Термины, определяющие функцию пильного диска
Пильные диски отличаются количеством зубьев и конфигурацией. Существуют лезвия:
- монолитные или цельные;
- с твердым напылением в рабочей зоне;
- с напаянными твердосплавными пластинами;
- без зубьев, такие как непрерывный обод;
- с широкими и тонкими выступами;
- с отрицательными и положительными передними углами;
- универсальные диски.
Такое разнообразие сбивает с толку при выборе нужного диска. Будем разбираться.
Количество зубьев
Диски с меньшим количеством зубьев делают грубый срез. Преимущество меньшего количества — высокая скорость резки. Для строительных работ достаточно 24-зубного диска диаметра 180 мм. Тонкое лезвие с прорезью подойдет при резке лиственных пород и обрезке, где требуется чистая кромка. Для дисковой пилы 180-190 мм, лезвие с 40 зубцами или выше обеспечит чистую резку.
Эффективность удаления опилок
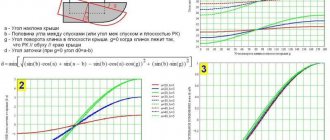
Положение зуба, когда он направлен вниз к поверхности древесины и образует положительный угол, приводит к быстрому, но грубому пилению. Между ними большой зазор и углубление, что способствует лучшему очищению опилок. На фото Положительный угол наклона зуба. Отрицательный угол зуба режет менее агрессивно, не так быстро удаляют меньше отходов, но срез получается более гладким. На диске угол обозначается: 5 neg — 5 градусов отрицательный, 10 pos — положительный 10 градусов.
Виды зубьев по форме и углу заточки
Этот отличительный фактор пильного диска — угол зубца поперек или перпендикулярно вращению лезвия. Чем выше угол скоса, тем чище и ровнее срез. Некоторые лезвия имеют очень большие углы скоса для резки композитного материала, такого как пластик или другие, подверженные разрыву/сколу при выходе зуба. Скосы бывают плоскими (без угла), чередующимися, сильно чередующимися или с другой конфигурацией, которую обсудим ниже.
Разводка
Это ширина зуба в его самой широкой точке и, следовательно, ширина реза. Если она больше чем толщина зуба, то разводка нормальная. В противном случае разводку выполняют специалисты, используя следующие способы:
- 1 через 2 зуба разводят в противоположную сторону;
- каждый зуб поочередно разводят в разные стороны на одинаковые расстояния от плоскости диска;
- также, но расстояния с разными отклонениями в пределах 0,3- 0,7 мм.
Тонкий пропил вызывает меньшее сопротивление при резании и поэтому лучше приспособлен для маломощных пил. Изначально тонкие диски вибрировали или колебались, создавая проблемы при резке древесины. Новая технология лезвий с конструкцией, уменьшающей вибрацию, внесла некоторые улучшения в сегмент лезвий с тонким пропилом, что увеличило спрос для пользователей беспроводных дисковых пил.
Советы специалистов
Опыт — это полезная вещь, благодаря которой можно избежать целого ряда ошибок, характерных для новичков. Потому обращать внимание на советы специалистов очень полезно, если вы хотите достичь положительного для себя результата при точении дисковой пилы.
- Всегда используйте защитные очки. Это правило почему-то многие игнорируют, из-за чего потом страдают сами же мастера. Потому перед началом заточки обязательно наденьте все необходимые средства защиты;
- Не пытайтесь удалить больше металла, чем требуется. Снимайте ровно столько, чтобы удалить все имеющиеся трещины, заусенцы и неровности;
- Во время точения диск обязательно удерживайте в неизменном положении;
- Если диск не точили давно, придется снять больший слой металла;
- Соблюдайте идентичность всех зубов по форме и высоте.
Изначально кажется, что заточка — технологически сложный процесс. Но получив небольшой опыт, вам удастся легко затачивать круги дисковых пил.
Заточка при помощи болгарки
Если есть желание, можно ускорить процесс, воспользовавшись электроинструментом. Для этого потребуется закрепить полотно пилы горизонтально таким образом, чтобы его зубцы слегка выступали за край верстака при помощи нескольких струбцин. Чем жестче будет фиксация, тем меньше будет погрешностей в заточке вследствие вибрации. Перед применением болгарки следует выполнить те же подготовительные операции, что и в случае с ручной заточкой, а именно проверку разводки и высоты зубьев.
Для снятия слоя металла применяются не шлифовочные, а отрезные абразивные диски. Дело в том, что интервал между зубьями невелик, и туда невозможно поместить толстый диск, не повредив соседний зубец. Оптимальными будут отрезные круги с толщиной 0,8-1,5 мм.
Во время выполнения работ обязательным является использование защитного инвентаря, как минимум специальных очков и перчаток. Это позволит защитить себя в случае повреждения отрезного круга. Щиток также должен быть смонтирован на положенном месте.
Диском нужно аккуратно проходить в пространстве между каждым зубцом, затачивая сначала одну сторону, а потом другую. При этом нужно довольно хорошо уметь обращаться с УШМ, поскольку угол заточки и количество снимаемого металла контролируется только самим работником. Если есть сомнения в успешности такого проекта, лучше сначала поэкспериментировать со старой ножовкой, которую будет не жалко испортить, чтобы набить руку.
Признаки износа
Заточка пил — это распространенное мероприятие, как и точение цепей бензопил, выполняемое своими руками. Вы можете доверить приспособление с твердосплавными, победитовыми напайками специалистам. Это обусловлено тем, что победитовые напайки имеют повышенную твердость, из-за чего обычным напильником выполнить заточку невозможно. Для этого потребуется дорогостоящий алмазный шлифинструмент.
Первое, что вам нужно сделать, это определить текущее состояние пильных кругов. У дисков и цепей бензопил есть определенные признаки износа. Если знать о них, вы легко узнаете, что острота дисковой пилы значительно ухудшилась.
- На кожухе двигателя вашей дисковой пилы начала значительно повышаться температура.
- Чтобы распилить заготовку, приходится прикладывать больше физических усилий своими руками. Аналогичное явление характерно для затупившихся цепей бензопил.
- Периодически из двигателя может идти дым.
- При обработке заготовок образуется неприятный аромат гари.
- На краях пильного круга образуются потемнения. Это нагар. Он может проявиться и на поверхности цепей бензопил.
- Деревянная заготовка начинается перемещаться по станку рывками, хотя при нормальной заточке движения должны быть плавными.
- При работе станка наблюдается посторонний шум.
- Нарушается геометрия зубьев пильных кругов вашей циркулярной пилы.
Подготовка
Перед началом работ необходимо обесточить инструмент, деталь которого утратила прежние характеристики. Диск плотно фиксируется при помощи специальных брусков, которые размещаются по обеим его сторонам. Для всех зубьев ставятся отметки на полотне, при этом в процессе прикладываются равные усилия и идентичное количество движений инструмента. Так можно произвести качественную, равномерную обработку диска.
Деталь устанавливается обратно после достижения необходимого вида и проверки углов заточки. Далее необходимо сделать пробный распил на станке и удостовериться в качестве проведенных работ
Важно, чтобы все зубья размещались на одной плоскости, в ином случае перемещение бруска будет неравномерным, а работа станка будет сопровождаться характерным шумом. Также это возможно в случае если некоторые зубья требуют корректировки
Если заточка пильных дисков выполняется самостоятельно, стоит помнить про развод кромок, при котором все зубья постепенно отгибаются в различные стороны, но расстояние между ними остается одинаковым. Эти действия можно выполнить при помощи специального инструмента под названием разводка, он обеспечивает равномерный отгиб в средней части всех элементов. После проведения такой процедуры пила приобретет более свободный ход, а ширина пропила станет больше.
С учетом того, что пропил производится не самим диском, а его кромками, которые постепенно снимают слои древесины, становится ясно, что с увеличением развода зубцов снижается вероятность заклинивания, а пропил приобретает большую ширину. Стоит отметить, что в этом случае для работы инструмента приходится прикладывать больше усилий. При отсутствии специальных приспособлений многие пользуются разводным ключом для разведения зубьев, но такая методика имеет множество ограничений и подходит не для всех пил.
На вид разводки в первую очередь влияет порода древесины, которая впоследствии будет обрабатываться. К примеру, для получения ровного распила без каких-либо недочетов и выступов на мягкой породе требуется большая разводка. Желательно, чтобы зубья отклонялись в выбранную сторону на 5-10 мм. Заточка пильных дисков по дереву производится только после осуществления разводки, иначе зубья окажутся непригодными для использования из-за возникшей деформации.
Циркуляционные пилы – какими они бывают
Пильный диск при правильной заточке и разводе зубьев способен качественно и точно распилить заготовку в любом направлении реза относительно волокон.
Существует несколько видов режущих полотен для циркуляционной пилы:
Пила циркулярная твердосплавная — характеристика
- Диски с основой и режущей областью из цельного металла;
- Диски с основой из цельного металла и напылением материалов твердой структуры на зубьях;
- Металлические полотна с твердосплавными напайками.
Качественный распил заготовок невозможен, когда зубья выработались или затупились. Сопутствующим явлением работы тупым инструментом будет чрезмерная нагрузка на двигатель, риск заклинивания, небезопасность проведения режущих операций. Необходимо делать заточку циркулярных пил.
Для раскроя твердых пород древесины допустимо применять только диски, имеющие специальные пазы. Технологические разрывы на полотне предотвращают общую деформацию инструмента при возможном нагреве в процессе работы. Это исключает появление вибрационного фона, ухудшение линии распила.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб
. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб
с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб
. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб
. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Принципы и углы затачивания
На кромках пилы находятся четыре главных угла заточки. Они вместе с формой зуба могут выступать главными эксплуатационными характеристиками инструмента. Для описания каждого зуба используются:
- Передний и задний угол.
- Углы среза передней и задней поверхности.
Эти характеристики могут зависеть от вида и веса циркулярной пилы, её предназначения, а также плотности конкретной поверхности.
Углы заточки на схеме
Основываясь на параметрах, указанных выше, можно разделить все циркулярки на несколько видов:
- Для прорезания продольных отверстий. При совершении этой задачи следует использовать передний угол заточки от 15 до 25 градусов.
- Для совершения поперечной резки. В этой ситуации передний угол может варьироваться от 5 до 10 градусов.
- Универсальная заточка. Для совершения любых операций пилы затачиваются под углом в 15 градусов.
Размер затачиваемого угла устанавливается не только от направления движения пилы, он также связан с материалом заготовки. Если требуется прорезать очень твёрдые материалы, то следует выбирать наименьший угол. Для работы с более мягкими изделиями угол увеличивается.
Важно! Если пила из твердосплавного материала используется достаточно долго, то максимальный износ можно заметить на верхней режущей кромке. При детальном осмотре плоскости зуба видно, что сильнее всего страдает передняя поверхность материала.
Как определить момент, что пора наточить ножовку?
Как определить, что пришло время заострить зубья инструмента.
Опытный хозяин знает, когда и как заточить ножовку, но простому обывателю не сложно определить этот момент самостоятельно. Как правило, изменяется звук, издаваемый при работе и однородность цвета режущей кромки.
Острые резцы отличаются равномерным износом режущей кромки.
На необходимость «подправить» пилу указывают следующие признаки:
• пиление идет тяжело и неравномерно; • срез получается неровный; • полотно часто застревает; • становится сложно удержать заданную траекторию.
Кроме того, затупленная ножовка часто застревает и приходится прилагать много усилий для завершения процесса.
Необходимые инструменты
Своими руками диски для циркулярной плиты можно заточить только при наличии специальных инструментов. Также есть станок, который позволяет автоматизировать процесс, сделать его более эффективным.
Для проведения работы по заточке диска своими руками можно использовать нижеприведенные инструменты:
- монтажные тиски;
- напильник;
- брусок из дерева.
Также можно использовать заточной станок для дисковых пил, для которого не нужны вышеприведенные инструменты.
Когда нужно проводить работу по восстановлению дисковых пил?
Довольно важным вопросом можно назвать определение того, когда должна быть проведена заточка дисковых пил. Сильный износ может привести к отсутствию возможности проведения подобной работы. Можно выделить три четких сигнала, которые определяют необходимость проведения заточки диска циркулярной пилы:
- Появление дыма, нагревание защитного кожуха. Приспособление, как правило, имеет специальный защитный кожух, который может нагреваться, если диск затупился. Также следует отметить, что в особых случаях происходит появление дыма вследствие сильного нагрева зоны резания.
- Также при механической подаче, когда нажим регулируется своими руками, следует придавать большое усилие для получения необходимого результата.
- При обработке древесины или другого материала в зоне резания появляются следы нагара и соответствующий запах.
В вышеприведенных ситуациях рекомендуется проводить заточку диска циркулярной пилы.
Способы увеличения срока службы пильных дисков
Процесс формирования новой режущей кромки является трудоемким и долгим. Поэтому рекомендуется выполнять ряд условий для увеличения срока службы диска.
Прежде всего, следует ознакомиться с рекомендациями производителя. В них указано количество оборотов (максимальное и минимальное) для различных типов обрабатываемых материалов. Для металла это параметр должен быть меньше, чем для дерева.
Твердые напайки имеют большой срок эксплуатации. Однако они чаще скалываются и обламываются. Альтернативная мягкая практически не подвержена таким дефектам. Но время ее службы меньше, чем у твердой.
Не допускается появление шершавостей на режущей поверхности. В дальнейшем они могут привести к появлению сколов и трещин.
В видеоматериале показан пример станка для заточки дисков, сделанного своими руками:
Важные характеристики
Чтобы читатели не потерялись в дебрях современного рынка оснастки для циркуляционных пил, мы подготовили 5 основных критериев, которые помогут определиться с выбором. Рассмотрим их по степени важности.
Читать также: Как выпаивать детали из платы
Внешний диаметр
Наружный, или внешний диаметр диска не должен превышать размеры кожуха циркулярной пилы, иначе его не получится установить на посадочное место. Увеличение параметра приводит к росту глубины пропила. Характеристика варьируется в пределах от 65 до 500 мм.
Посадочный диаметр
Посадочный, или внутренний диаметр — величина отверстия в центре оснастки. Определяет, подойдет ли пильный диск для крепления на шпинделе. Самые популярные размеры: 16, 20, 22, 30 и 32 мм. Но полный диапазон гораздо шире — от 11 до 50 мм.
Производители могут устанавливать на посадочном месте пилы штыри для дополнительной фиксации. В этом случае нужно выбирать диск с соответствующими отверстиями.
Число зубьев
С увеличением количества зубьев снижается скорость обработки, но улучшается чистота реза. И наоборот: чем меньше зубьев — тем быстрее идет работа, но пропил становится все менее аккуратным. У характеристики есть своя классификация, представленная в таблице:
| № | Наименование | Количество зубьев, шт |
| 1 | Большое | 80-90 |
| 2 | Среднее | 40-80 |
| 3 | Малое | 10-40 |
Наклон заточки зубьев
Наклон заточки — угол отклонения режущей кромки зуба от радиуса пильного диска. На картинке наглядно показано, как характеристика может влиять на процесс работы. Углы бывают такими:
Стандартный: 5-15°. Универсальная заточка. Подходит для всех видов распила.
Положительный: 15-20°. Идеален для продольного пиления за счет эффекта «захвата».
Отрицательный: от до –5°. Применяется для поперечного реза, не образует сколов.
Толщина диска
Стандартный параметр равен 3,2 мм. Чем тоньше диск, тем сильнее он нагревается и быстрее выходит из строя. Большая толщина гарантирует долгий срок службы оснастки, но замедляет работу. В этом случае растет перерасход материала из-за широкого пропила.
Популярные производители
На современном рынке полно предложений от производителей. Но есть компании, которые проверены временем. Именно их продукции отдают предпочтение владельцы циркулярных пил. Краткий список популярных брендов таков:
- CMT. Компания появилась на территории Италии в далеком 1962 году. Производство перенесено в Китай, а в Европе остался лишь головной офис.
- «Макита». Годом основания фирмы стал 1915. С тех пор прошло много времени, но японская продукция по-прежнему популярна по всему миру.
- «Бош». Это название давно стало символом непревзойденного качества. Пильные диски под торговой маркой Bosh — желанные гости в каждой домашней мастерской.
- «Атака». Организация появилась в 1998 году на территории России. Ее по праву можно назвать старейшим поставщиком расходников на отечественном рынке.
- Metabo. Название произошло от немецкого наименования ручной дрели. Сборка первой продукции началась в Германии после 1924 года.
- Dewalt. Победное шествие компании по планете стартовало в США. Начиная с 1922 года под брендом выпускают оснастку для электроинструмента.
В передовых технологиях разобраться непросто. Изготовители оснастки постоянно совершенствуют свои производства. Предлагаем посмотреть видео, которое поможет сделать правильный выбор и узнать много полезной информации:
Вариант 1 — изготовление простого заточного станка из точила
Стол для циркулярной пилы своими руками
Первый вариант изготовления простейшего заточного оборудования имеет следующий вид:
- На верстаке располагается наждачный станок, на валу которого размещается круг с алмазным напылением
- Изготавливается неподвижное основание из ДСП. Это основание одновременно выступает направляющим, по которому будет происходить перемещение подвижной рамки
- На следующем этапе изготавливается подвижная рамка из ДСП или фанеры, стенки которой из рейки должны быть направлены вниз, и выступать в качестве механизма перемещения
- На наружной стороне подвижной рамки размещается фиксатор дисков соответствующего диаметра, а также проделывается паз
- В итоге получается готовый заточный станок для пильных дисков
Для изготовления такого устройства требуется минимум времени и затрат, а эффективность его применения составляет 100%. Подробности на видео:
Заточка дисков
Опытный мастер обычно сразу понимает, когда зубцы начинают приходить в негодность. Это можно определить по следующим признакам:
Если зубцы затупились, желательно заточить пилу как можно быстрее. Многие домашние мастера ошибочно считают, что получить травму от острой пилы можно гораздо быстрее, чем от тупой. На самом деле, дело обстоит с точностью до наоборот. Такой парадокс объясняется просто: когда пильщик орудует тупой пилой, ему приходится прикладывать физическую силу. Если неправильно рассчитать силу или приложить ее не в том направлении, травмировать кисть руки очень легко. А если пильщик орудует хорошо заточенным инструментом, никаких усилий прикладывать не требуется, главное – точные и аккуратные движения.
При помощи специального станка
Конечно, проще всего заточить дисковую пилу на специальном станке промышленного производства. Такие станки стоят довольно дорого. Приобретать точильный станок для личного пользования выгодно только в том случае, если домашний мастер работает ежедневно и перепиливает большие объемы древесины. А также услуги по заточке предоставляются во многих специализированных магазинах
. Станок для заточки пил чем-то отдаленно напоминает гончарный круг, на котором вертится пильный диск, размещенный строго в горизонтальной плоскости. Процесс заточки состоит из следующих этапов:
Затачивать пильные диски на станке очень удобно. Главное – соблюдать технику безопасности и ни в коем случае не поправлять пильный диск, пока станок работает. Все манипуляции с диском производят только при выключенном точильном станке.
Самостоятельная заточка
Многие домашние умельцы прекрасно справляются с заточкой дисковых пил без специального станка. Большинство владельцев циркулярных пил давно привыкли затачивать пильные диски на весу, при помощи обыкновенного напильника или других подручных инструментов для заточки. Однако, этот метод весьма неудобен и травмоопасен. К тому же при ручной заточке можно случайно пропустить отдельные зубцы. Поэтому применять этот метод не стоит.
Бывалые пильщики обычно мастерят для заточки пил круглую деревянную подставку, на которой и размещается пильный диск. Принцип действия таких мини-станков примерно такой же, что и принцип действия станков промышленного производства.
Мастера считают, что перед заточкой пильные диски должны быть немного влажными – это значительно облегчает заточку. Для этого точильщики смачивают пильные диски водо
й и различными химическими веществами. Однако, эксперты утверждают, что на самом деле такой метод приносит только вред. Любая жидкость разъедает металл и вызывает его коррозию, то есть способствует появлению ржавчины.
Во время самостоятельной заточки нужно быть внимательным, чтобы не пропустить ни один зубец. Даже если затупилось всего несколько зубчиков, а остальные остались острыми, точить нужно абсолютно все зубцы. Она будет работать правильно
только в том случае, если все пилящие элементы заточены одинаково.
Самостоятельно заточить дисковую пилу – это не так сложно, как кажется. Как именно затачивать пилу, на станке промышленного производства или на примитивной подставке, каждый домашний мастер выбирает сам. Однако, в любом случае необходимо строго соблюдать элементарную технику безопасности и затачивать зубцы как можно острее. При возникновении трудностей, связанных с заточкой дисковой пилы в домашних условиях, следует проконсультироваться со специалистом. Если регулярно приводить в порядок циркулярную пилу, она прослужит верой и правдой долгие годы.
Любой режущий инструмент имеет свойство затупляться в процессе эксплуатации. Это касается и твердосплавных пильных дисков, которые необходимо регулярно затачивать, для того чтобы распиловка дерева происходила быстро и качественно.
Самый простой способ затачивания зубьев на дисковой пиле — это использование обычного напильника. Но при работе своими руками, над приведением режущего инструмента в рабочее состояние, возникает много сложностей, с которыми может справиться только хороший специалист, имеющий достаточно большой опыт. Гораздо проще, быстрее и эффективнее использовать для этой операции самодельный станок для заточки дисковых пил или заточной станок для дисковых ножей.
Если есть самодельный электрический заточной станок для дисковых пил, не зависимо от того заводской это инструмент или самодельный, следует знать основные принципы использования такого оборудования. Особенно, когда есть необходимость в заточке зубьев пильных дисков, которые имеют разную геометрию и углы затачивания.
Как заточить: основные методы
Существует два доступных метода заточки дисковых пил — ручной и при помощи станка. Чтобы в домашних условиях заточить диск правильно, необходимо учитывать некоторые нюансы.
Ручной способ
Особые станки для затачивания кромок пилы редко применяются в бытовых условиях, потому что их стоимость высока. Поэтому при отсутствии такого приспособления, можно справиться с заточкой подручными приспособлениями, например болгаркой. При этом запрещается держать круг в руках, ничем его не зафиксировав. В противном случае не получится добиться достаточного угла среза для дальнейшей работы с материалом.
Чтобы надёжно зафиксировать круг в верном положении, применяют плоскую подставку.
Некоторые особенности:
- поверхность подставки совпадает с уровнем оси заточного диска;
- на ней зубчатый круг помещается таким образом, чтобы плоскость затачивания стала перпендикулярной полотну пилы;
- конструкция устройства дополнена поворотным шарниром.
Подставка поможет комфортно расположить диск пилы для обработки относительно абразивного материала. Перед началом работы проводится чёткая разметка. Для этого используется цветной маркер. Им рисуют линии, которые позволят заточить элемент под нужным углом. Тиски помогут надёжно закрепить диск на поверхности.
Видео заточки диска для циркулярной пилы болгаркой:
Виды режущих зубьев
Типы зубьев На поверхности зубьев располагаются четыре плоскости — передняя, задняя и две боковые.
В момент пересечения друг с другом они создают единую режущую кромку, благодаря которой и происходит распиливание поверхностей.
Существует несколько форм зубьев:
- Прямой зуб. Чаще всего его применяют только для проведения скорого продольного распила. Во время такой работы качество и точность практически не важны.
- Косой зуб. Задняя плоскость у такой детали наклонена вправо или влево. На пилах эти зубья часто чередуются, из-за чего те получили название «переменноскошенные». Такие зубья используются в инструментах чаще всего. Размер углов может быть разным, это связано с покрытием обрабатываемой поверхности — древесина, ДСП, пластик. Их применяют для продольных и поперечных движений. Большой угол наклона на инструментах применяется при разрезании плит с двухсторонним ламинированием. Это помогает избежать сколов материала. Чем больше скошенный угол, тем легче пила проходит через поверхность. Но это значительно увеличивает вероятность поломки зуба. На некоторых изделиях зубья наклонены не только сзади, но и спереди.
- Трапециевидный зуб. Главное достоинство этого типа – это то, что кромка тупится медленно. Но их редко применяют отдельно, обычно чередуют вместе с прямыми зубьями. Во время работы устройства трапециевидные зубья расположены над прямыми, поэтому берут на себя основную (черновую) работу по распиливанию. Прямые зубья выполняют чистовую обработку. Такую конструкцию пилы применяют для распиливания пластика, ДСП и МДФ.
- Конический зуб. Этот тип зуба считается дополнительным, поскольку он лишь помогает надрезать нижнюю часть материала (чаще всего ламината). Такая конструкция позволяет обезопасить поверхность от сколов и появления трещин. Конические зубья обычно обладают прямой передней гранью, но она бывает и вогнутой. Такой тип используют для чистовой обработки спила.
Применение станка
Простейший станок для работы в домашних условиях представляет собой двигатель с абразивом. Круги могут быть алмазные, эльборовые или из карбида кремния.
Затачиваемый зуб располагается на плоскости так, чтобы быть перпендикулярным к полотну. После включения двигателя полотно подводится к кругу и прижимается к нему зубом. Слой снимаемого металла регулируется силой прижатия. Закончив работу с одним зубом, таким же методом подводится следующий. И так по кругу до конца.
С целью универсализации подставка модернизируется. Передняя часть делается подвижной, а в заднюю вкручивается пара болтов. С их помощью можно регулировать наклон полотна. Появляется возможность затачивать переднюю и заднюю плоскость косого зуба.
Остается проблема одинакового выдерживания углов передней и задней заточки. Для этого необходимо зафиксировать полотно относительно центра абразивного круга. Для этого диск вставляется в специальную оправку, а в подставке делается под нее паз. Необходимый угол заточки выдерживается за счет передвижения оправки по пазу. Если диаметр дисков будет разный, то должна быть обеспечена возможность передвижения двигателя или подставки с пазом.
Другой способ — это установка упоров, которые будут фиксировать нужное положение диска.