To ensure normal functionality of turning equipment, it requires certain equipment. In some cases, the workpiece is fixed on the machine using a chuck, but it is not used when processing products with a large center hole.
In this case, special machine centers are used, which allow processing of metal with high precision. It is worth considering that the workpiece is placed in the center only after it has been centered.
Design of rotating centers
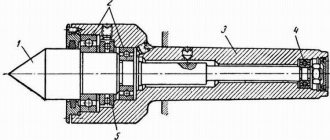
The figure above shows the design of the center intended for fixing the tailstock quill of a lathe into the conical groove. The working part or center (1) rotates thanks to ball bearings (2) and (4); in other design options, needle bearings are used. The axial pressure arising during operation is compensated by the thrust ball bearing (5). Fastening in the quill is provided by a conical shank (3). To accurately determine axial forces, some designs have a built-in device.
More reliable fixation of workpieces, especially when working with heavy parts at high speeds, is ensured by centers built into the quill. This design, shown in the figure below, provides higher fixation rigidity, which is optimal when preparing large-section chips.
There is a specially bored hole in the front part of the quill (1). It contains bearings for the sleeve (4) - thrust (3) located in the front part to absorb axial load and radial (2). A conical hole is machined in the bushing for the center (5). This design can be used to attach a drill or any other axial tool, for which the sleeve is connected with a stopper to the quill.
Wood lathe: device, structural components, making a homemade one
The first machine that every craftsman feels the need for is a tabletop drill, or simply a drill. But after purchasing it or making it yourself, it soon turns out that you need to sharpen something, and a lathe costs an order of magnitude more. The temptation is great to make a universal lathe like the one in Fig. below:
Homemade universal lathe
One can only take off one's hat to the ingenuity, skill and accuracy of such masters. Yes, you can also turn wood on a metal lathe; Many of these benchtop lathes come with inserts in the spindle chuck to hold the wood workpiece. But - alas! – a homemade universal lathe will not hold precision on metal for long.
The point is not only that the cutting force of metal is many times greater than that of wood. The physics of metal cutting itself is completely different. In order not to go into the basics, even a cursory superficial review of which would require an inordinate amount of space, let’s take it and compare it: have you seen a metal cutter as sharp as a chisel or a piece of iron on a plane? And what happens if you cut down a tree with a chisel? The drill can still cope with both materials: there the cutting force is symmetrically concentrated on the working body itself. But as for the metal point, the requirements for the machine tool, the requirements for the machine tool for it turn out to be such that machine tool building became a separate industry long before the industrial era. The best machine-building plant does not make its own machines - it’s too much for them. However, it is quite possible to assemble a wood lathe with your own hands, and in such a way that it will maintain the maximum achievable processing accuracy of +/–0.5 mm on wood for many years, if not decades. You still can’t do without 2-3 turning operations on metal (see below), but in this case they can be performed to order by a turner of 2-3 categories on a regular, not high-precision, machine, even if it’s a restored DIP. And, of course, you will need to buy a set of cutters for processing wood on a lathe, see figure. Everything else will not require any additional costs.
Set of cutters for processing wood on a lathe
Scope of application and features
Rotating centers are used in lathes for turning parts at rotation speeds of more than 75 m/min. At this speed, the process of increased wear of the center cone and the center hole of the workpiece begins. A partial way to solve the problem is to use lubricant and carbide tips, but the best option is to use a rotating center.
Main advantages of the equipment:
- Versatility. When using centers with replaceable attachments, parts with different conical axial holes can be processed.
- High load-bearing characteristics, significantly exceeding those of thrust clamps.
- Long service life due to reduced wear.
- Ability to work under high loads.
The main disadvantage is the presence of radial runout. This problem can be solved by using equipment with an acceptable runout indicator, or finishing at low speeds using a fixed center.
Types of rotating centers
Depending on the shape of the fixing part, two types of rotating centers are available:
- with a working cone for fastening workpieces with center holes;
- with mushroom-shaped attachment for workpieces with an internal hole - pipes, hollow shafts, etc.
By design, the equipment is divided into:
- Center with permanent roller (type A)
- Center with replaceable nozzle (type B)
The cone of the center roller is machined at 60° (version 1) or may have an additional groove for a 30° cone (version 2).
Symbol of equipment: Center A-1-4-NP GOST 8742-75
Type A, version 1 with Morse taper 4 of increased accuracy and normal series.
Table of basic equipment parameters
| Rotating machine centers GOST 8742-75 Type A - with permanent center roller Type B - with an attachment on the center roller | ||||||||||
| Center rotating type-version-Morse taper-series | d | D | L 1 row L 2 row | L 1 row L 2 row | D1 | l1 | ||||
| Rotating center A-1-2-N | Rotating center A-2-2-N | Rotating center B-2-N | 22 | 56 | 160 | 90 | 56 | 24 | ||
| Rotating center A-1-3-N | Rotating center A-2-3-N | Rotating center B-3-N | 25 | 63 | 180 | 185 | 94 | 99 | 63 | 26 |
| Rotating center A-1-4-N | Rotating center A-2-4-N | Rotating center B-4-N | 28 | 71 | 210 | 225 | 101 | 116 | 71 | 30 |
| Rotating center A-1-5-N | Rotating center A-2-5-N | Rotating center B-5-N | 32 | 80 | 240 | 260 | 104 | 124 | 80 | 34 |
| Rotating center A-1-4-U | Rotating center A-2-4-U | Rotating center B-4-U | 36 | 75 | 220 | 235 | 111 | 126 | 75 | 36 |
| Rotating center A-1-5-U | Rotating center A-2-5-U | Rotating center B-5-U | 40 | 90 | 250 | 275 | 114 | 139 | 90 | 45 |
| Rotating center A-1-6-U | Rotating center A-2-6-U | Rotating center B-6-U | 56 | 125 | 340 | 360 | 150 | 170 | 125 | 56 |
Comments • 46
This is how I make the center of any shape ru-clip.com/video/C9-JP68dHsw/video.html subscribe.
I am not at home at the moment. Everything is the same: two drills, turning the upper slide. Nothing new or interesting. I can shoot a video for you. Remind me after April 2.
@Anatoly Sandimiro excellent. curious to see for experience..
The inner center can also be sanded with a small stone. Available with a diameter of 2 mm. I even have 1.5 mm.
@Anatoly Sandimirov yes, your method is simpler. But I think it will be difficult to make an illt to fix any special center such as an internal one.
Good way. I correct the center differently: ru-clip.com/video/rpREM7K7HLs/video.html
Thank you! Subscribed. I recently bought a TV-4. In the spring I will connect the power (small problems with switching) and start studying using your videos.
I'll be glad if it's useful.
What bearings do you use? GOST or international marking. radial contact small sizes are difficult to find. The Chinese have E5 or E6.
I used regular #18.
I would like to purchase such a center from you, is this possible?
Sorry. I don't work on orders.
Soooo. Here's how to make a rotating center without a lathe? This is something to look at and grasp. And with a lathe.
Sorry, I didn’t understand you right away. What is the cone in ZB? Is it not possible to purchase a ready-made one? Or are there some subtleties there? I have never worked on woodworking machines.
@Anatoly Sandimirov Why did you decide that there is no machine? Yes, but on wood. 3 jokes. There is also a rear headstock and a rotating stop, albeit on one bearing. And it was made without lathe. Shit, damn it, but I carved it out with a grinder. Yesterday I completed the last, so to speak special one, installed a motor from a washing machine with controls, turned out the first smoking pipe on it, a test of the pen. We need to make the cutters now. I raised the motor 15 cm from the frame (a piece of channel), the stop moves, you can sharpen the plates. And you can also get cuckolded. Although I limited the speed - the upper limit. How bad it is to live, damn it, without a jig boring machine. or at least a lathe. . )))
Why do you need a rotating center if you don’t have a lathe?