Terms defining the function of the saw blade
Saw blades differ in the number of teeth and configuration. There are blades:
- monolithic or solid;
- with hard coating in the working area;
- with soldered carbide plates;
- without teeth, such as continuous rim;
- with wide and thin projections;
- with negative and positive rake angles;
- universal disks.
This variety can be confusing when choosing the right drive. We'll figure out.
Number of teeth
Blades with fewer teeth make a rougher cut. The advantage of smaller quantities is high cutting speed. For construction work, a 24-tooth disc with a diameter of 180 mm is sufficient. The thin slotted blade is suitable for hardwood cutting and trimming where a clean edge is required. For a 180-190mm circular saw, a blade with 40 teeth or higher will ensure a clean cut.
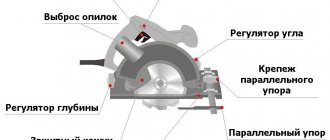
Sawdust removal efficiency
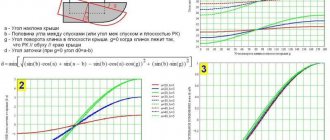
The position of the tooth, where it points down towards the surface of the wood and forms a positive angle, results in a fast but rough cut. There is a large gap and recess between them, which facilitates better cleaning of sawdust. The photo shows a positive tooth angle. A negative tooth angle cuts less aggressively, removing less waste as quickly, but produces a smoother cut. The angle is indicated on the disk: 5 neg - 5 degrees negative, 10 pos - positive 10 degrees.
Types of teeth by shape and sharpening angle
This distinguishing factor of a saw blade is the angle of the tooth across or perpendicular to the rotation of the blade. The higher the bevel angle, the cleaner and smoother the cut. Some blades have very large bevel angles for cutting composite materials such as plastic or others that are susceptible to tearing/chipping when the tooth comes out. Bevels can be flat (no angle), interleaved, heavily interleaved, or another configuration discussed below.
Wiring
This is the width of the tooth at its widest point and therefore the width of the cut. If it is greater than the thickness of the tooth, then the setting is normal. Otherwise, the wiring is carried out by specialists using the following methods:
- 1 through 2 teeth is moved in the opposite direction;
- each tooth is alternately moved in different directions at equal distances from the plane of the disc;
- also, but distances with different deviations within 0.3-0.7 mm.
A thin kerf causes less cutting resistance and is therefore better suited for low-power saws. Originally, the thin blades would vibrate or wobble, causing problems when cutting wood. New blade technology with vibration-reducing designs has brought some improvements to the fine-kerf blade segment, increasing demand for cordless circular saw users.
Expert advice
Experience is a useful thing, thanks to which you can avoid a number of mistakes typical for beginners. Therefore, paying attention to the advice of experts is very useful if you want to achieve a positive result for yourself when turning a circular saw.
- Always use safety glasses. For some reason, many people ignore this rule, which is why the masters themselves then suffer. Therefore, before you start sharpening, be sure to wear all the necessary protective equipment;
- Do not attempt to remove more metal than required. Remove just enough to remove all existing cracks, burrs and irregularities;
- During turning, be sure to keep the disk in a constant position;
- If the disc has not been sharpened for a long time, you will have to remove a larger layer of metal;
- Keep all teeth identical in shape and height.
Initially, it seems that sharpening is a technologically complex process. But with a little experience, you will be able to sharpen circular saw blades easily.
Sharpening with a grinder
If you wish, you can speed up the process by using a power tool. To do this, you will need to secure the saw blade horizontally so that its teeth protrude slightly beyond the edge of the workbench using several clamps. The tighter the fixation, the less errors in sharpening due to vibration will be. Before using the grinder, you should perform the same preparatory operations as in the case of manual sharpening, namely checking the setting and height of the teeth.
To remove the metal layer, not grinding, but cutting abrasive discs are used. The fact is that the spacing between the teeth is small, and it is impossible to place a thick disk there without damaging the adjacent tooth. Cutting wheels with a thickness of 0.8-1.5 mm will be optimal.
When performing work, it is mandatory to use protective equipment, at least special glasses and gloves. This will protect you if the cutting wheel is damaged. The shield must also be mounted in the correct place.
The disc must be carefully passed in the space between each tooth, sharpening first one side and then the other. In this case, you need to be quite good at handling an angle grinder, since the sharpening angle and the amount of metal removed is controlled only by the worker himself. If you have doubts about the success of such a project, it is better to first experiment with an old hacksaw that you won’t mind ruining in order to get better at it.
Signs of wear
Saw sharpening is a common activity, as is DIY chain sharpening. You can entrust the device with carbide, pobedit tips to specialists. This is due to the fact that pobedit tips have increased hardness, which makes it impossible to sharpen with a regular file. This will require an expensive diamond grinding tool.
The first thing you need to do is determine the current condition of the saw wheels. Chainsaw blades and chains show certain signs of wear. If you are aware of them, you will easily know that the sharpness of the circular saw has deteriorated significantly.
- The temperature on the motor housing of your circular saw has started to rise significantly.
- To cut a workpiece, you have to put in more physical effort with your hands. A similar phenomenon is typical for dull chainsaws.
- Smoke may occasionally come out of the engine.
- When processing workpieces, an unpleasant burning aroma is formed.
- Dark spots form on the edges of the saw blade. This is soot. It can also appear on the surface of chainsaw chains.
- The wooden workpiece begins to move jerkily around the machine, although during normal sharpening the movements should be smooth.
- There is some extraneous noise when the machine is operating.
- The geometry of the teeth of the saw blades of your circular saw is disrupted.
Preparation
Before starting work, it is necessary to de-energize the tool, the part of which has lost its previous characteristics. The disk is tightly fixed using special bars, which are placed on both sides of it. Marks are placed on the blade for all teeth, and equal forces and an identical number of tool movements are applied in the process. This way you can produce high-quality, uniform processing of the disc.
The part is installed back after achieving the required appearance and checking the sharpening angles. Next, you need to make a test cut on the machine and verify the quality of the work performed.
It is important that all the teeth are placed on the same plane, otherwise the movement of the block will be uneven, and the operation of the machine will be accompanied by characteristic noise. This is also possible if some teeth require adjustment
If you sharpen saw blades yourself, it is worth remembering about the spread of the edges, in which all the teeth gradually bend in different directions, but the distance between them remains the same. These actions can be performed using a special tool called a routing; it ensures a uniform bend in the middle part of all elements. After this procedure, the saw will move more freely, and the width of the cut will become larger.
Taking into account the fact that the cut is made not by the disk itself, but by its edges, which gradually remove layers of wood, it becomes clear that with an increase in the spread of the teeth, the likelihood of jamming decreases, and the cut becomes wider. It is worth noting that in this case, more effort has to be applied to operate the tool. In the absence of special devices, many people use an adjustable wrench to spread the teeth, but this technique has many limitations and is not suitable for all saws.
The type of wiring is primarily influenced by the type of wood that will subsequently be processed. For example, to obtain an even cut without any imperfections or protrusions on soft rock, a large setting is required. It is desirable that the teeth deviate in the selected direction by 5-10 mm. Sharpening saw blades for wood is carried out only after setting, otherwise the teeth will be unsuitable for use due to the resulting deformation.
Circulating saws - what are they?
A saw blade, when properly sharpened and set with teeth, is capable of high-quality and accurate sawing of the workpiece in any cutting direction relative to the fibers.
There are several types of cutting blades for a circular saw:
Carbide circular saw - characteristics
- Discs with a base and cutting area made of solid metal;
- Discs with a solid metal base and coating of hard structure materials on the teeth;
- Metal blades with carbide tipped.
High-quality cutting of workpieces is impossible when the teeth are worn out or dull. An accompanying phenomenon of working with a blunt tool will be excessive load on the engine, the risk of jamming, and unsafe cutting operations. Circular saws need to be sharpened.
For cutting hardwood, it is permissible to use only discs that have special grooves. Technological breaks in the blade prevent general deformation of the tool during possible heating during operation. This eliminates the appearance of a vibration background and deterioration of the cut line.
The need for sharpening
Sharpening circular saw blades is required when the work becomes impossible. This can be understood by three signals:
- Heating of the protective casing. Smoke appears from under it and leaves the cutting zone.
- The need for additional effort when feeding the workpiece at the time of cutting.
- When wood comes into contact with cutting metal, a burning sensation and smell appear.
Carbide tooth geometry
The carbide tooth has four working planes - front (A), rear (B), and two auxiliary lateral (C). Intersecting each other, these planes form cutting edges - the main one (1) and two auxiliary ones (2 and 3). The given definition of tooth faces and edges is given in accordance with GOST 9769-79.
Carbide saw blade tooth
The following types of teeth are distinguished by shape.
Straight tooth
. Typically used in saws for fast rip cutting, where quality is not particularly important.
Straight tooth
Oblique (beveled) tooth
with left and right angle of inclination of the rear plane. Teeth with different angles of inclination alternate with each other, which is why they are called alternately beveled. This is the most common tooth shape. Depending on the sharpening angles, saws with alternately beveled teeth are used for sawing a wide variety of materials (wood, chipboard, plastics) - both in the longitudinal and transverse directions. Saws with a large angle of inclination of the rear plane are used as scoring saws when cutting boards with double-sided lamination. Their use allows you to avoid chipping the coating at the edges of the cut. Increasing the bevel angle reduces the cutting force and reduces the risk of chipping, but at the same time reduces the durability and strength of the tooth.
Oblique tooth with beveled back plane
The teeth can have an inclination not only of the rear, but also of the front plane.
Oblique tooth with beveled front plane
Trapezoid tooth
. A feature of these teeth is the relatively slow rate of dulling of the cutting edges compared to alternately beveled teeth. They are usually used in combination with a straight tooth.
Trapezoid tooth
Alternating teeth of different shapes
Alternating with the latter and slightly rising above it, the trapezoidal tooth performs rough sawing, and the straight tooth that follows it performs finishing. Saws with alternating straight and trapezoidal teeth are used for cutting boards with double-sided lamination (chipboard, MDF, etc.), as well as for sawing plastics.
Conical tooth
. Saws with a conical tooth are auxiliary and are used to cut the bottom layer of the laminate, protecting it from chipping when the main saw passes.
Conical tooth
In the vast majority of cases, the front edge of the teeth is flat, but there are saws with a concave front edge. They are used for fine cross cutting.
Tooth with a concave front surface
Tooth sharpening angles
There are four main sharpening angles for a circular saw, which, along with the shape of the tooth, determine its characteristics. These are the front angle (γ), rear angle (α) and the bevel angles of the front and rear planes (ε1 and ε2). The sharpening angle (β) has an auxiliary value, since it is specified by the front and rear angles (β=90°-γ-α).
Circular saw teeth sharpening angles
The sharpening angle values are determined by the purpose of the saw - i.e. depending on what material it is intended for cutting and in what direction. Rip saws have a relatively large rake angle (15°-25°). For crosscut saws, the angle γ usually ranges from 5-10°. Universal saws designed for cross-cutting and longitudinal sawing have an average rake angle - usually 15°.
The sharpening angles are determined not only by the direction of the cut, but also by the hardness of the material being cut. The higher the hardness, the smaller the rake and back angles should be (smaller tooth sharpening).
The front angle can be not only positive, but also negative. Saws with this angle are used for cutting non-ferrous metals and plastics.
Principles and angles of sharpening
There are four main sharpening angles on the edges of the saw. They, together with the tooth shape, can act as the main performance characteristics of the tool. To describe each tooth we use:
- Front and back angle.
- Cutting angles of the front and back surfaces.
These characteristics may depend on the type and weight of the circular saw, its purpose, and the density of the particular surface.
Sharpening angles in the diagram
Based on the parameters indicated above, all circulars can be divided into several types:
- For cutting longitudinal holes. When performing this task, you should use a rake sharpening angle of 15 to 25 degrees.
- For cross cutting. In this situation, the rake angle can vary from 5 to 10 degrees.
- Universal sharpening. To perform any operations, saws are sharpened at an angle of 15 degrees.
The size of the sharpened angle is determined not only by the direction of movement of the saw, it is also related to the material of the workpiece. If you need to cut through very hard materials, you should choose the smallest angle. To work with softer products, the angle increases.
Important! If a carbide saw is used long enough, the maximum wear can be seen on the top cutting edge. A detailed examination of the tooth plane shows that the front surface of the material suffers the most.
How to determine when it’s time to sharpen a hacksaw?
How to determine when it's time to sharpen the teeth of the tool.
An experienced owner knows when and how to sharpen a hacksaw, but it is not difficult for the average person to determine this point on their own. As a rule, the sound produced during operation and the uniformity of the color of the cutting edge change.
Sharp cutters are characterized by uniform wear of the cutting edge.
The following signs indicate the need to “correct” the saw:
• sawing is difficult and uneven; • the cut is uneven; • the blade often gets stuck; • it becomes difficult to maintain a given trajectory.
In addition, a dull hacksaw often gets stuck and requires a lot of effort to complete the process.
Required Tools
You can sharpen disks for a circular plate with your own hands only if you have special tools. There is also a machine that allows you to automate the process and make it more efficient.
To carry out the work of sharpening a disc with your own hands, you can use the following tools:
- assembly vice;
- file;
- block of wood.
You can also use a circular saw sharpener, which does not require the above tools.
When is it necessary to carry out restoration work on circular saws?
A rather important issue is determining when circular saws should be sharpened. Excessive wear may make it impossible to carry out such work. There are three clear signals that determine the need to sharpen a circular saw blade:
- Smoke appears, the protective casing heats up. The device, as a rule, has a special protective casing, which can heat up if the disk becomes dull. It should also be noted that in special cases, smoke appears due to the strong heating of the cutting zone.
- Also, with mechanical feeding, when the pressure is adjusted with your own hands, great force should be applied to obtain the desired result.
- When processing wood or other material, traces of soot and a corresponding odor appear in the cutting area.
In the above situations, it is recommended to sharpen the circular saw blade.
Ways to increase the service life of saw blades
The process of forming a new cutting edge is labor-intensive and time-consuming. Therefore, it is recommended to fulfill a number of conditions to increase the service life of the disk.
First of all, you should read the manufacturer's recommendations. They indicate the number of revolutions (maximum and minimum) for various types of processed materials. For metal this parameter should be less than for wood.
Hard solders have a long service life. However, they are more likely to chip and break off. Alternative soft is practically not susceptible to such defects. But its service life is shorter than that of a solid one.
The appearance of roughness on the cutting surface is not allowed. In the future, they can lead to chips and cracks.
The video shows an example of a do-it-yourself disc sharpening machine:
Important Features
So that readers do not get lost in the wilds of the modern market for accessories for circular saws, we have prepared 5 main criteria that will help you make your choice. Let's consider them in order of importance.
Read also: How to desolder parts from a board
External diameter
The outer or outer diameter of the disk should not exceed the dimensions of the circular saw casing, otherwise it will not be possible to install it in the seat. Increasing the parameter leads to an increase in the depth of cut. The characteristics vary from 65 to 500 mm.
Landing diameter
Landing, or internal diameter - the size of the hole in the center of the equipment. Determines whether the saw blade will fit on the spindle. The most popular sizes: 16 , 20 , 22 , 30 and 32 mm. But the full range is much wider - from 11 to 50 mm.
Manufacturers may install pins on the saw seat for additional fixation . In this case, you need to choose a disk with appropriate holes .
Number of teeth
As the number of teeth increases the processing speed decreases , but the cleanliness of the cut improves . And vice versa: the fewer teeth, the faster the work goes , but the cut becomes less and less accurate . The characteristic has its own classification, presented in the table:
| № | Name | Number of teeth, pcs |
| 1 | Big | 80-90 |
| 2 | Average | 40-80 |
| 3 | Small | 10-40 |
Tooth sharpening angle
Sharpening inclination is the angle of deviation of the cutting edge of the tooth from the radius of the saw blade. The picture clearly shows how a characteristic can influence the work process. The angles are:
Standard : 5-15 °. Universal sharpening. Suitable for all types of cuts.
Positive : 15-20 °. Ideal for rip sawing due to its gripping effect.
Negative : from to – 5 °. Used for cross cutting, does not form chips.
Disc thickness
The standard parameter is 3.2 mm. The thinner the disk, the more it heats up and the faster it fails. The large thickness guarantees a long service life of the equipment, but slows down the work. In this case, the excess consumption of material increases due to the wide cut.
Popular manufacturers
The modern market is full of offers from manufacturers. But there are companies that are time-tested. It is their products that are preferred by owners of circular saws. A short list of popular brands is as follows:
- CMT. The company appeared in Italy back in 1962. Production was moved to China, and only the head office remained in Europe.
- "Makita". The year the company was founded was 1915. Much time has passed since then, but Japanese products are still popular all over the world.
- "Bosch". This name has long been a symbol of unsurpassed quality. Saw blades under the Bosh brand are welcome guests in every home workshop.
- "Attack". The organization appeared in 1998 in Russia. It can rightfully be called the oldest supplier of consumables on the domestic market.
- Metabo. The name comes from the German name for a hand drill. The assembly of the first products began in Germany after 1924.
- Dewalt. The company's victorious march around the planet started in the USA. Since 1922, the brand has produced accessories for power tools.
Advanced technologies are not easy to understand. Tooling manufacturers are constantly improving their production. We invite you to watch a video that will help you make the right choice and learn a lot of useful information:
Option 1 - making a simple sharpening machine from a sharpener
DIY table for a circular saw
The first option for manufacturing the simplest sharpening equipment has the following form:
- On the workbench there is an emery machine, on the shaft of which there is a diamond-coated circle
- A fixed base is made from chipboard. This base simultaneously acts as a guide along which the moving frame will move
- At the next stage, a movable frame is made from chipboard or plywood, the walls of which should be directed downwards and act as a moving mechanism
- A disc clamp of the appropriate diameter is placed on the outside of the movable frame, and a groove is also made
- The result is a finished sharpening machine for saw blades
The manufacture of such a device requires a minimum of time and costs, and the effectiveness of its use is 100%. Details in the video:
Disc sharpening
An experienced master usually immediately understands when the teeth begin to deteriorate. This can be determined by the following signs:
If the teeth become dull, it is advisable to sharpen the saw as quickly as possible. Many home craftsmen mistakenly believe that you can get injured from a sharp saw much faster than from a dull saw. In fact, the opposite is true. This paradox can be explained simply: when a sawyer operates a dull saw, he has to apply physical force. If you miscalculate the force or apply it in the wrong direction, it is very easy to injure your hand. And if the sawyer uses a well-sharpened tool, no effort is required, the main thing is precise and careful movements.
Using a special machine
Of course, the easiest way to sharpen a circular saw is on a special industrial machine. Such machines are quite expensive. Purchasing a sharpening machine for personal use is only beneficial if the home craftsman works daily and saws large volumes of wood . Sharpening services are also available in many specialized stores.
. A saw sharpening machine is somewhat reminiscent of a pottery wheel on which a saw blade rotates, placed strictly in a horizontal plane. The sharpening process consists of the following steps:
Sharpening saw blades on a machine is very convenient. The main thing is to follow safety precautions and under no circumstances adjust the saw blade while the machine is running. All manipulations with the disk are carried out only when the sharpening machine is turned off.
Self-sharpening
Many home craftsmen do an excellent job of sharpening circular saws without a special machine. Most owners of circular saws have long been accustomed to sharpening saw blades on the fly, using an ordinary file or other available sharpening tools. However, this method is very inconvenient and traumatic. In addition, when sharpening by hand, you can accidentally miss individual teeth. Therefore, this method should not be used.
Experienced sawmills usually make a round wooden stand for sharpening saws, on which the saw blade is placed. The operating principle of such mini-machines is approximately the same as the operating principle of industrially produced machines.
Masters believe that before sharpening saw blades should be slightly damp - this makes sharpening much easier. To do this, sharpeners wet the saw blades with water.
th and various chemicals. However, experts say that in fact this method only brings harm. Any liquid corrodes the metal and causes it to corrode, that is, contributes to the appearance of rust.
When sharpening yourself, you need to be careful not to miss a single tooth. Even if only a few teeth have become dull and the rest remain sharp, absolutely all teeth need to be sharpened. It will work correctly
only if all sawing elements are sharpened equally.
Sharpening a circular saw yourself is not as difficult as it seems. How exactly to sharpen a saw, on an industrial machine or on a primitive stand, is up to each home craftsman to choose for himself. However, in any case, it is necessary to strictly observe basic safety precautions and sharpen the teeth as sharply as possible. If you encounter difficulties associated with sharpening a circular saw at home, you should consult a specialist. If you regularly maintain your circular saw, it will serve faithfully for many years.
Any cutting tool tends to become dull during use. This also applies to carbide saw blades, which must be sharpened regularly in order for wood to be sawed quickly and efficiently.
The easiest way to sharpen teeth on a circular saw is to use a regular file. But when working with your own hands, to bring the cutting tool into working condition, many difficulties arise that only a good specialist with sufficient experience can cope with. It is much easier, faster and more efficient to use a homemade machine for sharpening circular saws or a sharpening machine for circular knives for this operation.
If you have a homemade electric sharpening machine for circular saws, regardless of whether it is a factory tool or a homemade one, you should know the basic principles of using such equipment. Especially when there is a need to sharpen the teeth of saw blades that have different geometries and sharpening angles.
How to sharpen: basic methods
There are two available methods for sharpening circular saws - manually and using a machine. In order to sharpen a disc correctly at home, you need to take into account some nuances.
Manual method
Special machines for sharpening saw edges are rarely used in domestic conditions because their cost is high. Therefore, in the absence of such a device, you can cope with sharpening with improvised devices, for example a grinder. In this case, it is forbidden to hold the circle in your hands without fixing it with anything. Otherwise, it will not be possible to achieve a sufficient cutting angle for further work with the material.
To securely fix the circle in the correct position, use a flat stand.
Some features:
- the surface of the stand coincides with the level of the grinding disc axis;
- a gear wheel is placed on it so that the sharpening plane becomes perpendicular to the saw blade;
- The design of the device is complemented by a rotary hinge.
The stand will help you comfortably position the saw blade for processing relative to abrasive material. Before starting work, clear markings are carried out. A colored marker is used for this. They draw lines that will allow you to sharpen the element at the desired angle. A vice will help securely secure the disc to the surface.
Video of sharpening a circular saw blade with a grinder:
Types of cutting teeth
Types of teeth There are four planes on the surface of the teeth - front, rear and two lateral.
At the moment of intersection with each other, they create a single cutting edge, thanks to which surfaces are cut.
There are several tooth shapes:
- Straight tooth. Most often it is used only for quick longitudinal cuts. During such work, quality and accuracy are practically unimportant.
- Oblique tooth. The rear plane of such a part is inclined to the right or left. On saws, these teeth often alternate, which is why they are called “variably beveled.” These teeth are most often used in tools. The size of the corners can be different, this is due to the coating of the surface being treated - wood, chipboard, plastic. They are used for longitudinal and transverse movements. A large angle of inclination on the tools is used when cutting boards with double-sided lamination. This helps avoid chipping the material. The larger the bevel angle, the easier the saw goes through the surface. But this significantly increases the likelihood of tooth breakage. On some products, the teeth are inclined not only at the back, but also at the front.
- Trapezoid tooth. The main advantage of this type is that the edge dulls slowly. But they are rarely used separately; they are usually alternated together with straight teeth. During operation of the device, the trapezoidal teeth are located above the straight ones, so they take on the main (rough) sawing work. Straight teeth perform finishing operations. This saw design is used for cutting plastic, chipboard and MDF.
- Conical tooth. This type of tooth is considered optional because it only helps to cut the bottom of the material (usually laminate). This design allows you to protect the surface from chips and cracks. Bevel teeth usually have a straight front edge, but they can also be concave. This type is used for finishing saw cuts.
Application of the machine
The simplest machine for working at home is a motor with an abrasive. The wheels can be diamond, CBN or silicon carbide.
The tooth to be sharpened is located on the plane so as to be perpendicular to the blade. After turning on the engine, the blade is brought to the circle and pressed against it with a tooth. The layer of metal being removed is regulated by the pressing force. Having finished working with one tooth, the next one is approached using the same method. And so on in a circle until the end.
For the purpose of universalization, the stand is being modernized. The front part is made movable, and a pair of bolts are screwed into the rear. With their help you can adjust the tilt of the canvas. It becomes possible to sharpen the front and back planes of an oblique tooth.
The problem of maintaining the same front and rear sharpening angles remains. To do this, it is necessary to fix the blade relative to the center of the abrasive wheel. To do this, the disk is inserted into a special mandrel, and a groove is made in the stand for it. The required sharpening angle is maintained by moving the mandrel along the groove. If the diameter of the disks is different, then it must be possible to move the engine or stand with a groove.
Another way is to install stops that will fix the desired position of the disk.