмент.
Конус Морзе, названный в честь его изобретателя Стивена Морзе, представляет собой конический элемент, обладающий способностью к самоцентрированию. Для универсализации крепления изготавливается большая линейка переходных втулок с одного размера конуса Морзе на другой. Маркировка таких втулок обязательно включает в себя букву «В» и две цифры, характеризующие высоту конической части: например, обозначение В24 указывает, что этот конус Морзе имеет высоту 24 мм. Встречается и прежняя маркировка — от КМ-0 до КМ-7 (старое обозначение привязывалось к метрическим конусам, а сами конусы Морзе были примерно вдвое длиннее).
Патрон с конусом обеспечивает возможность своей удобной и соосной установки в шпиндельной головке сверлильного станка, ведь демонтировать конус Морзе с патрона значительно удобнее, чем со шпинделя. Наличие конуса Морзе, как переходной детали от патрона к шпинделю, предохраняет элементы оснастки от разрушения в случае перегрузки по крутящему моменту. В этом случае всё ограничивается только конусом, в то время как сам патрон остаётся неповреждённым.
Рассчитаны патроны с конусом Морзе для применения со свёрлами диаметром от 16 до 30 мм. В комплект входит также зажимной ключ. Такая инструментальная оснастка выпускается в соответствии с нормативными требованиями ISO 148-95, что делает патроны вполне унифицированным инструментом. Они с успехом могут быть применены как на отечественном оборудовании, так и для сверлильных станков импортного производства.
Использование крепежных элементов
Среди наиболее распространенных крепежных конструкций применяются на производстве модели В16, чуть большего размера В18, а также конус Морзе. Цифровые показатели в названии модели не соответствуют размерным величинам патрона, к примеру, конусообразное крепление для сверлильных насадок В16 характеризуется диаметром в 27 мм.
Патроны для сверлильного оборудования могут отличаться между собой по следующим признакам:
- по внешней форме и индивидуальной длине рабочей области;
- на некоторых моделях иногда присутствует либо отсутствует предохраняющий корпус из пластика;
- метод скрепления составных частей патрона отличается в разных моделях;
- сплав, из которого изготавливается деталь станка, отличается по цветовому оттенку.
Чтобы расширить возможности сверлильного устройства его укомплектовывают дополнительными переходниками с конусом. Благодаря такому усовершенствованию можно осуществить установку патронов с уменьшенным либо существенно превосходящим по размеру конусом Морзе.
Выделяется также наиболее функциональный и выносливый тип крепежа – быстрозажимной, он идеально подходит для высокоэффективного оборудования, функционирующего на больших скоростях. Благодаря конусным хвостовикам деталь характеризуется высокой универсальностью. Но по стоимости эта деталь оборудования имеет недостижимые величины.
Выбрать тип патрона среди современного многообразия этих деталей несложно, если отдавать предпочтение универсальным разновидностям. Но профессиональная деятельность, связанная с высокоточным и сложным сверлением, требует скрупулезного анализа деталей патрона, это осуществляет не каждый специалист этого дела.
Правила сборки и разборки
Иногда могут быть случаи, когда для нормальной работы оборудования требуется детальная очистка. Можно разобрать почти любой патрон, но обратно собрать — нет. Быстрозажимной зачастую имеет кожух, под ним находятся его составляющие. В данном случае разобрать или использовать поверхностную очистку деталей необходимо определить, если снять пластиковый кожух.
Как правило, можно разобрать с помощью грубой физической силы, закрепив его в тисках и по тыльной стороне постукивая молоточком. Этот метод применим для сборных конструкций, где все части изготовлены из толстого металла, но не из цельного металлического куска.
Разобрать быстрозажимной кулачковый, в котором обойма с венцом составляют монолит, с помощью одной лишь силы не получится. Из-за его конструкции может потребоваться нагревающий инструмент. К примеру, строительный фен, который способен придать металлу нагрев до 300 градусов. Перед тем как установить патрон в тиски вращающимся кольцом, нужно спрятать вовнутрь его кулачки. Нагрев вращающегося кольца нужно выполнять снаружи, охлаждая его изнутри с помощью хлопчатого материала, установленного вовнутрь, который во время нагревания детали регулярно поливается холодной водой.
После необходимой температуры нагрева можно из кольца выбить основу, которая в тисках так и останется. В процессе сборки требуется также нагревание детали.
Все выше описываемые патроны используются для зажима инструмента во время сверления разных отверстий на различных станках — токарных, сверлильных и т. д. Вышеописанные параметры непременно смогут помочь подобрать подходящие и правильные инструменты для производства и лично для себя.
Разборка и сборка патронов
Бывают случаи, когда для нормального продолжения службы патрона ему необходима детальная чистка. Разобрать можно практически любой, а собрать обратно — нет. Быстрозажимной часто имеет кожух, под которым скрыты его составляющие. В этом случае разобрать или применить поверхностную чистку деталей придётся определить, сняв пластиковый кожух.
Чаще всего разобрать можно при помощи грубой физической силы, зажав его в тисках и постукивая молоточком по тыльной стороне. Тот способ применим для сборных конструкций, детали которых сделаны из толстого металла, но не из единого куска метала.
Разобрать кулачковый быстрозажимной, где венец с обоймой составляют монолит, при помощи одной только силы не удастся. Ввиду его конструкции может понадобиться нагревающий инструмент. Например, строительный фен способный дать металлу нагрев до 250 ⁰ C. прежде чем вставить патрон вращающимся кольцом в тиски, необходимо спрятать его кулачки внутрь. Нагрев вращающегося кольца необходимо производить снаружи, охлаждая его изнутри при помощи хлопчатого материала вставленного внутрь, который в процессе нагревания детали периодически поливается холодной водой.
После достаточной температуры нагрева можно выбить основу из кольца, которое так и останется в тисках. При сборке также потребуется нагревание детали.
Трёхкулачковый сверлильный патрон
Различают двух- и трёхкулачковые патроны. В двухкулачковом патроне зажим инструмента выполняет тангенциально-расположенная пара кулачков, имеющая возможность перемещаться во внутренних пазах корпуса. Резьбовым ключом можно перемещать размещённый внутри патрона винт, который и выполняет смыкание и размыкание кулачковых зажимов. При простоте конструкции, возможности фиксации свёрл с большим диаметром, а также высокой стойкости плоских клинообразных кулачков, проходящих упрочняющую термообработку, такие патроны не обеспечивают хорошего осевого центрирования, поэтому на практике применяются реже, чем трёхкулачковые.
Три кулачка размещаются в корпусе под углом, исключающим самоторможение элементов. При вращении ключа, который вставляется в соответствующее отверстие на корпусе, обойма и гайка начинают перемещаться. В результате кулачки отводятся, причём одновременно в радиальном и осевом направлениях. По оси патрона образуется пространство, где помещается хвостовик инструмента. При упоре хвостовика в подпятник ключ проворачивают в противоположном направлении, и сводят кулачки до плотного контакта с конической частью хвостовика. Одновременно производится и осевая ориентация инструмента относительно шпинделя.
Ввиду простоты конструкции и способа регулировки инструмента трёхкулачковые патроны находят преимущественное применение в небольших мастерских, а также в бытовых сверлильных станках. Недостаток трёхкулачковых патронов – заметный износ кулачков, особенно, если их термообработка выполнена на недостаточную твёрдость.
Кроме описанных конструкций используются и другие разновидности патронов. Например, с целью установки свёрл сравнительно небольшого диаметра используют цанговые патроны. В них фиксация производится при помощи прижима разрезной втулки, где находится сверло, накидной гайкой. Она перемещается по резьбе, которая имеется на корпусе такого патрона, и надёжно прижимает втулку к бурту цилиндрической части корпуса. Цанговые патроны, в отличие от кулачковых, разбираются значительно легче, что облегчает процесс их очистки и ремонта.
Для прецизионных и высокоскоростных сверлильных станков наиболее эффективны патроны, имеющие полый хвостовик. Верхняя часть такого хвостовика снабжена резьбой, а в нижней части предусмотрено отверстие, куда под давлением до 50 атмосфер подаётся СОЖ. Сверлильные патроны серии НЕХА позволяют подавать СОЖ через радиально или коаксиально расположенные отверстия в корпусе. Особенность применения такой оснастки – необходимость в её динамической балансировке, при которой учитываются как крутящие моменты от привода сверлильного станка, так и давление, создаваемое потоком СОЖ.
Детектор скрытой проводки. Рентген для стен
Монтажный пистолет. Забиваем гвозди в бетон
Исполнения хвостовика:
- С лапкой («сверлильный») — фиксация в пазу шпинделя заклиниванием лапки. Также лапка предназначена для облегчения выбивания оправки или сверла из шпинделя.
- С резьбой («фрезерный») — фиксация в шпинделе штревелем, вворачивающимся в торец конуса. Извлечение инструмента более удобное, чем при исполнении с лапкой.
- Без резьбы и лапки
Возможно исполнение с подачей СОЖ через оправку.
Из-за заклинивания оправки в шпинделе данный конус может использоваться только в станках с ручной сменой инструмента. В наши дни наиболее часто встречается в токарных станках для оснащения задней бабки.
DIN 228 Тип A («с резьбой»)
| MK | a | b | d1 | d2 | d4 | d6 | d7 | d8 | d9 |
| 0 | 3 | 3.9 | 9.045 | 9.2 | 6 | 6 | — | — | — |
| 1 | 3.5 | 5.2 | 12.065 | 12.2 | 9 | 8.7 | 8.5 | 6.4 | M6 |
| 2 | 5 | 6.3 | 17.780 | 18 | 14 | 13.5 | 13.2 | 10.5 | M10 |
| 3 | 5 | 7.9 | 23.825 | 24.1 | 19 | 18.5 | 16 | 13 | M12 |
| 4 | 6.5 | 11.9 | 31.267 | 31.6 | 25 | 24.5 | 21.5 | 17 | M16 |
| 5 | 6.5 | 15.9 | 44.399 | 44.7 | 35.7 | 35.7 | 26 | 21 | M20 |
| 6 | 8 | 19.0 | 63.348 | 63.8 | 51 | 51 | 32 | 25 | M24 |
| 7 | 9,5 | 28,5 | 83,058 | 83,5 | 66 | 66,8 | — | — | — |
DIN 228 Тип B («с лапкой»)
| MK | l1 | l2 | l3 | l4 | l5 | l6 | l7 | r2 | a/2 |
| 0 | 50 | 4 | — | — | — | 56.5 | 10.5 | 4 | 1°29’27» |
| 1 | 53.5 | 5 | 16 | 22 | 4 | 62 | 13.5 | 5 | 1°25’43» |
| 2 | 64 | 5 | 24 | 31.5 | 5 | 75 | 16 | 6 | 1°25’50» |
| 3 | 81 | 7 | 24 | 33.5 | 5.5 | 94 | 20 | 7 | 1°26’16» |
| 4 | 102.5 | 9 | 32 | 42.5 | 8.2 | 117.5 | 24 | 8 | 1°29’15» |
| 5 | 129.5 | 10 | 40 | 52.5 | 10 | 149.5 | 29 | 10 | 1°30’26» |
| 6 | 182 | 16 | 47 | 61.5 | 11.5 | 210 | 40 | 13 | 1°29’36» |
| 7 | 250,5 | 18 | — | — | — | 286 | 54 | 19 | 1°29’22’’ |
Разборка патрона
Как и любой инструмент, для продолжения своей нормальной работы патрон может потребовать чистку, для чего его будет необходимо разобрать. Разборка может осуществляться несколькими способами.
Если патрон не представляет собой монолитную деталь, состоящую из цельного куска какого-либо металла или сплава, то разбор можно осуществить с помощью ударного способа через постукивание молотка по его задней стороне (внешнее кольцо в этом случае съезжает с внутреннего зубчатого венца, что позволяет после полностью разобрать деталь).
Термический способ подразумевает поэтапный процесс разборки.
- 1. в обязательном порядке необходимо убрать внутрь сдерживающие кулачки (так, чтобы они были вровень с поверхностью самого патрона),
- 2. после чего установить патрон вращающимся кольцом в тиски
- 3. затем следует нагреть строительным феном (или какой-нибудь горелкой) до 250о зажатое кольцо, предварительно внутрь аккуратно поместив холодный влажный бинт (или марлю).
- 4. после того, как кольцо хорошо прогрелось, основание патрона необходимо выбить (само кольцо так и останется в тисках) в сторону кулачков.
Следует обратить внимание на толщину металла, дабы при ударе не произошла деформация детали. Обратная сборка патрона должна производиться также под нагревом
Использование смоченной в холодной воде ткани обязательно, так как она способствует охлаждению детали изнутри; если нагрев производится слишком долго, следует обеспечить подвод воды извне.
Обратная сборка патрона должна производиться также под нагревом. Использование смоченной в холодной воде ткани обязательно, так как она способствует охлаждению детали изнутри; если нагрев производится слишком долго, следует обеспечить подвод воды извне.
Классификация
- Быстросменный сверлильный патрон используется со сменной втулкой для свёрл с коническим хвостовиком;
- Предохранительный патрон для нарезания резьбы в глухих и сквозных отверстиях имеет более сложное строение. Состоит он из кулачков муфты, ведомых полумуфт, основной кулачковой муфты, пружины и регулировочной гайки. Используется он как держатель для меитчиков.
- Цанговый сверлильный патрон состоит из хвостовика, соединённого с цилиндрической частью. Между зажимом и хвостовиком внутри патрона находится разрезная втулка.
- Двухкулачковый сверлильный патрон зажимает сверло благодаря внутренним зацепам в верхней части патрона, фиксируемым пружиной. Чем и объясняется его особенность применения для тонких свёрл и использования при небольших нагрузках на сверло.
Только сверлильные патроны с ключом, имеющие конус Морзе имеют соответствующие требования по ГОСТ 8522-79, встретив указание на гост соответствие по размеру используемых при данном размере конуса Морзе можно определить по таблице. Быстрозажимной не имеет конуса, но в отличие от своего собрата с ключом имеет внутреннюю резьбу, диапазон которой обязательно указывается в маркировке.
Втулки переходные конус Морзе сверлильные (с лапкой), ГОСТ 13598
| Наим. | Код заказа | К | К1 | В наличии | |
| Втулка переходная 3/1 | MTA3-MTA1 | №3 | №1 | 2 шт. | Узнать цену |
| Втулка переходная 3/2 | MTA3-MTA2 | №2 | 2 шт. | Узнать цену | |
| Втулка переходная 4/2 | MTA4-MTA2 | №4 | №2 | 2 шт. | Узнать цену |
| Втулка переходная 4/3 | MTA4-MTA3 | №3 | 2 шт. | Узнать цену | |
| Втулка переходная 5/3 | MTA5-MTA3 | №5 | №3 | 2 шт. | Узнать цену |
| Втулка переходная 5/4 | MTA5-MTA4 | №4 | 2 шт. | Узнать цену | |
| Втулка переходная 6/5 | MTA6-MTA5 | №6 | №5 | 2 шт. | Узнать цену |
Существует ряд совместимых стандартов хвостовиков с конусом Морзе, используемых на универсальных фрезерных, сверлильных и токарных станках.