Classification of fasteners
Any drilling master has a multifunctional machine; it is equipped with a variety of cartridges, unique drills, and spare parts for the most vulnerable parts of this equipment. The design of the product is divided according to the type of clamp into the following types:
- fasteners with a key locking mechanism;
- cartridges where fixation is ensured by a clamping nut.
Additionally equipped with a clamping ring for this nut, this element is sometimes missing.
According to regulatory standards and other documents that provide strict requirements in the manufacturing process of chucks, independent modification and modernization of the fixing element is allowed, this further increases the accuracy of drill fixation.
Chucks for securing drill bits are divided into the following types:
- quick-change elements;
- three-jaw;
- self-clamping;
- collet.
Quick-change parts are equipped with a replaceable sleeve; conical drills are suitable for it. Three-jaw elements clamp the drill bit with internal hooks with an additional locking spring. This type is used if the drill is thin and the load on the nozzle does not exceed the minimum values. Fastening a self-clamping type drill does not require additional operations to ensure fixation.
Chuck for drilling machine 2m112, Morse taper B18
General information
The use of drilling machines necessitates the creation of holes of the desired size in workpieces of various sizes. This filigree work is produced by drilling. The structure of a drilling machine is simple, but even the configured equipment cannot function without a drilling machine chuck. Its task is to securely secure the drill itself and uniformly transfer the engine force to it.
The products are used not only on stationary drilling equipment, especially large ones; craftsmen encounter them in conventional drills; even a miniature screwdriver is equipped with this fastener. According to the standards, before work, the selection of a product is carried out by comparing its properties with the following points:
- choose the correct rigidity of the product, this will ensure reliable fastening of the drill;
- check whether the standard size corresponds to the radial runout;
- the thickness of the drill used largely determines the choice of chuck;
- The drill and chuck used must be suitable for the workpiece material.
If you neglect the rigidity of the material, the load on the drill during operation will increase, this will lead to its breakage, overheating and damage to the integrity of the chuck. In the worst case, this will lead to a malfunction of the device itself.
Drilling machine device
Self-clamping chuck
Such chucks (sometimes called quick-release chucks) also sometimes have conical elements in their design, but mostly use internal threads (this is indicated on the product labeling).
Self-clamping chuck includes:
- A bushing with an axial hole in the form of a cone.
- Clamping ring equipped with corrugations.
- Frame.
- A couple of jamming clamping balls.
The principle of operation of a self-clamping chuck is that the drill clamp is provided and maintained during the rotation of the spindle itself, which is especially useful in conditions of frequent use of the drilling machine. A drill with a conical shank of the same number is inserted into the sleeve, and it is inserted into the hole in the body. As a result, the clamping ring is raised and the clamping balls fit into the holes on the outer surface of the replacement sleeve. When lowering the ring element, the balls are placed in the holes and provide clamping of the device.
In this case, replacing the drill can be done without turning off the machine. The operator only lifts the ring, the balls move apart and release the replaceable sleeve, which is then removed from the device. Subsequently, a new replacement bushing can be installed in its place, for which the same manipulations are performed. Typically the kit comes with several split bushings having different Morse taper numbers. You can insert several parts one into one, thereby increasing the number of possible combinations.
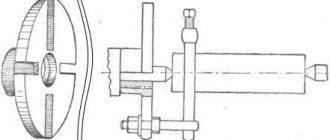
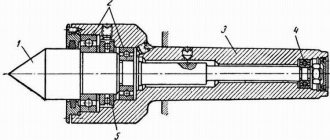
The keyless chuck can also have a different design, used when the part already has a hole, and it is necessary to center the drill (countersink, reamer) relative to its axis.
To accomplish this task, the device has a movable mandrel and a driver, which is located in a non-circular hole in the inner part of the body. The bearing assembly compensates for possible axial forces. The coupling is screwed to the mandrel, connecting it to the body, and is secured from below with a retaining ring. The spring, which is located inside the mandrel, presses it against the body. This ensures precise positioning of the chuck according to the depth of the existing hole. The chuck is removed from the spindle using either wedges (flat or radius) or an eccentric wrench.
PRECISION QUICK CHANGE
- Made in Germany.
- The runout of the fixed tool is less than 0.040 mm.
- Landing surface B16.
| Model | mm | rpm | vendor code | PRICE | Availability |
| B16 | 1-13 | 6000 | 305 0656 | 4 738 | in stock |
| B16 | 3-16 | 6000 | 305 0657 | 4 124 | in stock |
TO TOP
- The runout of the fixed tool is less than 0.050 mm.
- Morse taper shank.
| Model | mm | rpm | vendor code | PRICE | Availability |
| Morse 2 | 0-8 | 6000 | 305 0582 | 7 434 | in stock |
| Morse 2 | 1-13 | 6000 | 305 0572 | 6 431 | in stock |
| Morse 2 | 1-16 | 8000 | 305 0571 | 7 375 | in stock |
| Morse 3 | 0-13 | 6000 | 305 0585 | 9 558 | in stock |
| Morse 3 | 1-16 | 6000 | 305 0573 | 7 493 | in stock |
| Morse 4 | 1-13 | 6000 | 305 0587 | 10 561 | in stock |
| Morse 4 | 1-16 | 6000 | 305 0574 | 7 493 | in stock |
| Morse 4 | 3-16 | 6000 | P17514 | 6 567 | in stock |
TO TOP
SELF-CLAMPING DRILL CHUCK “SRS”
| Model | mm | rpm | vendor code | PRICE | Availability |
| AT 10 | 0.5-8 | 6000 | P 33182 | 2 112 | in stock |
| AT 12 | 1-10 | 6000 | P443182 | 2 242 | in stock |
| B16 | 1-13 | 8000 | P3251 | 3 000 | in stock |
| B16 | 1-16 | 6000 | P39993 | 3 200 | in stock |
| Model | mm | rpm | vendor code | PRICE | Availability |
| B18 | 3-16 | 6000 | P61121 | 2 320 | in stock |
| B22 | 5-20 | 6000 | P79893 | 2 400 | in stock |
TO TOP
SELF-CLAMPING DRILL CHUCK
Shank - 7:24-40NT (ISO40)(DIN 2080, GOST 25827 version 1) for machines without CNC
| Model | mm | rpm | vendor code | PRICE | Availability |
| ISO40 | 0.5-8 | 6000 | P16514 | 4 222 | in stock |
| ISO40 | 1-10 | 6000 | P26514 | 4 242 | in stock |
| ISO40 | 1-13 | 8000 | P36514 | 4 000 | in stock |
| ISO40 | 1-16 | 6000 | P46514 | 5 200 | in stock |
Shank - 7:24-40BT (MAS 403) for CNC machines
| Model | mm | rpm | vendor code | PRICE | Availability |
| 7:24-40BT | 0.5-8 | 6000 | P56514 | 4 222 | in stock |
| 7:24-40BT | 1-10 | 6000 | P66514 | 4 242 | in stock |
| 7:24-40BT | 1-13 | 8000 | P76514 | 4 000 | in stock |
| 7:24-40BT | 1-16 | 6000 | P86514 | 5 200 | in stock |
TO TOP
ADAPTER MANDREL FOR DRILL CHUCKS
| Model | mm | vendor code | PRICE | Availability |
| KM1/B10 with foot | — | P98723 | 436 | in stock |
| KM1/B12 | 6x1 | P40313 | 126 | in stock |
| KM1/B12 with presser foot | — | P78892 | 456 | in stock |
| KM1/B16 with presser foot | — | P09723 | 521 | in stock |
| KM1/B18 | 6×1 | P50313 | 432 | in stock |
| KM1/B18 with foot | — | P88892 | 530 | in stock |
| MK2/B10 | 10×1.5 | P27723 | 306 | in stock |
| MK2/B10 with foot | — | P19723 | 620 | in stock |
| MK2/B12 | — | 60313 | 320 | in stock |
| MK2/B16 | 10×1.5 | 305 0670 | 973 | in stock |
| MK3/B16 | M12 | 305 0669 | 1 298 | in stock |
| MK4/B16 | M16 | 335 0304 | 1 000 | in stock |
| ISO30/B16 | M | 335 2069 | 3 200 | in stock |
| ISO40/B16 | M | 335 2070 | 3894 | in stock |
TO TOP
LATHE CHUCK WITH INTEGRATED CONE MORSE-2, MORSE-3
Can be used in cases
1. As a turning chuck for milling machines For mounting in the spindle of a milling machine, for clamping a non-standard tool (for example, cutters with a shank diameter larger than the diameter of the collet) And when installing a turning tool on the coordinate table of the machine (for example, in a vice) and securing the workpiece in the chuck , it becomes possible to perform turning and boring work on a milling machine.
2.To secure a non-standard tool or workpiece in the tailstock of a lathe
During turning or boring operations.
Reverse cams included
| Model | Cone | vendor code | PRICE | Availability |
| 80mm | KM2 | K344 | 8 830 | in stock |
| 80mm | KM3 | K345 | 8 830 | in stock |
| 100mm | KM3 | K345 | 8 350 | in stock |
| 100mm | KM2 | K347 | 9 350 | No |
| 125mm | KM5 | P79835 | 11 510 | in stock |
TO TOP
UNIVERSAL CHUCKER “QWER” from 0-15mm
The runout of the fixed tool is less than 0.060 mm.
Powerful rack and pinion mechanism ensures secure fixation
- Steel fixing jaws that fit into each other along the entire length of the cartridge, similar to guillotine scissors.
- Landing VT-16 on any cone
- The operating principle is similar to a 4-jaw self-centering lathe chuck; it clamps the tool with 4 points.
- Front view
- Universal 2-jaw chuck
- Can be used in cases:
- 1-clamp of non-standard workpiece or rod 0-15mm
- 2-clamp taps with square, round, hex shank
- 3-clamp processing tool
- USABLE IN LATHE AND MILLING MACHINES
| Model | Cone | vendor code | PRICE | Availability |
| 0-15 mm | BT16 | K3440 | 5 800 | upon request |
Key included
TO TOP
PAGES TO VIEW
Adapter bushings Morse taper milling (with thread), GOST 13789
| Name | Order code | KM, AE | KM, AI | Stock | |
| Adapter sleeve for 3/1 cutters | MTB3-MTB1 | №3 | №1 | 5 pieces. | Find out the price |
| Adapter sleeve for 3/2 cutters | MTB3-MTB2 | №2 | 5 pieces. | Find out the price | |
| Adapter sleeve for 4/2 cutters | MTB4-MTB2 | №4 | №2 | 5 pieces. | Find out the price |
| Adapter sleeve for 4/3 cutters | MTB4-MTB3 | №3 | 5 pieces. | Find out the price | |
| Adapter sleeve for 5/3 cutters | MTB5-MTB3 | №5 | №3 | 5 pieces. | Find out the price |
| Adapter sleeve for 5/4 cutters | MTB5-MTB4 | №4 | 5 pieces. | Find out the price |
Threading chucks
| Threading chuck Assfalg М1.4-7 mm | Supplier ASSFALG | Country of origin China | In stock | 38 318 q 1,120 BYN 180,249 KZT 36,542 KGS 225,553 AMD $430,356 € |
| Threading chuck Assfalg M3-12 mm | Supplier ASSFALG | Country of origin China | In stock | 46,644 q 1,364 BYN 219,414 KZT 44,482 KGS 274,563 AMD $524,434 € |
| Threading chuck Saral Tools MK2, M3 – M12 | Supplier SARAL TOOLS | Country of Origin: India | In stock | 20,827 q 609 BYN 97,970 KZT 19,862 KGS 122,595 AMD $234,193 € |
| Threading chuck Saral Tools MK3, M3 – M12 | Supplier SARAL TOOLS | Country of Origin: India | In stock | 21 272 q 622 BYN 100,064 KZT 20,286 KGS 125,214 AMD $239,198 € |
| X-Series Threading Chucks | Supplier TAPMATIC | Country of origin USA | In stock | Price on request |
| RX-series threading chucks | Supplier TAPMATIC | Country of origin USA | To order | Price on request |
| TC/DC series thread cutting chucks | Supplier TAPMATIC | Country of origin USA | Coming soon | Price on request |
Collet chucks with Morse taper, without internal coolant supply (ER collet, DIN 6499)
| Name | Order code | KM | ER | A,mm | d1,mm | D,mm | In stock | Price with VAT |
| Morse collet cone chuck No. 2 ER20 | MTB2-ER20-52 | №2 | ER20 | 52 | 2-13 | 35 | No | Find out the price |
| Morse collet cone chuck No. 2 ER25 | MTB2-ER25-55 | ER25 | 55 | 2-16 | 42 | 5 pieces. | 69.00 EUR | |
| Morse collet cone chuck No. 3 ER25 | MTB3-ER25-55 | №3 | ER25 | 55 | 2-16 | 42 | 3 pcs. | 76.00 EUR |
| Morse collet cone chuck No. 3 ER32 | MTB3-ER32-65 | ER32 | 65 | 3-20 | 50 | 6 pcs. | 76.00 EUR | |
| Morse collet cone chuck No. 3 ER40 | MTB3-ER40-80 | ER40 | 80 | 4-26 | 63 | 2 pcs. | 93.00 EUR | |
| Morse collet cone chuck No. 4 ER32 | MTB4-ER32-65 | №4 | ER32 | 65 | 3-20 | 50 | 5 pieces. | 105.00 EUR |
| Morse collet cone chuck No. 4 ER40 | MTB4-ER40-70 | ER40 | 70 | 4-26 | 63 | 2 pcs. | 115.00 EUR |
| Recommended Accessories |
Elements with quick-change holder
The cutting tool can be replaced without stopping the spindle. The chuck has a correspondingly tapered shank and a hole cone. The tool is installed simultaneously with a replaceable sleeve, on which there are two grooves, and inside the body, the quick-change drill chuck has two balls and recesses for them. The combination of grooves with balls on the replaceable bushing creates reliable fastening in the tool holder.
The fasteners are secured with a clamping outer ring. When changing the drill, the ring lifts up all the way, opening grooves into which spherical fixing fasteners are pressed when the sleeve is pulled out. Also the bushing insertion passes while the outer ring is raised. While lowering it, the balls are aligned with the grooves of the sleeve and recessed inside.
To prevent spontaneous release of the tool during operation, the quick-change drill chuck is equipped with a locking ring. The drill is transmitted from the spindle by means of a shank cone to a sleeve firmly held in the body by balls. This is for a vertical feed drilling tool. The ball fixation ring for a horizontal drilling machine is equipped with springs that close the holes in the body, preventing them from sinking inside the holes, which would lead to the constant release of the sleeve from different sides.
In order for the work to proceed faster, it is necessary to prepare the drills before starting it. They are mounted in replaceable bushings that correspond to the internal size of the cartridge and are placed according to the usage pattern. When drilling large diameter holes, a quick-change two-jaw product is used. The operating principle is the same, however, the three-jaw quick-clamping system has less capabilities according to the maximum clamp size according to GOST.
The self-clamping chuck, as well as the quick-clamping chuck, with a clamping range meets GOST standards for compliance with the cone. Moreover, both types of products are called quick-clamping, but only those that secure the drill with a nut to the body without using a key are self-clamping. B18 and B16 are the most commonly used cones for all types of threadless chucks. The self-clamping drill chuck has varying degrees of runout. As the cone increases, its permissible value increases, regardless of the accuracy of the machine itself.
Mounting features
Before turning on any drilling machine, it is necessary not only to ensure that the workpiece itself is securely fixed, but also to check the fastening of the chuck and the drill being used. Complete staticity ensures better and more accurate work results.
According to the type of machine fasteners, products are divided into the following types:
- elements secured using a cone, it corresponds to the existing machine hole on the cone-type device;
- the product is attached to the machine using a regular thread.
Depending on the method of attaching the product to the machine, each fixing element for the drill has its own internal structure. If the outer surface is framed by a Morse taper, then the internal mechanism will correspond to the cone type. The internal part of Morse is marked according to GOST standardization.
The type of product is selected based on the need to create a specific hole, ease of use due to the quick change of attachments or the drill holder itself.
Morse taper cartridge
Requirements for drill chucks
Despite the fact that this part is a relatively simple design, the list of requirements for it is quite extensive. The cartridge must comply with all points specified in the regulatory documents GOST 15935-88, GOST 9953-82 and GOST 15593-70 (the main parameters have already been listed above). Moreover, each factory part must be marked, which must contain:
- Clearly visible sign of the manufacturer;
- Part size;
- Drill clamping range;
- Symbol of the cartridge.
For example: symbols in the Russian Federation are standardized values, so it is quite easy to find the required part on the market. Thus, the designation PSK 3-16 tells the buyer about the diameter in mm of the drill, the designation B16 tells the buyer about the diameter of the connecting hole of the cone in mm. The diameters of other tools are signed in the same way.
Self-clamping drill chucks with Morse taper
| Name | Order code | KM | d1,mm | D,mm | In stock | Price with VAT |
| Drill chuck PSS-8 Morse taper No. 2 | MTA2-APU8 | №2 | 1-8 | 37 | 5 pieces. | 99.00 EUR |
| Drill chuck PSS-10 Morse taper No. 2 | MTA2-APU10 | 1-10 | 45 | No | Find out the price | |
| Drill chuck PSS-13 Morse taper No. 3 | MTA3-APU13 | №3 | 1-13 | 50 | 2 pcs. | 208.00 EUR |
| Drill chuck PSS-16 Morse taper No. 3 | MTA3-APU16 | 3-16 | 58 | 3 pcs. | 192.00 EUR | |
| Drill chuck PSS-13 Morse taper No. 4 | MTA4-APU13 | №4 | 1-13 | 50 | 3 pcs. | 208.00 EUR |
| Drill chuck PSS-16 Morse taper No. 4 | MTA4-APU16 | 3-16 | 58 | No | Find out the price |
*
Cartridges with Morse taper
Such designs are typical for equipment where an appropriate conical fastening is provided. The dimensions of the equipment must strictly comply with the standards of GOST 8255-79. The key requirement is the maximum reduction in the radial runout of the tool, and the tolerance along the lower limit of fixing the drill in the chuck.
The standard sizes of the equipment in question for a drilling machine differ in the following parameters:
- According to the range of diameters of the fastening part of the drill, which can be installed in the chuck.
- According to the design of the clamping unit: key, clamping nut (with or without a locking ring).
- According to the design of the outer surface of the cartridge (not limited by GOST).
The Morse cones in the drill and chuck must match. The slightest deviation reduces the clamping force and causes the drill to run out even with minor longitudinal loads on the tool.
The Morse taper, named after its inventor Stephen Morse, is a conical element that has the ability to self-center. To universalize the fastening, a large line of adapter bushings is manufactured from one size of Morse cone to another. The marking of such bushings necessarily includes the letter “B” and two numbers characterizing the height of the conical part: for example, the designation B24 indicates that this Morse cone has a height of 24 mm. The old markings can also be found - from KM-0 to KM-7 (the old designation was tied to metric cones, and the Morse cones themselves were approximately twice as long).
A chuck with a cone allows for its convenient and coaxial installation in the spindle head of a drilling machine, because removing the Morse taper from the chuck is much more convenient than from the spindle. The presence of a Morse cone, as a transition part from the chuck to the spindle, protects the equipment elements from destruction in the event of torque overload. In this case, everything is limited only by the cone, while the cartridge itself remains intact.
Chucks with a Morse taper are designed for use with drills with a diameter of 16 to 30 mm. The kit also includes a clamping key. Such tooling is produced in accordance with the regulatory requirements of ISO 148-95, which makes the cartridges a completely unified tool. They can be successfully used both on domestic equipment and on imported drilling machines.
Use of fasteners
Among the most common fastening structures used in production are the B16 model, the slightly larger B18, and the Morse cone. The digital indicators in the model name do not correspond to the dimensional values of the chuck; for example, the cone-shaped mount for B16 drill bits is characterized by a diameter of 27 mm.
Chucks for drilling equipment may differ from each other in the following ways:
- according to the external shape and individual length of the working area;
- on some models, a protective plastic casing is sometimes present or absent;
- the method of fastening the components of the cartridge differs in different models;
- the alloy from which the machine part is made differs in color.
To expand the capabilities of the drilling device, it is equipped with additional adapters with a cone. Thanks to this improvement, it is possible to install cartridges with a reduced or significantly larger Morse cone.
The most functional and durable type of fastener is also distinguished - quick-clamping, it is ideal for highly efficient equipment operating at high speeds. Thanks to the tapered shanks, the part is characterized by high versatility. But the cost of this piece of equipment is unattainable.
Choosing the type of cartridge among the modern variety of these parts is not difficult if you give preference to universal varieties. But professional activities associated with high-precision and complex drilling require a scrupulous analysis of the parts of the chuck; this is not carried out by every specialist in this field.
Rules for assembly and disassembly
Sometimes there may be times when detailed cleaning is required for the equipment to function properly. You can disassemble almost any cartridge, but you can’t put it back together. A quick-release fastener often has a casing with its components located underneath it. In this case, disassembling or using surface cleaning of parts must be determined by removing the plastic casing.
As a rule, it can be disassembled using brute force by securing it in a vice and tapping the back side with a hammer. This method is applicable to prefabricated structures where all parts are made of thick metal, but not from a single piece of metal.
It is impossible to disassemble a quick-clamping cam, in which the holder and the crown form a monolith, using force alone. Due to its design, a heating tool may be required. For example, a construction hair dryer, which is capable of heating the metal up to 300 degrees. Before installing the chuck in a vice with a rotating ring, you need to hide its jaws inside. Heating of the rotating ring must be done from the outside, cooling it from the inside with the help of a cotton material installed inside, which is regularly poured with cold water while the part is heating.
After the required heating temperature, you can knock out the base from the ring, which will remain in the vice. The assembly process also requires heating the part.
All of the chucks described above are used to clamp tools while drilling different holes on various machines - lathes, drills, etc. The parameters described above will certainly help you choose the appropriate and correct tools for production and for yourself personally.
Disassembling and assembling cartridges
There are times when a cartridge requires detailed cleaning to continue its normal service life. Almost anything can be taken apart, but not put back together. A quick-release fastener often has a casing under which its components are hidden. In this case, disassembly or surface cleaning of the parts will have to be determined by removing the plastic casing.
Most often, you can disassemble it using brute physical force, holding it in a vice and tapping it on the back with a hammer. This method is applicable for prefabricated structures, the parts of which are made of thick metal, but not from a single piece of metal.
It will not be possible to disassemble a cam quick-clamp, where the crown and the holder form a monolith, using force alone. Due to its design, a heating tool may be required. For example, a construction hair dryer can heat the metal up to 250 ⁰ C. Before inserting the cartridge with a rotating ring into a vice, you need to hide its jaws inside. Heating of the rotating ring must be done from the outside, cooling it from the inside with the help of a cotton material inserted inside, which is periodically poured with cold water while the part is heating.
After sufficient heating temperature, you can knock the base out of the ring, which will remain in the vice. During assembly, the part will also need to be heated.
Three jaw drill chuck
There are two- and three-jaw chucks. In a two-jaw chuck, the tool is clamped by a tangentially located pair of jaws, which can move in the internal grooves of the housing. Using a threaded wrench, you can move the screw located inside the chuck, which closes and opens the cam clamps. Despite the simplicity of the design, the possibility of fixing drills with large diameters, as well as the high durability of flat wedge-shaped jaws that undergo hardening heat treatment, such chucks do not provide good axial centering, therefore, in practice they are used less often than three-jaw chucks.
Three cams are placed in the housing at an angle that prevents self-braking of the elements. When the key, which is inserted into the corresponding hole on the body, rotates, the cage and nut begin to move. As a result, the cams are retracted, and simultaneously in the radial and axial directions. Along the axis of the chuck, a space is formed where the tool shank is placed. When the shank rests on the thrust bearing, the key is turned in the opposite direction and the cams are brought into tight contact with the conical part of the shank. At the same time, the axial orientation of the tool relative to the spindle is also carried out.
Due to the simplicity of the design and the method of adjusting the tool, three-jaw chucks are primarily used in small workshops, as well as in household drilling machines. The disadvantage of three-jaw chucks is noticeable wear of the jaws, especially if they are heat treated to insufficient hardness.
In addition to the designs described, other types of cartridges are also used. For example, collet chucks are used to install relatively small diameter drills. In them, fixation is carried out by pressing the split sleeve, where the drill is located, with a union nut. It moves along the threads that are on the body of such a cartridge and reliably presses the sleeve against the collar of the cylindrical part of the body. Collet chucks, unlike jaw chucks, are much easier to disassemble, which facilitates the process of cleaning and repairing them.
For precision and high-speed drilling machines, chucks with a hollow shank are most effective. The upper part of such a shank is threaded, and in the lower part there is a hole into which coolant is supplied under pressure of up to 50 atmospheres. Drill chucks of the HEHA series allow coolant to be supplied through radially or coaxially located holes in the body. A peculiarity of the use of such equipment is the need for its dynamic balancing, which takes into account both the torques from the drilling machine drive and the pressure created by the coolant flow.
Hidden wiring detector. X-ray for walls
Mounting gun. Hammering nails into concrete
Shank versions:
- With a foot (“drilling”) - fixation in the spindle groove by wedging the foot. The foot is also designed to make it easier to knock out the mandrel or drill from the spindle.
- With thread (“milling”) - fixation in the spindle with a dowel that is screwed into the end of the cone. Removing the tool is more convenient than when using a foot.
- Without thread and foot
Available with coolant supply through a mandrel.
Due to the jamming of the mandrel in the spindle, this cone can only be used in machines with manual tool change. These days it is most commonly found on lathes to equip the tailstock.
DIN 228 Type A (“threaded”)
| MK | a | b | d1 | d2 | d4 | d6 | d7 | d8 | d9 |
| 0 | 3 | 3.9 | 9.045 | 9.2 | 6 | 6 | — | — | — |
| 1 | 3.5 | 5.2 | 12.065 | 12.2 | 9 | 8.7 | 8.5 | 6.4 | M6 |
| 2 | 5 | 6.3 | 17.780 | 18 | 14 | 13.5 | 13.2 | 10.5 | M10 |
| 3 | 5 | 7.9 | 23.825 | 24.1 | 19 | 18.5 | 16 | 13 | M12 |
| 4 | 6.5 | 11.9 | 31.267 | 31.6 | 25 | 24.5 | 21.5 | 17 | M16 |
| 5 | 6.5 | 15.9 | 44.399 | 44.7 | 35.7 | 35.7 | 26 | 21 | M20 |
| 6 | 8 | 19.0 | 63.348 | 63.8 | 51 | 51 | 32 | 25 | M24 |
| 7 | 9,5 | 28,5 | 83,058 | 83,5 | 66 | 66,8 | — | — | — |
DIN 228 Type B (“with claw”)
| MK | l1 | l2 | l3 | l4 | l5 | l6 | l7 | r2 | a/2 |
| 0 | 50 | 4 | — | — | — | 56.5 | 10.5 | 4 | 1°29’27» |
| 1 | 53.5 | 5 | 16 | 22 | 4 | 62 | 13.5 | 5 | 1°25’43» |
| 2 | 64 | 5 | 24 | 31.5 | 5 | 75 | 16 | 6 | 1°25’50» |
| 3 | 81 | 7 | 24 | 33.5 | 5.5 | 94 | 20 | 7 | 1°26’16» |
| 4 | 102.5 | 9 | 32 | 42.5 | 8.2 | 117.5 | 24 | 8 | 1°29’15» |
| 5 | 129.5 | 10 | 40 | 52.5 | 10 | 149.5 | 29 | 10 | 1°30’26» |
| 6 | 182 | 16 | 47 | 61.5 | 11.5 | 210 | 40 | 13 | 1°29’36» |
| 7 | 250,5 | 18 | — | — | — | 286 | 54 | 19 | 1°29’22’’ |
Disassembling the cartridge
Like any tool, the cartridge may require cleaning to continue its normal operation, which will require disassembling it. Disassembly can be done in several ways.
If the cartridge is not a monolithic part consisting of a single piece of any metal or alloy, then disassembly can be carried out using the impact method by tapping a hammer on its back side (the outer ring in this case slides off the internal gear rim, which allows for complete disassemble the part).
The thermal method involves a step-by-step disassembly process.
- 1. it is imperative to remove the holding cams inside (so that they are flush with the surface of the cartridge itself),
- 2. then install the chuck with a rotating ring in a vice
- 3. Then you should heat the clamped ring with a hair dryer (or some kind of burner) to 250°, after carefully placing a cold, damp bandage (or gauze) inside.
- 4. After the ring has warmed up well, the base of the chuck must be knocked out (the ring itself will remain in the vice) towards the jaws.
You should pay attention to the thickness of the metal so that upon impact the part does not deform. Reassembly of the cartridge must also be done under heat.
The use of a cloth soaked in cold water is mandatory, as it helps cool the part from the inside; If heating takes too long, an external water supply should be provided.
Reassembly of the cartridge must also be done under heat. The use of a cloth soaked in cold water is mandatory, as it helps cool the part from the inside; If heating takes too long, an external water supply should be provided.
Classification
- The quick change drill chuck is used with a replaceable sleeve for taper shank drills;
- The safety chuck for cutting threads in blind and through holes has a more complex structure. It consists of clutch cams, driven coupling halves, main clutch cam, spring and adjusting nut. It is used as a holder for notes.
- A collet drill chuck consists of a shank connected to a cylindrical part. There is a split sleeve between the clamp and the shank inside the chuck.
- The double-jaw drill chuck clamps the drill using internal hooks at the top of the chuck, secured by a spring. This explains its peculiarity of use for thin drills and use with low loads on the drill.
Only drill chucks with a key that have a Morse taper have the corresponding requirements in accordance with GOST 8522-79; having met the GOST indication, the compliance with the size of the Morse taper used for a given size can be determined from the table. The quick-clamp does not have a cone, but unlike its counterpart with a key, it has an internal thread, the range of which must be indicated in the marking.
Morse taper adapter bushings for drilling (with foot), GOST 13598
| Name | Order code | TO | K1 | In stock | |
| Adapter sleeve 3/1 | MTA3-MTA1 | №3 | №1 | 2 pcs. | Find out the price |
| Adapter sleeve 3/2 | MTA3-MTA2 | №2 | 2 pcs. | Find out the price | |
| Adapter sleeve 4/2 | MTA4-MTA2 | №4 | №2 | 2 pcs. | Find out the price |
| Adapter sleeve 4/3 | MTA4-MTA3 | №3 | 2 pcs. | Find out the price | |
| Adapter sleeve 5/3 | MTA5-MTA3 | №5 | №3 | 2 pcs. | Find out the price |
| Adapter sleeve 5/4 | MTA5-MTA4 | №4 | 2 pcs. | Find out the price | |
| Adapter sleeve 6/5 | MTA6-MTA5 | №6 | №5 | 2 pcs. | Find out the price |
There are a number of compatible standards for Morse taper shanks used on universal milling, drilling and turning machines.